
ในโลกแห่งการผลิต การฉีดขึ้นรูป เป็นกระบวนการที่ทรงพลังที่ใช้ในการสร้างทุกอย่างตั้งแต่แดชบอร์ดรถยนต์ไปจนถึงฝาขวด อย่างไรก็ตามถึงแม้จะมีเทคโนโลยีที่ทันสมัยข้อบกพร่องก็สามารถเกิดขึ้นได้ หนึ่งในสิ่งที่พบบ่อยที่สุดและน่าหงุดหงิดของสิ่งเหล่านี้คือ ยิงสั้น - ข้อบกพร่องนี้ไม่ได้ดูแย่ มันสร้างส่วนที่ไม่ใช้งานนำไปสู่วัสดุที่สูญเปล่าความล่าช้าในการผลิตและต้นทุนที่สูงขึ้น การทำความเข้าใจว่าทำไมภาพสั้น ๆ เกิดขึ้นและวิธีการแก้ไขเป็นสิ่งจำเป็นสำหรับทุกคนที่เกี่ยวข้องในการผลิตชิ้นส่วนพลาสติก คู่มือนี้จะนำคุณผ่านสาเหตุการแก้ปัญหาและวิธีการป้องกันเพื่อช่วยให้คุณผลิตชิ้นส่วนที่มีคุณภาพสูงและสมบูรณ์ทุกครั้ง
การยิงสั้น ๆ ในการฉีดขึ้นรูปคืออะไร?
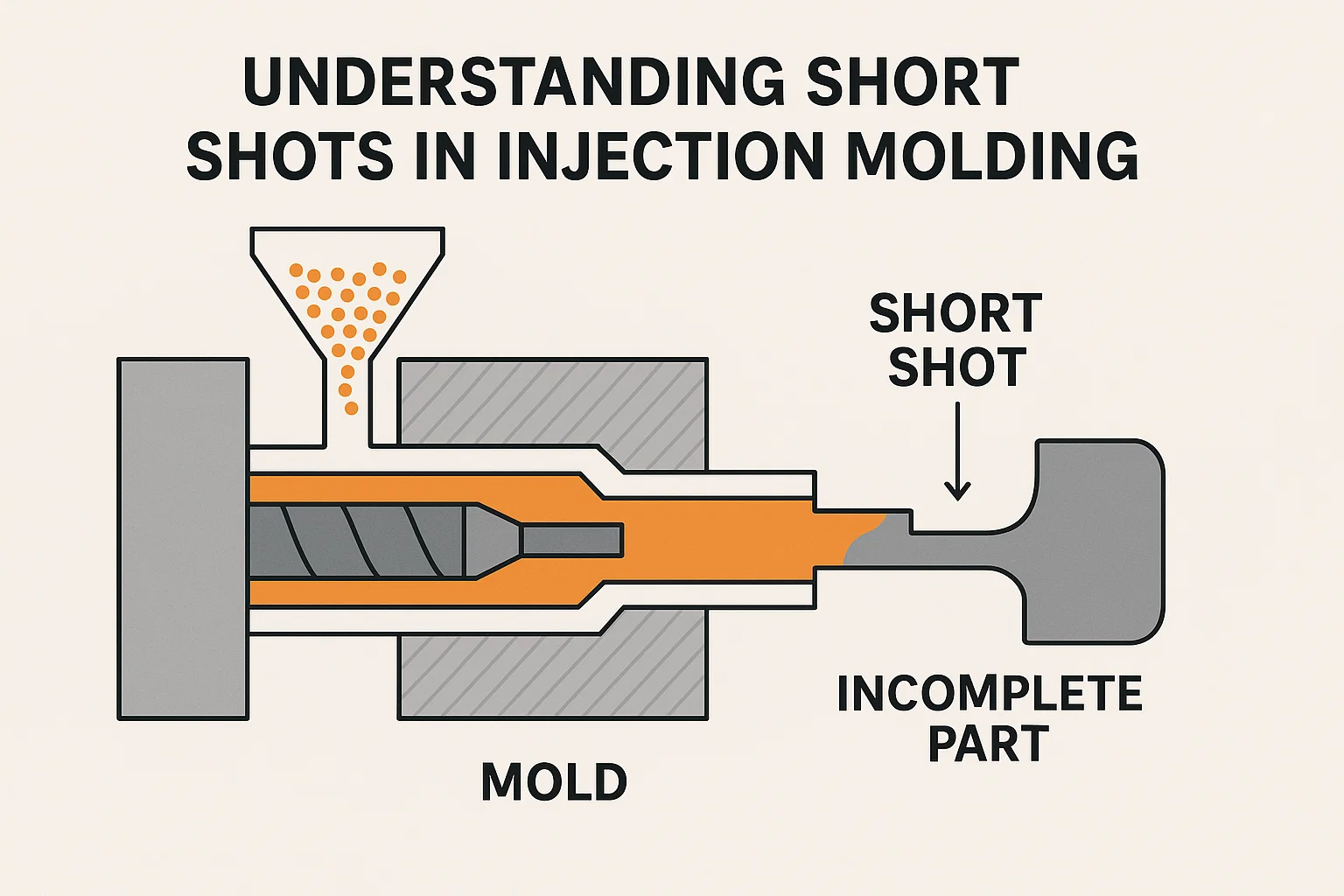
พูดง่ายๆ ยิงสั้น เป็นข้อบกพร่องในการขึ้นรูปที่เรซิ่นพลาสติกหลอมเหลวไม่สามารถเติมโพรงแม่พิมพ์ได้อย่างเต็มที่ แทนที่จะเป็นส่วนที่สมบูรณ์และสมบูรณ์แบบคุณจะต้องจบลงด้วยส่วนประกอบที่ไม่สมบูรณ์หรือ "สั้น" มันเหมือนกับการพยายามเติมแก้วด้วยน้ำ แต่ไหลออกมาก่อนที่แก้วจะเต็ม ผลที่ได้คือส่วนที่ขาดหายไปซึ่งมักจะอยู่ที่จุดที่ไกลที่สุดจากที่ฉีดพลาสติก สายตาการยิงสั้น ๆ อาจปรากฏเป็นส่วนที่เกิดขึ้นบางส่วนหรืออาจมีขอบที่เรียบและโค้งมนซึ่งการไหลของพลาสติกหยุดลงอย่างกะทันหัน เนื่องจากการยิงสั้น ๆ เป็นส่วนที่ไม่สมบูรณ์จึงไม่สามารถใช้งานได้ทันทีและต้องถูกทิ้ง มันมักจะเป็นอาการของปัญหาพื้นฐานเกี่ยวกับเครื่องจักรแม่พิมพ์หรือวัสดุที่ต้องได้รับการวินิจฉัยและแก้ไข
อะไรทำให้เกิดภาพสั้น ๆ ?
