
สรุป
เกรดโพลีเมอร์หน่วงการติดไฟ (FR) ได้รับการระบุไว้สำหรับการใช้งานด้านยานยนต์ อิเล็กทรอนิกส์ ไฟฟ้า และการก่อสร้าง แต่จะนำมาซึ่งความท้าทายในการประมวลผลและความเสี่ยงด้านเครื่องมือที่เกรดมาตรฐานไม่มี สารเติมแต่ง FR ช่วยให้กระบวนการแคบลง เพิ่มการกัดกร่อนให้กับเหล็กแม่พิมพ์ ส่งผลต่อผิวสำเร็จ และทำให้กระบวนการรีไซเคิลมีความซับซ้อน คู่มือนี้ครอบคลุมรายละเอียดเกี่ยวกับระบบการจัดอันดับ UL94 อธิบายว่าเคมี FR หลักแต่ละรายการมีปฏิกิริยาอย่างไรกับอุปกรณ์และเครื่องมือในการฉีดขึ้นรูป และให้ข้อกำหนดเฉพาะในทางปฏิบัติสำหรับการออกแบบแม่พิมพ์และการเลือกเหล็กเมื่อใช้วัสดุ FR
1. เหตุใดการหน่วงไฟจึงมีความสำคัญในการฉีดขึ้นรูป
พลาสติกไหม้ เทอร์โมพลาสติกเชิงวิศวกรรมส่วนใหญ่ เช่น ABS, PP, PA, PC สามารถติดไฟได้โดยธรรมชาติ โดยมีดัชนีออกซิเจน (LOI) จำกัดอยู่ที่ 17–28% ในการใช้งานที่มีความเสี่ยงต่อการติดไฟ เช่น ตู้ไฟฟ้า ตัวเรือนแบตเตอรี่ EV อุปกรณ์อิเล็กทรอนิกส์ ภายในเครื่องบิน แผงอาคาร โพลีเมอร์ที่ไม่มีการดัดแปลงไม่เป็นไปตามข้อกำหนดด้านความปลอดภัยจากอัคคีภัย
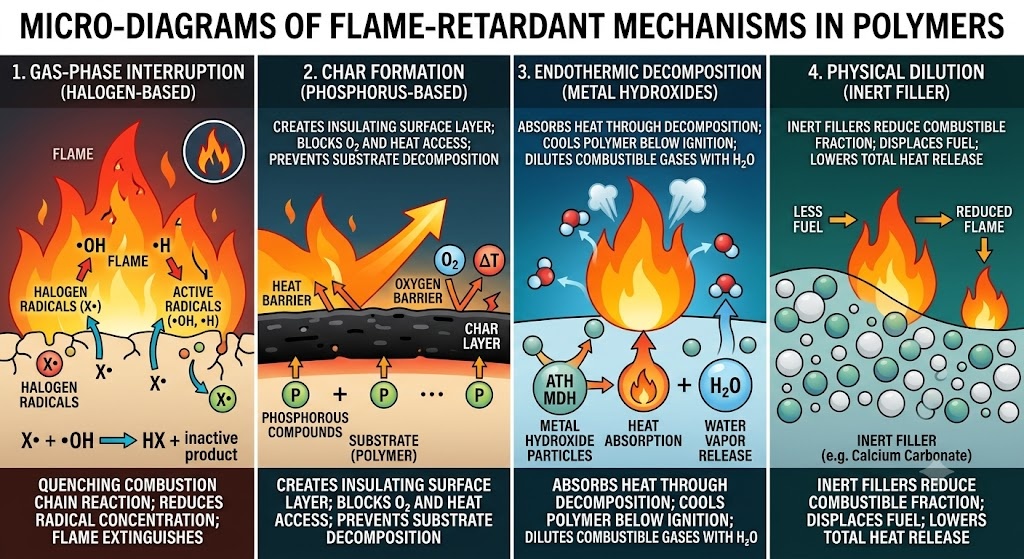
สารหน่วงการติดไฟแก้ไขปัญหานี้ด้วยกลไกหนึ่งหรือหลายกลไก:
- การหยุดชะงักของเฟสแก๊ส — อนุมูล FR ดับปฏิกิริยาลูกโซ่การเผาไหม้ในบริเวณเปลวไฟ (ระบบที่ใช้ฮาโลเจน)
- การก่อตัวของถ่าน — เคมี FR ส่งเสริมชั้นพื้นผิวคาร์บอนที่ป้องกันสารตั้งต้นจากเปลวไฟ (ระบบที่มีฟอสฟอรัสเป็นหลัก)
- การสลายตัวแบบดูดความร้อน — สารเติมแต่ง FR ดูดซับความร้อนผ่านการสลายตัว ทำให้สารตั้งต้นเย็นลงต่ำกว่าอุณหภูมิติดไฟ (ไฮดรอกไซด์ของโลหะ: ATH, MDH)
- การเจือจางทางกายภาพ — สารตัวเติมเฉื่อยช่วยลดส่วนที่ติดไฟได้ของสารประกอบ
ความท้าทายสำหรับเครื่องฉีดขึ้นรูปคือกลไกเหล่านี้ถูกกระตุ้นด้วยความร้อน ซึ่งเป็นตัวกระตุ้นแบบเดียวกับที่ขับเคลื่อนกระบวนการขึ้นรูป สารเติมแต่ง FR ที่มีความเสถียรทางความร้อนเพียงพอที่จะอยู่รอดจากถัง แต่มีปฏิกิริยามากพอที่จะเกิดเพลิงไหม้ ถือเป็นหน้าต่างทางวิศวกรรมที่แคบซึ่งส่งผลโดยตรงต่อการแปรรูปและเครื่องมือ
2. ระบบการจัดระดับ UL94: การจำแนกประเภทที่แท้จริงหมายถึงอะไร
UL94 (มาตรฐานสำหรับการทดสอบความไวไฟของวัสดุพลาสติกสำหรับชิ้นส่วนในอุปกรณ์และเครื่องใช้) เป็นข้อมูลอ้างอิงหลักทั่วโลกสำหรับการจำแนกประเภทความไวไฟของพลาสติก การทำความเข้าใจว่าแต่ละพิกัดต้องการอะไร — และไม่ต้องการ — เป็นสิ่งจำเป็นสำหรับข้อกำหนดที่ถูกต้อง
2.1 ภาพรวมวิธีทดสอบ
การทดสอบ UL94 ดำเนินการกับชิ้นงานที่ขึ้นรูป ไม่ใช่วัตถุดิบ รูปทรงของชิ้นงานมีความสำคัญ: มาตรฐานระบุหมวดหมู่ความหนา (โดยทั่วไปคือ 0.8 มม., 1.6 มม., 3.2 มม.) และพิกัดจะขึ้นอยู่กับความหนา วัสดุพิกัด วี-0 ที่ 3.2 มม. อาจได้เฉพาะ วี-2 ที่ 0.8 มม. เท่านั้น
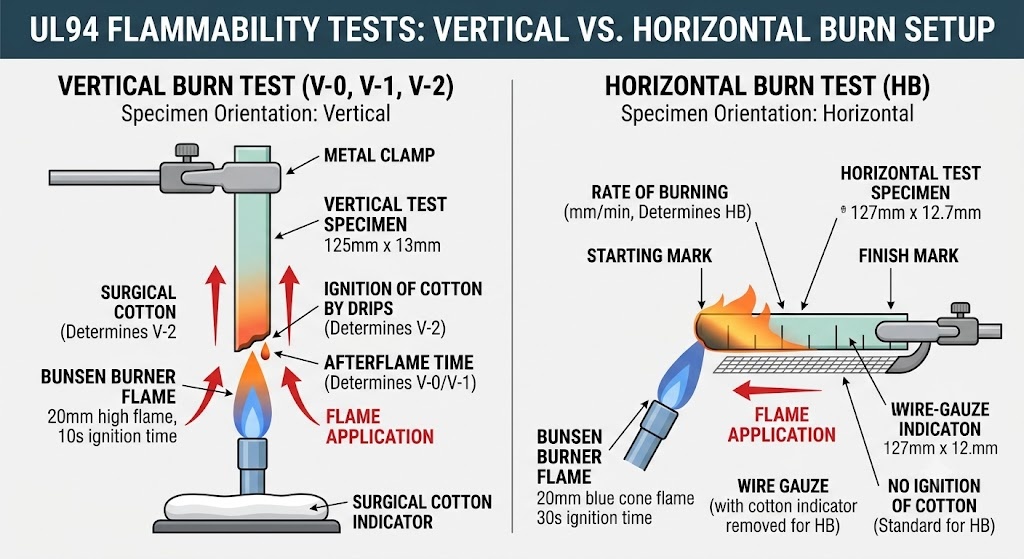
ชุดทดสอบหลักสองชุด:
การทดสอบการเผาไหม้ในแนวตั้ง (V-0, วี-1, V-2, 5VA, 5VB): ชิ้นงานขนาด 125 มม. × 13 มม. จะถูกจับในแนวตั้งและสัมผัสกับเปลวไฟที่กำหนดเป็นเวลา 10 วินาทีสองครั้ง การหยด เวลาเกิดควันไฟ และการจุดไฟของตัวแสดงปริมาณฝ้ายที่อยู่ด้านล่างชิ้นงานทดสอบจะเป็นตัวกำหนดพิกัด
การทดสอบการเผาไหม้ในแนวนอน (เอชบี): ชิ้นงานขนาด 127 มม. × 12.7 มม. ถูกจับในแนวนอน นี่คือการจำแนกประเภทที่ต่ำที่สุด — โพลีเมอร์สินค้าโภคภัณฑ์ส่วนใหญ่ที่ไม่มีการบำบัดด้วย FR จะได้ HB ที่ความหนาเพียงพอ
2.2 เกณฑ์การจำแนกประเภท
| เรตติ้ง | Afterflame ≤ (แต่ละการใช้งาน) | ผลรวมอาฟเตอร์เฟลม ≤ (5 ตัวอย่าง) | หยดจุดชนวนสำลี? | สายัณห์ ≤ | หมายเหตุ |
|---|---|---|---|---|---|
| V-0 | 10 วินาที | 50 วินาที | ไม่ | 30 วินาที | แนวตั้งที่เข้มงวดที่สุด |
| V-1 | 30 วินาที | 250 วินาที | ไม่ | 60 วินาที | แนวตั้งระดับกลาง |
| V-2 | 30 วินาที | 250 วินาที | ใช่ได้รับอนุญาต | 60 วินาที | อนุญาตให้หยดได้ |