การวินิจฉัยการยิงสั้น ๆ ต้องใช้วิธีการอย่างเป็นระบบเนื่องจากสาเหตุอาจเกิดจากหลาย ๆ พื้นที่ของกระบวนการฉีดขึ้นรูป ปัญหาที่พบบ่อยที่สุดสามารถย้อนกลับไปที่วัสดุการตั้งค่าเครื่องหรือการออกแบบแม่พิมพ์เอง
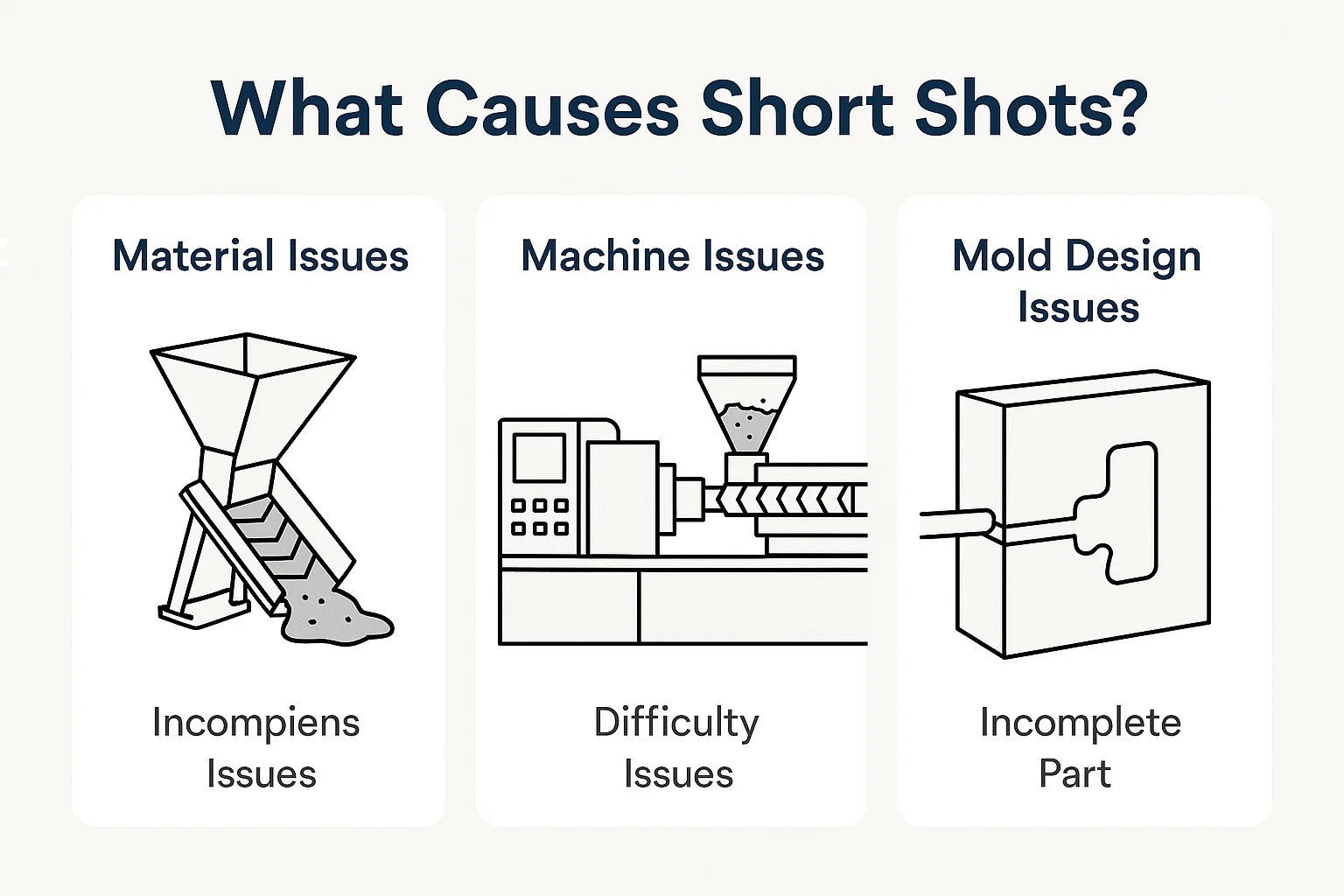
1. ปัญหาวัสดุ
พลาสติกที่คุณกำลังขึ้นรูปอาจเป็นสาเหตุของการยิงสั้น ๆ ปัญหาเกี่ยวกับสถานะของเรซิ่นหรือการเตรียมการสามารถป้องกันไม่ให้ไหลเข้าสู่แม่พิมพ์อย่างถูกต้อง
-
วัสดุไม่เพียงพอ: สาเหตุที่ตรงไปตรงมาที่สุดคือการไม่มีพลาสติกเพียงพอที่จะเติมเชื้อรา สิ่งนี้สามารถเกิดขึ้นได้หากสกรูของเครื่องฉีดขึ้นรูปไม่ได้ก้าวหน้าพอที่จะผลักปริมาณพลาสติกที่ต้องการหรือหากมีการอุดตันในระบบฟีด
-
วิธีแก้ปัญหา: ตรวจสอบกลไกการให้อาหารและการให้อาหารของเครื่องเพื่อให้แน่ใจว่ามันไม่ว่างเปล่าหรือถูกบล็อก เพิ่มขนาดช็อตบนแผงควบคุมของเครื่องเพื่อส่งวัสดุปริมาณมากขึ้น
-
-
อุณหภูมิหลอมละลายไม่ถูกต้อง: หากพลาสติกไม่ร้อนถึงอุณหภูมิที่เหมาะสมความหนืดของมัน (ความต้านทานต่อการไหล) จะสูงเกินไป ความหนา "เย็น" ละลายดิ้นรนเพื่อไหลผ่านนักวิ่งและประตูแคบ ๆ และอาจทำให้แข็งตัวก่อนที่มันจะเติมเต็มช่องทั้งหมด
-
วิธีแก้ปัญหา: ปรึกษาแผ่นข้อมูลของซัพพลายเออร์วัสดุสำหรับช่วงอุณหภูมิละลายที่แนะนำ ปรับอุณหภูมิเครื่องทำความร้อนถังและหัวฉีดบนเครื่องเพื่อเพิ่มอุณหภูมิของพลาสติกและลดความหนืด
-
-
ความหนืดของวัสดุ: แม้ในอุณหภูมิที่ถูกต้องพลาสติกบางชนิดมีความหนืดมากกว่า (หนา) มากกว่าอื่น ๆ วัสดุเช่นโพลีคาร์บอเนตและโพลีสไตรีนที่มีผลกระทบสูงสามารถมีแนวโน้มที่จะยิงสั้น ๆ เนื่องจากลักษณะการไหลของพวกเขา นอกจากนี้ความชื้นในพลาสติกดูดความชื้น (ที่ดูดซับน้ำเช่นไนลอน) สามารถทำให้พวกมันเสื่อมสภาพและสูญเสียคุณสมบัติการไหลของพวกเขา
-
วิธีแก้ปัญหา: ตรวจสอบให้แน่ใจว่าวัสดุแห้งอย่างเหมาะสมก่อนใช้งานตามข้อกำหนดของผู้ผลิต พิจารณาใช้เกรดความหนืดที่ต่ำกว่าของวัสดุเดียวกันหรือวัสดุที่แตกต่างกันโดยสิ้นเชิงกับลักษณะการไหลที่ดีขึ้น
-
2. ปัญหาของเครื่องจักร
การตั้งค่าบนเครื่องฉีดขึ้นรูปของคุณมีความสำคัญ แม้จะมีวัสดุและแม่พิมพ์ที่เหมาะสมพารามิเตอร์ที่ไม่ถูกต้องก็สามารถนำไปสู่การยิงสั้น ๆ ได้อย่างง่ายดาย
-
ความดันฉีดไม่เพียงพอ: แรงดันคือแรงที่ดันพลาสติกหลอมเหลวเข้าไปในแม่พิมพ์ หากความดันฉีดต่ำเกินไปพลาสติกจะไม่มีแรงพอที่จะเดินทางไปยังปลายสุดของโพรง
-
วิธีแก้ปัญหา: เพิ่มการตั้งค่าความดันฉีดบนเครื่อง นี่เป็นวิธีแรกและง่ายที่สุดในการลอง อย่างไรก็ตามระวังไม่ให้ใช้แรงดันมากเกินไปเนื่องจากอาจทำให้เกิดข้อบกพร่องอื่น ๆ เช่นแฟลช