| 5VA | — | — | ไม่ | — | ไม่ burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | ไม่ | — | อนุญาตให้เผาไหม้คราบจุลินทรีย์ได้ เข้มงวดกว่า V-1 |
| HB | เผาไหม้ ≤ 76 มม./นาที (>3 มม.) หรือดับลง | — | ไม่มี | — | ต่ำสุด; พลาสติกสินค้าโภคภัณฑ์ส่วนใหญ่ |
2.3 การให้คะแนนในทางปฏิบัติ: สิ่งที่หน่วยงานกำกับดูแลและ OEM ระบุไว้จริง ๆ
| ใบสมัคร | ข้อกำหนดขั้นต่ำ UL94 | หมายเหตุ |
|---|---|---|
| กล่องหุ้มอุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค (IEC 62368-1) | วี-1 หรือ วี-0 | ขึ้นอยู่กับความหนาของผนังและแหล่งความร้อนภายใน |
| ตัวเรือนแบตเตอรี่ EV และกรอบ BMS | V-0 ที่ ≤1.6 มม | มักได้รับการเสริมด้วยข้อกำหนดการหนีความร้อนเฉพาะของ OEM |
| ขั้วต่อไฟฟ้ารถยนต์ (USCAR-2) | V-0 ที่ ≤0.8 มม | ผนังบางมาก — ทำให้ตัวเลือกวัสดุแคบลงอย่างมาก |
| ตัวเรือนเครื่องใช้ในครัวเรือน (IEC 60335) | วี-1 หรือ วี-0 | ขึ้นอยู่กับหมวดหมู่ |
| ตู้ไฟฟ้าอุตสาหกรรม (IEC 61439) | V-0 หรือ 5VA | มีการระบุ 5VA มากขึ้นสำหรับตู้ขนาดใหญ่ |
| ส่วนประกอบภายในเครื่องบิน (FAR 25.853) | ไม่t UL94 — uses OSU heat release and vertical bunsen tests | UL94 ไม่เพียงพอสำหรับการบินและอวกาศ |
| อาคารและการก่อสร้าง (EN 13501) | ระบบ Euroclass B–E ไม่ใช่ UL94 | มาตรฐานการทดสอบที่แตกต่างกันโดยสิ้นเชิง |
จุดวิกฤติ: ซัพพลายเออร์จะรายงานการจัดอันดับ UL94 สำหรับสี ความหนา และการรับรองล็อตที่เฉพาะเจาะจง ตัวเครื่อง พีซี/เอบีเอส สีดำที่ได้ V-0 ไม่ได้รับประกันว่า V-0 จะเป็นสีขาวหรือเป็นธรรมชาติ — ปฏิกิริยาของสารเติมแต่ง FR กับระบบเม็ดสีจะส่งผลต่อประสิทธิภาพ และใบเหลือง UL94 แสดงรายการสีที่ได้รับการอนุมัติอย่างชัดเจน
3. ครอบครัวเคมี FR หลักและโปรไฟล์การประมวลผล
3.1 สารหน่วงการติดไฟที่ใช้ฮาโลเจน (โบรมีน / คลอรีน)
กลไก: อนุมูลฮาโลเจนขัดขวางปฏิกิริยาลูกโซ่การเผาไหม้ในเฟสก๊าซ มีประสิทธิภาพสูงที่ระดับการโหลดต่ำ (5–15 phr) ช่วยให้ V-0 มีผลกระทบต่อคุณสมบัติทางกลน้อยที่สุด