-
-
ความเร็วในการฉีดไม่ถูกต้อง: ความเร็วในการฉีดพลาสติกก็มีบทบาทสำคัญเช่นกัน หากความเร็วช้าเกินไปพลาสติกอาจเริ่มเย็นลงและแข็งตัวก่อนกำหนดก่อนที่โพรงจะเต็ม นี่เป็นเรื่องจริงโดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนที่มีผนังบาง
-
วิธีแก้ปัญหา: เพิ่มความเร็วในการฉีด อัตราการฉีดที่เร็วขึ้นสามารถช่วยให้พลาสติกเข้าถึงทุกส่วนของแม่พิมพ์ก่อนที่จะสูญเสียความร้อนและความหนืด
-
-
ปัญหาการระบายอากาศ: เมื่อพลาสติกเติมเชื้อราอากาศที่ติดอยู่ภายในต้องมีวิธีหลบหนี หากช่องระบายอากาศของแม่พิมพ์ถูกปิดกั้นหรือมีขนาดไม่เหมาะสมอากาศที่ติดอยู่จะสร้างแรงดันแบ็คที่ต่อต้านการไหลของพลาสติกอย่างมีประสิทธิภาพ
-
วิธีแก้ปัญหา: ทำความสะอาดช่องระบายอากาศของแม่พิมพ์และสายแยก ตรวจสอบให้แน่ใจว่าความลึกของช่องระบายอากาศถูกต้อง (โดยทั่วไป 0.0005 ถึง 0.001 นิ้วหรือ 0.013 ถึง 0.025 มม.) พิจารณาเพิ่มช่องระบายอากาศเพิ่มเติมหรือระบบระบายอากาศสูญญากาศสำหรับแม่พิมพ์ที่ซับซ้อน
-
3. ปัญหาการออกแบบแม่พิมพ์
แม้จะมีการตั้งค่าวัสดุและเครื่องจักรที่สมบูรณ์แบบแม่พิมพ์ที่ออกแบบมาไม่ดีสามารถทำให้เป็นไปไม่ได้ที่จะสร้างส่วนที่สมบูรณ์ ปัญหาเหล่านี้มักจะเป็นสิ่งที่ท้าทายที่สุดในการแก้ไขเพราะพวกเขาต้องการการปรับเปลี่ยนทางกายภาพไปยังเครื่องมือ
-
ขนาดประตูและสถานที่ตั้ง: ประตูคือช่องเปิดที่พลาสติกหลอมเหลวเข้าสู่โพรงแม่พิมพ์
-
ขนาดประตู: หากประตูมีขนาดเล็กเกินไปมันสามารถทำหน้าที่เป็นข้อ จำกัด ป้องกันไม่ให้วัสดุเพียงพอจากการไหลเข้าไปในโพรง แรงเสียดทานจากประตูขนาดเล็กสามารถทำให้วัสดุเย็นลงก่อนเวลาอันควร
-
วิธีแก้ปัญหา: ขยายขนาดประตู ประตูที่กว้างขึ้นหรือหนาขึ้นช่วยให้การไหลของพลาสติกที่เร็วขึ้นและมีประสิทธิภาพมากขึ้น
-
-
ตำแหน่งประตู: ประตูที่ตั้งอยู่ไม่ถูกต้องสามารถนำไปสู่การยิงสั้น ๆ โดยเฉพาะอย่างยิ่งถ้ามันอยู่ไกลจากพื้นที่ที่ต้องเติมเต็ม สิ่งนี้จะเพิ่มความยาวการไหลและความเสี่ยงของการระบายความร้อนพลาสติกก่อนที่จะถึงจุดสิ้นสุดของโพรง
-
วิธีแก้ปัญหา: ย้ายประตูไปยังตำแหน่งที่เป็นศูนย์กลางหรือดีที่สุดเพื่อให้แน่ใจว่าทุกพื้นที่ของชิ้นส่วนสามารถเติมเต็มได้อย่างสม่ำเสมอ สำหรับชิ้นส่วนที่ซับซ้อนอาจจำเป็นต้องมีหลายประตู
-
-
-
การออกแบบระบบนักวิ่ง: ระบบนักวิ่งเป็นเครือข่ายของช่องทางที่นำพลาสติกจากหัวฉีดไปยังประตู
-
ขนาดและเค้าโครงของนักวิ่ง: ระบบนักวิ่งที่มีขนาดเล็กเกินไปหรือยาวเกินไปอาจทำให้เกิดแรงดันลดลงอย่างมีนัยสำคัญซึ่งหมายความว่าไม่มีแรงพอที่จะผลักพลาสติกไปจนถึงจุดสิ้นสุดของโพรงแม่พิมพ์