ระบบทั่วไป:
- Decabromodiphenyl ethane (DBDPE) สารเสริมฤทธิ์พลวงไตรออกไซด์ - ระบบป้องกันไถลขณะเบรค, สะโพก, PA
- โอลิโกเมอร์ Tetrabromobisphenol A (TBBPA) — ส่วนผสม พีซี/เอบีเอส
- พาราฟินที่มีคลอรีน — การใช้งานสินค้าโภคภัณฑ์ที่มีต้นทุนต่ำกว่า
ลักษณะการประมวลผล:
- เสถียรทางความร้อนถึง 280–300°ซ ในสูตรส่วนใหญ่ — เข้ากันได้กับอุณหภูมิการประมวลผล ABS, PA66, PC
- สูงกว่า 300°C การสร้างก๊าซ HBr/HCl จะเร่งความเร็วอย่างรวดเร็ว — อุณหภูมิเกินถังทำให้เกิดการปล่อยก๊าซที่มีฤทธิ์กัดกร่อน
- การไล่ล้างด้วยตัวพาที่เป็นกลาง (HDPE หรือ PP) เป็นสิ่งจำเป็นเมื่อทำการปิด — วัสดุโบรมีนที่ติดอยู่จะสลายตัวและโจมตีพื้นผิวกระบอกปืนและสกรู
- มีฤทธิ์กัดกร่อนกับเหล็กกล้าเครื่องมือมาตรฐาน: HBr และ HCl เกิดขึ้นที่การโจมตีแบบเบี่ยงเบนกระบวนการใดๆ หน้า 20 และ H13 ไม่รุนแรงในสภาวะปกติ แต่สะสมมากกว่าการผลิตปริมาณมาก
ผลกระทบของเครื่องมือ:
- เหล็กช่อง หน้า 20 มาตรฐานเป็นที่ยอมรับสำหรับกระบวนการที่มีการควบคุมอย่างดี
- การชุบ (ฮาร์ดโครมหรือนิเกิลแบบไม่ใช้ไฟฟ้า) แนะนำให้ใช้กับปริมาณมากหรือกระบวนการใดๆ ที่ทำงานใกล้ขีดจำกัดอุณหภูมิด้านบน
- โปรโตคอลการล้างจะต้องบันทึกไว้ในคำแนะนำกระบวนการ — ตอนการเผาไหม้ที่เกิดจากแสงแฟลชทำให้เกิดหลุมกัดกร่อนเฉพาะจุดที่ประตูและช่องระบายอากาศ
สถานะการกำกับดูแล: รายการ REACH SVHC ประกอบด้วยสารประกอบ FR ที่เป็นโบรมีนหลายชนิด คำสั่ง RoHS จำกัด PBB และ PBDE ปัจจุบัน DBDPE ไม่มีการจำกัดในสหภาพยุโรปและสหรัฐอเมริกา แต่อาจมีการตรวจสอบอย่างต่อเนื่อง ระบุเฉพาะเกรดที่เป็นไปตามข้อกำหนด REACH/RoHS — ตรวจสอบคำประกาศของซัพพลายเออร์เป็นประจำทุกปี
3.2 สารหน่วงการติดไฟที่มีฟอสฟอรัส (ปราศจากฮาโลเจน)
กลไก: ส่งเสริมการก่อตัวของชั้นถ่านบนพื้นผิวโพลีเมอร์ ปิดกั้นการเข้าถึงออกซิเจนทางกายภาพและเป็นฉนวนพื้นผิว ระบบฟอสฟอรัสบางระบบก็มีกิจกรรมในเฟสก๊าซเช่นกัน