-
วิธีแก้ปัญหา: เพิ่มเส้นผ่านศูนย์กลางของนักวิ่งเพื่อลดการสูญเสียความดันและปรับปรุงการไหล ออกแบบเค้าโครงของนักวิ่งให้ตรงและสมดุลมากขึ้นเพื่อให้มั่นใจว่าโพรงทั้งหมด (ในแม่พิมพ์หลายเซลล์) เติมในอัตราเดียวกัน
-
-
-
ความหนาของผนัง: ส่วนผนังบาง ๆ ในการออกแบบชิ้นส่วนอาจเป็นสาเหตุสำคัญของการถ่ายภาพสั้น ๆ พลาสติกหลอมเหลวเย็นลงอย่างรวดเร็วและถ้ามันต้องไหลผ่านพื้นที่ที่บางมากมันอาจแข็งตัวก่อนที่มันจะมาถึงอีกด้านหนึ่งเพื่อสร้างส่วนที่ไม่สมบูรณ์
-
วิธีแก้ปัญหา: ปรับเปลี่ยนการออกแบบชิ้นส่วนเพื่อเพิ่มความหนาของผนังในพื้นที่ที่มีปัญหา แม้ว่าสิ่งนี้อาจเป็นไปไม่ได้เสมอไป แต่ก็เป็นการพิจารณาที่สำคัญในระหว่างขั้นตอนการออกแบบเบื้องต้น สำหรับแม่พิมพ์ที่มีอยู่คุณอาจต้องใช้วัสดุของเหลวมากขึ้นอุณหภูมิที่สูงขึ้นหรือความเร็วในการฉีดเร็วขึ้นเพื่อชดเชย
-
วิธีระบุภาพสั้น ๆ
การระบุช็อตสั้นมักจะตรงไปตรงมาเนื่องจากเป็นข้อบกพร่องที่มองเห็นได้มาก อย่างไรก็ตามวิธีการที่เป็นระบบช่วยยืนยันปัญหาและระบุตำแหน่งที่แน่นอนซึ่งเป็นสิ่งสำคัญสำหรับการแก้ไขปัญหาที่มีประสิทธิภาพ
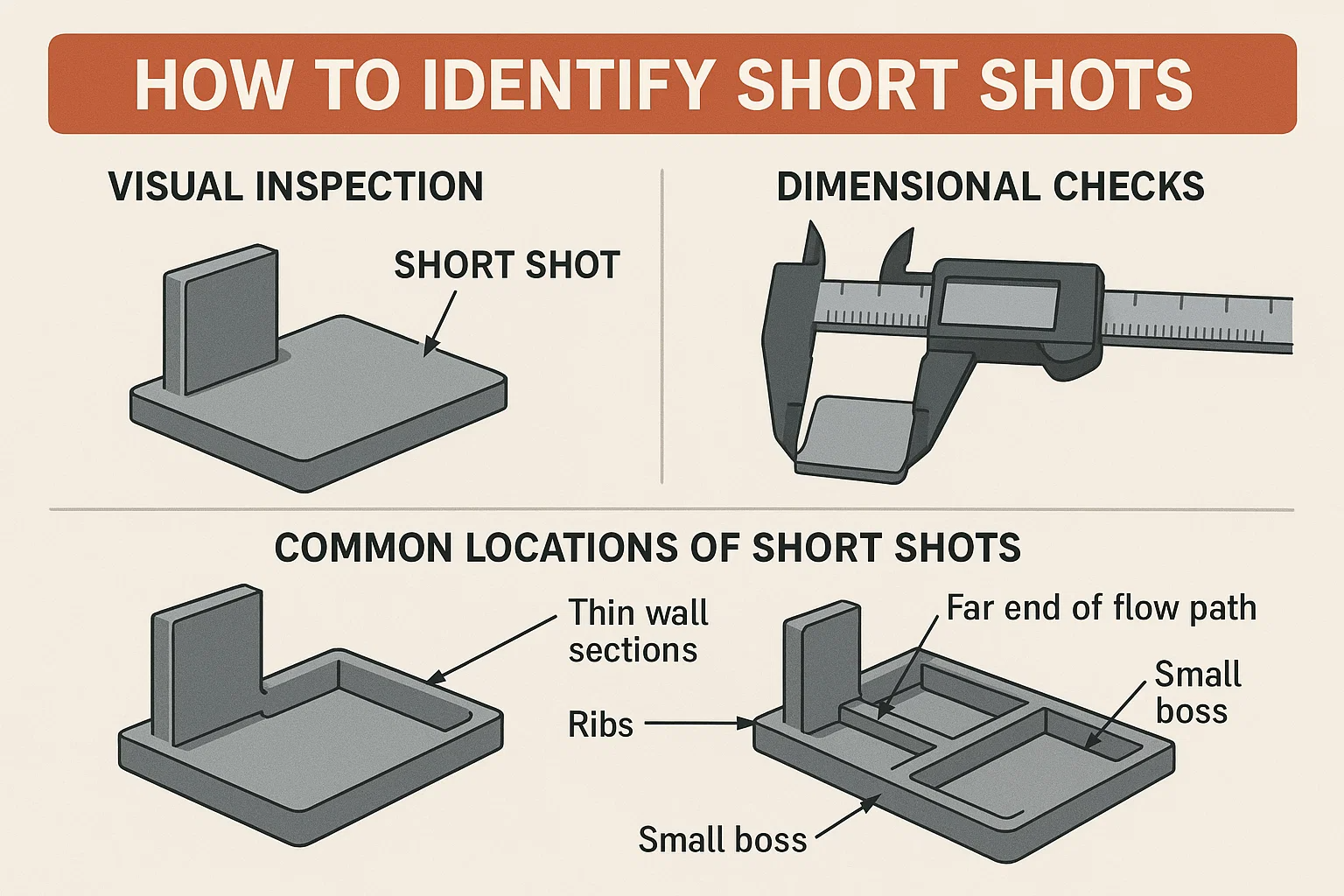
การตรวจสอบภาพ
วิธีที่พบบ่อยที่สุดในการมองเห็นช็อตสั้นคือการตรวจสอบด้วยภาพอย่างรวดเร็ว ช็อตสั้น ๆ นั้นชัดเจนทันทีเนื่องจากส่วนนั้นไม่สมบูรณ์ คุณจะสังเกตเห็นว่าส่วนของชิ้นส่วนหายไปหรือชิ้นส่วนจะสิ้นสุดลงอย่างกะทันหันด้วยขอบโค้งมนที่ยังไม่เสร็จซึ่งการไหลของพลาสติกหยุดลง โดยทั่วไปแล้วจะเป็นพื้นผิวที่เรียบและโค้งเนื่องจากแรงตึงผิวของพลาสติกหลอมเหลวทำให้มันดึงกลับเล็กน้อยเมื่อมันแข็งตัว นี่เป็นสัญญาณบอกเล่าว่าโพรงแม่พิมพ์ไม่ได้เติมเต็ม
การตรวจสอบมิติ
ในขณะที่การตรวจสอบด้วยภาพมักจะเพียงพอการตรวจสอบมิติสามารถให้ข้อมูลที่เฉพาะเจาะจงมากขึ้นโดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนที่มีรูปทรงเรขาคณิตที่ซับซ้อน หากคุณมีส่วนที่ดู เกือบ เสร็จสมบูรณ์ แต่คุณไม่แน่ใจวัดความยาวความกว้างและความสูง การยิงสั้น ๆ จะล้มเหลวในการตอบสนองมิติที่ต้องการเนื่องจากชิ้นส่วนจะไม่เติมโพรงแม่พิมพ์ทั้งหมด สำหรับชิ้นส่วนที่มีผนังบางช็อตสั้นอาจไม่ชัดเจนในตอนแรก แต่การตรวจสอบมิติจะยืนยันปัญหา
สถานที่ทั่วไปของช็อตสั้น
ภาพสั้นมักจะเกิดขึ้นที่ จุดสิ้นสุดของเส้นทางการไหล ซึ่งเป็นจุดที่ไกลที่สุดจากประตูที่พลาสติกเข้าสู่โพรง พลาสติกหลอมเหลวสูญเสียความร้อนและความดันขณะเดินทางดังนั้นพื้นที่สุดท้ายที่จะเติมเต็มจึงเป็นสิ่งที่ไวต่อการยิงสั้น ๆ พื้นที่เหล่านี้มักจะ:
-
ส่วนผนังบาง ๆ
-
ซี่โครงหรือเจ้านายขนาดเล็ก
-
คุณสมบัติที่อยู่ไกลจากประตู
-
พื้นที่ที่มีการระบายอากาศไม่ดีหรือไม่มีเลย
ด้วยการรู้ว่าจะดูที่ไหนคุณสามารถยืนยันการยิงสั้น ๆ อย่างรวดเร็วและเริ่มเชื่อมโยงกับสาเหตุที่อาจกล่าวถึงก่อนหน้านี้
โซลูชั่นสำหรับช็อตสั้น
การแก้ปัญหาสั้น ๆ ต้องใช้วิธีการเชิงกลยุทธ์ บ่อยครั้งที่ดีที่สุดที่จะเริ่มต้นด้วยโซลูชั่นที่ง่ายที่สุดและคุ้มค่าที่สุดก่อนที่จะย้ายไปยังที่ซับซ้อนและมีราคาแพงมากขึ้น เริ่มต้นด้วยการตั้งค่าเครื่องจากนั้นพิจารณาวัสดุและในที่สุดดูที่แม่พิมพ์เอง
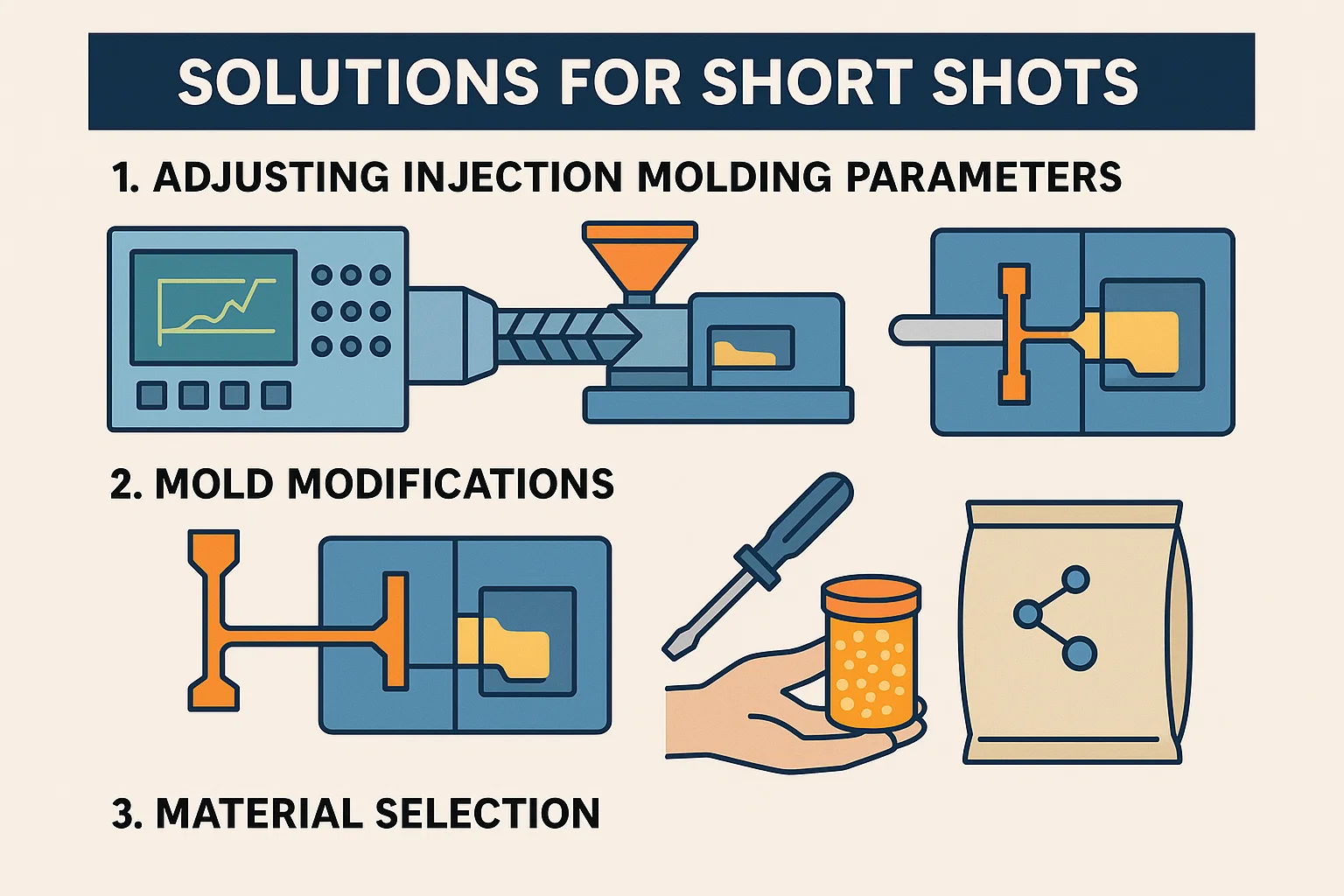
1. การปรับพารามิเตอร์การฉีดขึ้นรูปฉีด
วิธีที่เร็วที่สุดและเป็นเรื่องธรรมดาที่สุดในการแก้ไขช็อตสั้นคือการปรับเปลี่ยนการตั้งค่าของเครื่อง การเปลี่ยนแปลงเหล่านี้มักจะเกิดขึ้นบนแผงควบคุมโดยไม่หยุดการผลิตเป็นเวลานาน
-
ความดันฉีดที่เพิ่มขึ้น: นี่เป็นทางออกแรกและมีประสิทธิภาพมากที่สุด ด้วยการเพิ่มแรงกดดันคุณจะให้แรงพลาสติกหลอมเหลวมากขึ้นในการเดินทางผ่านแม่พิมพ์ช่วยเติมเต็มพื้นที่ที่ยากต่อการเข้าถึงมากที่สุด เพิ่มความดันเพิ่มขึ้นเล็กน้อย (เช่น 50-100 psi) จนกระทั่งชิ้นส่วนเสร็จสมบูรณ์
-
การเพิ่มประสิทธิภาพความเร็วในการฉีด: ความเร็วในการฉีดที่เร็วขึ้นสามารถช่วยเติมเชื้อราก่อนที่พลาสติกจะมีโอกาสเย็นและแข็งตัว สิ่งนี้มีความสำคัญอย่างยิ่งสำหรับชิ้นส่วนที่มีผนังบางหรือผู้ที่มีเส้นทางการไหลยาว เช่นเดียวกับแรงดันเพิ่มความเร็วค่อยๆเพื่อหลีกเลี่ยงข้อบกพร่องอื่น ๆ เช่นแฟลชหรือรอยไหม้
-
การปรับเปลี่ยนอุณหภูมิละลาย: อุณหภูมิละลายที่สูงขึ้นจะลดลงพลาสติก ความหนืด ทำให้มันไหลได้ง่ายขึ้น ตรวจสอบแผ่นข้อมูลของวัสดุสำหรับช่วงอุณหภูมิที่แนะนำและเพิ่มอุณหภูมิถังและหัวฉีดเพื่อปรับปรุงการไหล นี่อาจเป็นทางออกที่มีประสิทธิภาพมาก แต่ควรระวังที่จะไม่ทำให้วัสดุร้อนเกินไปซึ่งอาจทำให้เกิดการย่อยสลาย
2. การดัดแปลงแม่พิมพ์
หากการปรับพารามิเตอร์เครื่องไม่ได้แก้ปัญหาปัญหาอาจเกิดขึ้นกับแม่พิมพ์เอง โซลูชันเหล่านี้จำเป็นต้องปิดเครื่องและปรับเปลี่ยนเครื่องมือ ในขณะที่มีค่าใช้จ่ายสูงกว่าพวกเขาให้การแก้ไขระยะยาว
-
การปรับประตูและนักวิ่ง: ขนาดและการออกแบบของประตูและนักวิ่งมีความสำคัญต่อการไหลที่เหมาะสม หากพวกเขามีขนาดเล็กเกินไปพวกเขาสามารถ จำกัด การไหลของพลาสติก การขยายประตูหรือขยายนักวิ่งจะช่วยให้วัสดุมากขึ้นสามารถไหลเข้าสู่โพรงได้ด้วยความต้านทานน้อยกว่า สำหรับแม่พิมพ์ที่มีหลายเซลล์การสร้างความสมดุลให้กับนักวิ่งยังเป็นกุญแจสำคัญในการทำให้แน่ใจว่าแต่ละโพรงจะเติมเต็มอย่างเท่าเทียมกัน
-
การปรับปรุงการระบาย: อากาศที่ติดอยู่ในแม่พิมพ์สามารถทำหน้าที่เป็นเบาะป้องกันไม่ให้พลาสติกเติมโพรง การทำความสะอาดช่องระบายอากาศที่มีอยู่เป็นขั้นตอนแรกที่ง่าย หากปัญหายังคงมีอยู่ผู้ทำแม่พิมพ์อาจจำเป็นต้องเพิ่มช่องระบายอากาศเพิ่มเติมลงในแม่พิมพ์ที่จุดที่เกิดการยิงสั้น ๆ ในบางกรณีก ระบบระบายอากาศสูญญากาศ สามารถติดตั้งเพื่อดึงอากาศออกจากแม่พิมพ์อย่างแข็งขัน
-
การปรับปรุงระบบทำความร้อน: สำหรับแม่พิมพ์ที่ซับซ้อนหรือชิ้นส่วนที่มีผนังหนาก ระบบรันเนอร์ร้อน สามารถใช้งานได้ ซึ่งแตกต่างจากนักวิ่งเย็นนักวิ่งที่ร้อนแรงทำให้พลาสติกหลอมเหลวขึ้นไปที่ประตูไม่จำเป็นต้องอุ่นและทำให้มั่นใจว่าอุณหภูมิที่สอดคล้องกันและการไหลง่ายขึ้น
3. การเลือกวัสดุ
บางครั้งวิธีแก้ปัญหาที่ง่ายที่สุดคือการสลับวัสดุหรือตรวจสอบให้แน่ใจว่าปัจจุบันมีการเตรียมอย่างเหมาะสม
-
การเลือกเกรดวัสดุที่เหมาะสม: ภายในพลาสติกชนิดเดียวมีเกรดแตกต่างกันที่มีคุณสมบัติการไหลที่แตกต่างกัน หากคุณใช้วัสดุที่มีอัตราการไหลหลอมต่ำ (MFR) ให้พิจารณาเปลี่ยนเป็นเกรด MFR ที่สูงขึ้นซึ่งออกแบบมาให้ไหลได้ง่ายขึ้น
-
เทคนิคการอบแห้งวัสดุ: พลาสติกดูดความชื้นจำนวนมาก (เช่นไนลอน- อันBS และโพลีคาร์บอเนต) ดูดซับความชื้นจากอากาศ เมื่อขึ้นรูปความชื้นนี้จะเปลี่ยนเป็นไอน้ำซึ่งสามารถขัดขวางการไหลของพลาสติกและทำให้เกิดภาพสั้น ๆ ตรวจสอบให้แน่ใจว่าวัสดุของคุณแห้งอย่างถูกต้องในอากาศร้อนหรือเครื่องอบแห้งสารดูดความชื้นก่อนที่จะประมวลผล
ป้องกันภาพสั้น ๆ
วิธีที่ดีที่สุดในการจัดการกับช็อตสั้นคือการป้องกันไม่ให้เกิดขึ้นตั้งแต่แรก มาตรการเชิงรุกในขั้นตอนการออกแบบและการบำรุงรักษาสามารถประหยัดเวลาและเงินได้อย่างมีนัยสำคัญ
-
ออกแบบหลักการสำหรับการผลิต (DFM): นี่เป็นขั้นตอนแรกที่สำคัญ DFM เกี่ยวข้องกับการออกแบบส่วนหนึ่งกับกระบวนการผลิตในใจ เมื่อพูดถึงการฉีดขึ้นรูปนี่หมายความว่า:
-
ความหนาของผนังสม่ำเสมอ: หลีกเลี่ยงการเปลี่ยนแปลงอย่างมากในความหนาของผนัง สิ่งนี้ทำให้มั่นใจได้ว่าพลาสติกจะไหลและเย็นลงในอัตราที่สอดคล้องกันป้องกันการยิงสั้น ๆ ในส่วนที่บาง
-
การออกแบบซี่โครงและเจ้านายที่เหมาะสม: ตรวจสอบให้แน่ใจว่าซี่โครงผู้บังคับบัญชาและคุณสมบัติอื่น ๆ ได้รับการออกแบบด้วยมุมร่างและเนื้อสีที่เหมาะสมเพื่ออำนวยความสะดวกในการไหลของพลาสติกที่ง่ายและป้องกันกับดักอากาศ
-
ลดความยาวการไหล: ออกแบบชิ้นส่วนเพื่อให้พลาสติกไม่จำเป็นต้องเดินทางไกลจากประตูมากเกินไปลดความเสี่ยงของการระบายความร้อนก่อนวัยอันควร