ระบบทั่วไป:
- รีซอร์ซินอล บิส(ไดฟีนิล ฟอสเฟต) (RDP) — ส่วนผสม PC/ABS (ระบบหลักสำหรับ V-0 PC/ABS ที่ปราศจากฮาโลเจน)
- อะลูมิเนียม ไดเอทิลฟอสฟิเนต (AlPi, Clariant Exolit® ซีรี่ส์ OP) — PA6, PA66, PBT
- เมลามีนโพลีฟอสเฟต (MPP) — PA6, PA66
- ฟอสฟอรัสแดง — พีเอ, พีบีที (ไม่ค่อยได้ใช้ในขณะนี้เนื่องจากอันตรายจากการจัดการ)
ลักษณะการประมวลผล:
- RDP ใน PC/ABS: ลดความหนืดหลอมละลาย (ทำหน้าที่เป็นพลาสติไซเซอร์ที่อุณหภูมิการประมวลผล) → เพิ่มความเสี่ยงแฟลช , ลดระยะขอบแรงยึดจับ
- AlPi ในเกรด PA: เสถียรทางความร้อนถึง 320°C มีผลกระทบต่อความหนืดน้อยที่สุด — ระบบ FR ที่เป็นมิตรต่อกระบวนการส่วนใหญ่ที่มีอยู่ในปัจจุบัน
- MPP ใน PA: ความเสถียรปานกลาง; สูงกว่า 290°C ทำให้เกิดไอแอมโมเนียและเมลามีน พื้นผิวพองและมีริ้วสีเงิน — รักษาอุณหภูมิหลอมเหลวไว้ที่ปลายล่างสุดของช่วง PA
- ระบบฟอสฟอรัสทั้งหมด: การดูดซึมความชื้นในการจัดเก็บทำให้ประสิทธิภาพลดลงและทำให้เกิดเส้นริ้ว/สีเงิน — ข้อกำหนดการอบแห้งจะเข้มงวดกว่าเกรดที่ไม่ได้บรรจุ
ข้อกำหนดในการทำให้แห้ง (เกรดฟอสฟอรัส FR):
| เบสโพลีเมอร์ | การอบแห้งเกรดมาตรฐาน | การอบแห้งเกรด FR | หมายเหตุเพิ่มเติม |
|---|---|---|---|
| PA6 | 80°C / 4 ชม | 85°C / 6–8 ชม | เกรด MPP ไวต่อความชื้นเป็นพิเศษ |
| PA66 | 85°C / 4 ชม | 90°C / 6–8 ชม | AlPi ให้คะแนนการให้อภัยมากขึ้น |
| PBT | 120°C / 4 ชม | 130°C / 5–6 ชม | FR PBT ไวต่อความชื้นมาก |
| PC/ABS | 90°C / 3–4 ชม | 95°C / 4–6 ชม | RDP ย้ายไปยังพื้นที่จัดเก็บข้อมูล — ใช้ทันทีหลังจากเปิด |
ผลกระทบของเครื่องมือ:
- การย้ายข้อมูล RDP: ใน PC/ABS ที่มี RDP ฟอสเฟตเอสเทอร์สามารถย้ายไปยังพื้นผิวชิ้นส่วนและไปยังโพรงแม่พิมพ์เมื่อเวลาผ่านไป สาเหตุนี้:
- การสะสมของเชื้อรา บนพื้นผิวของโพรง (คราบสีขาวหรือสีเหลือง) ที่ต้องทำความสะอาดทุกๆ 50,000–150,000 ช็อต ขึ้นอยู่กับสภาพการทำงาน