-
-
การบำรุงรักษาเครื่องปกติ: เครื่องจักรที่ได้รับการดูแลเป็นอย่างดีเป็นเครื่องที่เชื่อถือได้ การตรวจสอบและให้บริการเครื่องฉีดขึ้นรูปของคุณเป็นประจำสามารถป้องกันปัญหามากมายที่นำไปสู่การถ่ายภาพสั้น ๆ
-
ทำความสะอาดหัวฉีดและถัง: ตรวจสอบให้แน่ใจว่าไม่มีการอุดตันหรือการสะสมของพลาสติกแข็งตัวที่สามารถ จำกัด การไหลของวัสดุ
-
ตรวจสอบแถบฮีตเตอร์และเทอร์โมคัปเปิล: ตรวจสอบว่าองค์ประกอบความร้อนทั้งหมดทำงานได้อย่างถูกต้องเพื่อให้แน่ใจว่าพลาสติกจะละลายอย่างสม่ำเสมอและถึงอุณหภูมิที่ต้องการ
-
-
การจัดการวัสดุแนวทางปฏิบัติที่ดีที่สุด: การจัดเก็บวัสดุที่เหมาะสมและการเตรียมการเป็นสิ่งจำเป็น
-
การอบแห้งที่ถูกต้อง: วัสดุดูดความชื้นแห้งเสมอตามคำแนะนำของซัพพลายเออร์ นี่อาจเป็นขั้นตอนการป้องกันที่สำคัญที่สุดเดียวสำหรับวัสดุเหล่านี้
-
การจัดเก็บที่เหมาะสม: จัดเก็บเรซินในสภาพแวดล้อมที่ควบคุมสภาพภูมิอากาศเพื่อป้องกันการดูดซึมและการปนเปื้อนของความชื้น
-
กรณีศึกษา
ตัวอย่างในโลกแห่งความเป็นจริงแสดงให้เห็นว่าหลักการของการแก้ไขปัญหาการช็อตสั้น ๆ ใช้ในทางปฏิบัติอย่างไร กรณีศึกษาเหล่านี้เน้นความสำคัญของการวินิจฉัยอย่างเป็นระบบ
-
กรณีศึกษา 1: ปลอกอิเล็กทรอนิกส์แบบบาง ๆ
-
ปัญหา: ผู้ผลิตกำลังผลิตปลอกที่มีผนังบางสำหรับอุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค ชิ้นส่วนออกมาอย่างสม่ำเสมอด้วยการยิงสั้น ๆ ในมุมที่ไกลที่สุดจากประตู
-
การวินิจฉัย: ความพยายามครั้งแรกในการเพิ่มความดันและความเร็วล้มเหลวทำให้แฟลช (พลาสติกส่วนเกิน) ในส่วนอื่น ๆ ของแม่พิมพ์ การวิเคราะห์โดยละเอียดแสดงให้เห็นว่าพลาสติกเย็นเร็วเกินไปเมื่อไหลผ่านส่วนที่บาง
-
สารละลาย: ทีมพิจารณาแล้วว่า อุณหภูมิหลอมละลาย ต่ำเกินไปสำหรับเรขาคณิตบางของชิ้นส่วน พวกเขาเพิ่มอุณหภูมิถังและหัวฉีดขึ้น 20 ° F ซึ่งลดความหนืดพลาสติกลงพอที่จะทำให้มันเติมเต็มช่องทั้งหมดโดยไม่ต้องใช้แรงดันมากเกินไป ชิ้นส่วนถูกสร้างขึ้นโดยไม่มีข้อบกพร่อง
-
-
กรณีศึกษา 2: แม่พิมพ์ฝาครอบหลายเซลล์
-
ปัญหา: แม่พิมพ์ที่มีฟันผุที่เหมือนกันสี่ตัวกำลังผลิตภาพสั้น ๆ ในโพรงหนึ่งหรือสองตัวในขณะที่คนอื่น ๆ เต็มไปด้วยอย่างสมบูรณ์
-
การวินิจฉัย: เนื่องจากภาพสั้น ๆ ถูกแปลเป็นโพรงที่เฉพาะเจาะจงปัญหาไม่ได้เกี่ยวข้องกับการตั้งค่าเครื่องหรือวัสดุ มันเป็น ปัญหาการออกแบบแม่พิมพ์ - การตรวจสอบด้วยภาพของนักวิ่งเปิดเผยว่านักวิ่งที่นำไปสู่โพรงสั้น ๆ ที่ยิงได้นานกว่าเล็กน้อยและบางกว่าที่อื่น ๆ ความไม่สมดุลของแรงกดดัน .