- ลดความเงาของพื้นผิว ในส่วนนั้นหากไม่ได้ทำความสะอาดเชื้อรา — สำคัญมากสำหรับพื้นผิวคลาส A
- สแตนเลส (ส136) หรือชุบฮาร์ดโครม หน้า 20 ช่วยลดการยึดเกาะของคราบสกปรกและทำให้การทำความสะอาดง่ายขึ้น
- เกรด AlPi ใน PA เป็นระบบ FR ที่เหมาะกับการใช้เครื่องมือมากที่สุด — มีการสะสมตัวน้อยที่สุดและมีการกัดกร่อนน้อยที่สุด
3.3 สารหน่วงไฟจากไนโตรเจน (ระบบเมลามีน)
กลไก: การทำให้เฟสก๊าซเจือจางโดยการปล่อยไนโตรเจนเป็นหลัก การเสริมถ่านบางส่วนเมื่อรวมกับฟอสฟอรัส (ระบบ intumescent)
ระบบทั่วไป:
- เมลามีนไซยานูเรต (MC) — PA6, PA66 (ทำได้ V-2, V-0 ยากหากไม่มีการทำงานร่วมกัน)
- เมลามีนโพลีฟอสเฟต (MPP) — PA6, PA66 (V-0 achievable in combination)
- ระบบ Intumescent (เมลามีน APP เพนตะอีรีทริทอล) — PP, PE (โดยหลักแล้วสำหรับการใช้งานสายเคเบิลและฟิล์มปลอดฮาโลเจน)
ลักษณะการประมวลผล:
- MC ใน PA: สลายตัวที่ 320°C ปล่อยกรดไอโซไซยานิกและไอเมลามีน — ขีดจำกัดบนที่อุณหภูมิหลอมเหลว 290°C สำหรับสารประกอบ PA66/MC
- การระเหิดของเมลามีนที่พื้นผิวโพรงแม่พิมพ์ทำให้เกิดคราบผงสีขาว — จำเป็นต้องทำความสะอาดโพรงบ่อยครั้ง
- ระบบ PP แบบ Intumescent: ไวต่อแรงเฉือนสูง ความเร็วในการฉีดสูงทำให้ส่วนประกอบ FR แตกตัวและเป็นริ้ว
ผลกระทบของเครื่องมือ:
- การสะสมตัวของเมลามีนเป็นปัญหาการเปรอะเปื้อนของเชื้อราที่รุนแรงที่สุดในกลุ่มเกรด FR
- ช่องเคลือบโครเมียมหรือเคลือบ PVD ลดการยึดเกาะของคราบสะสมได้อย่างมาก — ระยะเวลาการบำรุงรักษายาวนานกว่าที่ไม่เคลือบ 2–3 เท่า
- การอุดตันของช่องระบายอากาศจากคราบสกปรกถือเป็นความเสี่ยงที่สำคัญ ช่องระบายอากาศต้องได้รับการออกแบบเพื่อให้เข้าถึงได้และทำความสะอาดตามกำหนดเวลาที่กำหนด (โดยทั่วไปทุกๆ 30,000–80,000 ช็อต)

3.4 สารหน่วงไฟของโลหะไฮดรอกไซด์ (ATH, MDH)
กลไก: การสลายตัวแบบดูดความร้อนจะปล่อยไอน้ำออกมา ทำให้พื้นผิวเย็นตัวลงและทำให้ก๊าซที่ติดไฟได้เจือจางลง ไม่มีฮาโลเจน ไม่มีฟอสฟอรัส ไม่มีไนโตรเจน — เคมีที่สะอาดที่สุดจากมุมมองของผลิตภัณฑ์พลอยได้จากการแปรรูป