-
สารละลาย: แม่พิมพ์ถูกส่งไปยังร้านขายเครื่องมือที่นักวิ่งได้รับการตกแต่งใหม่ให้มีความยาวและเส้นผ่านศูนย์กลางสม่ำเสมอ นี้ สมดุลระบบนักวิ่ง เพื่อให้แน่ใจว่าพลาสติกไหลด้วยแรงดันเท่ากันกับโพรงทั้งสี่ทำให้การยิงสั้น ๆ
-
เทคนิคขั้นสูง
สำหรับการผลิตในปริมาณมากหรือชิ้นส่วนที่ซับซ้อนวิธีการทางวิทยาศาสตร์มากขึ้นในการวินิจฉัยและป้องกันการยิงสั้น ๆ สามารถประหยัดเวลาและเงินจำนวนมหาศาลได้
-
การวิเคราะห์การไหลของแม่พิมพ์: ก่อนที่แม่พิมพ์จะถูกสร้างขึ้น การวิเคราะห์การไหลของแม่พิมพ์ (MFA) ซอฟต์แวร์สามารถจำลองกระบวนการฉีดขึ้นรูป มันทำนายว่าพลาสติกหลอมเหลวจะเติมโพรงได้อย่างไรระบุพื้นที่ปัญหาที่อาจเกิดขึ้นเช่นภาพสั้น ๆ กับดักอากาศและสายเชื่อม การใช้ MFA วิศวกรสามารถปรับให้เหมาะสม ตำแหน่งประตู , ระบบนักวิ่ง และความหนาของผนังชิ้นส่วนเพื่อป้องกันข้อบกพร่องก่อนที่เหล็กจะถูกตัด
-
เซ็นเซอร์และระบบตรวจสอบ: เครื่องฉีดแบบฉีดที่ทันสมัยสามารถติดตั้งเซ็นเซอร์ที่ให้ข้อมูลแบบเรียลไทม์เกี่ยวกับความดันอุณหภูมิและความเร็ว เซ็นเซอร์ความดันในโมล มีประโยชน์อย่างยิ่ง พวกเขาวัดความดันภายในโพรงและสามารถตรวจจับการยิงสั้น ๆ ในเสี้ยววินาทีทำให้เครื่องหยุดโดยอัตโนมัติ การตรวจสอบระดับนี้ช่วยให้ผู้ให้บริการสามารถปรับเปลี่ยนข้อมูลได้อย่างแม่นยำ
บทสรุป
A ยิงสั้น เป็นมากกว่าแค่ข้อบกพร่องที่มองเห็นได้ มันเป็นสัญญาณที่ชัดเจนว่ามีบางอย่างในกระบวนการฉีดขึ้นรูปเครื่องจักรหรือการออกแบบแม่พิมพ์ไม่ได้ซิงค์ ในขณะที่พวกเขาเป็นความคับข้องใจร่วมกันในการผลิตพวกเขายังเป็นปัญหาที่สามารถแก้ไขได้ โดยการวินิจฉัยสาเหตุของรากอย่างเป็นระบบไม่ว่าจะเป็นปัญหากับวัสดุการตั้งค่าเครื่องหรือแม่พิมพ์เอง - คุณสามารถใช้โซลูชันที่มีประสิทธิภาพและนำการผลิตกลับมาใช้
อย่างไรก็ตามกุญแจสู่ความสำเร็จในระยะยาวนั้นอยู่ใน การป้องกัน - โดยการยอมรับหลักการเช่น ออกแบบสำหรับการผลิต (DFM) และการใช้การบำรุงรักษาอย่างสม่ำเสมอและการจัดการวัสดุที่เหมาะสมคุณสามารถลดความเสี่ยงของการถ่ายภาพสั้น ๆ ก่อนที่จะเกิดขึ้น และสำหรับโครงการที่ซับซ้อนหรือมีปริมาณมากเครื่องมือขั้นสูงเช่น การวิเคราะห์การไหลของแม่พิมพ์ และเซ็นเซอร์ในโมลด์นำเสนอวิธีที่มีประสิทธิภาพเพื่อให้แน่ใจว่ามีคุณภาพและประสิทธิภาพตั้งแต่ต้น ในที่สุดความเข้าใจและการจัดการกับช็อตสั้น ๆ ไม่เพียง แต่เกี่ยวกับการแก้ไขข้อบกพร่อง แต่เกี่ยวกับการเพิ่มประสิทธิภาพการดำเนินการฉีดขึ้นรูปทั้งหมดของคุณเพื่อให้ได้ผลลัพธ์ที่มีคุณภาพสูงที่สอดคล้องกัน