ระบบทั่วไป:
- อลูมิเนียมไตรไฮเดรต (ATH) — สลายตัวที่ 180–200°C; จำกัดการใช้โพลีเมอร์ที่แปรรูปที่อุณหภูมิต่ำกว่า 200°C (EVA, LDPE, PVC)
- แมกนีเซียมไดไฮดรอกไซด์ (MDH, brucite) — สลายตัวที่ 300–320°C; ขยายการบังคับใช้กับ PP, PA6
ลักษณะการประมวลผล:
- ต้องการการโหลดที่สูงมาก (40–65% โดยน้ำหนัก) เพื่อให้ได้ V-0 — เพิ่มความหนาแน่นของสารประกอบอย่างมากและลดคุณสมบัติทางกล
- การเติมสารตัวเติมในปริมาณสูงจะเพิ่มความหนืดของหลอมละลายอย่างมาก — ต้องใช้แรงดันในการฉีดที่สูงขึ้น และใช้เวลาในการเติมนานขึ้น
- สารขัดถูกับสกรู ถัง และโพรงแม่พิมพ์ — อัตราการสึกหรอสูง คล้ายกับเกรดที่เติมแก้ว
- สารประกอบ MDH/ATH มีประสิทธิภาพในการปรับปรุง LOI ต่ำมากต่อการโหลดหนึ่งหน่วย เมื่อเทียบกับระบบฮาโลเจน/ฟอสฟอรัส — ไม่ค่อยได้ใช้เมื่อต้องใช้ V-0 ที่ผนังบาง
ผลกระทบของเครื่องมือ:
- ถือว่าเทียบเท่ากับ GF30–GF40 เพื่อการสวมใส่
- ต้องใช้เม็ดมีดประตูชุบแข็ง (≥52 HRC)
- การออกแบบรันเนอร์และเกตต้องลดแรงเฉือนให้เหลือน้อยที่สุด (เส้นผ่านศูนย์กลางใหญ่กว่าขนาดที่ยังไม่ได้เติม) เพื่อป้องกันการรวมตัวของฟิลเลอร์และการกัดเซาะของเกต
- เหล็กโพรง: H13 หรือเหล็กกล้าเครื่องมือชุบแข็งที่เทียบเท่ากัน — หน้า 20 ถือเป็นส่วนน้อยสำหรับการผลิต ATH/MDH ในปริมาณมาก
4. การประมวลผลการปรับพารามิเตอร์สำหรับเกรด FR
ตาราง: การปรับหน้าต่างกระบวนการเทียบกับเบสโพลีเมอร์
| พารามิเตอร์ | ทิศทาง | ขนาด | เหตุผล |
|---|---|---|---|
| อุณหภูมิละลาย | ล่าง | ต่ำกว่ามาตรฐาน 5–20°C | ป้องกันการสลายตัวด้วยความร้อนของ FR |
| เวลาที่อยู่อาศัยของบาร์เรล | ย่อเล็กสุด | ออกแบบสูงสุด <5 นาที | การย่อยสลายขึ้นอยู่กับเวลา × อุณหภูมิ |
| ความเร็วในการฉีด | ลด | 10–20% | ลดการสลายตัวที่เกิดจากแรงเฉือน ลดความเสี่ยงจากแฟลช (RDP) |
| ดันหลัง | ลด | ต่ำกว่ามาตรฐาน 10–20% | ลดการเกิดความร้อนแรงเฉือน |
| ความเร็วของสกรู | ลด | รอบต่อนาที 10–15% | เหตุผลเดียวกัน |
| โปรโตคอลการล้างข้อมูล | บังคับ | ต่อการปิดระบบทุกครั้ง | ป้องกันการเสื่อมสภาพจากการกัดกร่อนระหว่างการวิ่ง |
| การอบแห้ง | เพิ่มอุณหภูมิและเวลา | ดูตารางในส่วน 3.2 | เกรด FR ไวต่อความชื้นมากขึ้น |
| อุณหภูมิของแม่พิมพ์ | ล่าง end of range | หากเป็นไปได้ | ลดการเกิดคราบ (ระบบเมลามีน) |
| อุณหภูมินักวิ่งร้อน | ทำงานได้ขั้นต่ำ | ต่ำที่สุดเท่าที่จะเติมได้ | โซนที่สำคัญที่สุดสำหรับการย่อยสลาย FR |
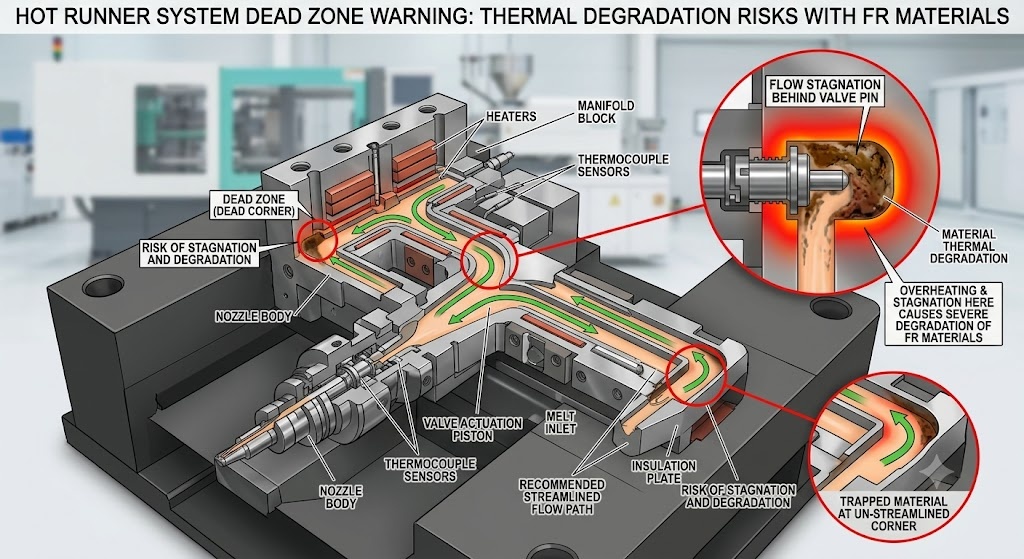
ข้อควรพิจารณาเกี่ยวกับนักวิ่งที่ร้อนแรง
นักวิ่งร้อนเป็นโซนที่มีความเสี่ยงสูงสุดสำหรับการย่อยสลายวัสดุ FR ปลายท่อร่วมและหัวฉีดจะรักษาการหลอมละลายที่อุณหภูมิอย่างต่อเนื่อง และในบริเวณจุดเสีย (หลังก้านวาล์ว ในส่วนโค้งของท่อร่วมที่ออกแบบมาไม่ดี) ระยะเวลาคงอยู่อาจอยู่ที่ 30–60 นาที ซึ่งเพียงพอแล้วที่จะลดระดับระบบ FR ส่วนใหญ่
ข้อกำหนดการออกแบบทางวิ่งร้อนบังคับสำหรับเกรด FR:
- รูปทรงท่อร่วมแบบปรับปรุงเต็มประสิทธิภาพ (ไม่มีมุมตาย) — ระบุให้กับซัพพลายเออร์ทางวิ่งร้อน
- ปริมาตรท่อร่วมขั้นต่ำสอดคล้องกับข้อกำหนดการเติม — ท่อร่วมขนาดใหญ่จะทำให้มีเวลาพักมากขึ้น
- การควบคุมอุณหภูมิโซนอิสระต่อหัวฉีด ช่วยให้การจัดการอุณหภูมิขั้นต่ำแม่นยำ
- ควรใช้วาล์วเกตมากกว่าประตูเปิด — ช่วยให้สามารถปิดเครื่องได้ในระหว่างการหยุดการผลิต
- อุณหภูมิลดลงเมื่อปิดเครื่อง: ลดลงเหลือ 150–170°C ทันทีเมื่อหยุดการผลิตใดๆ >5 นาที
5. การเลือกเหล็กแม่พิมพ์และการรักษาพื้นผิว
ตาราง: เหล็กแม่พิมพ์ที่แนะนำโดย FR Chemistry
| ระบบ FR | เบสโพลีเมอร์ | เหล็กโพรง | แกนเหล็ก | แทรกเกต | การรักษาพื้นผิว | หมายเหตุ |
|---|---|---|---|---|---|---|
| โบรมีน (DBDPE) | ABS, HIPS | P20 หรือ ส136 | P20 | H13 แข็งตัว | ฮาร์ดโครมหรือชุบ EN | การชุบมีความสำคัญอย่างยิ่งต่อปริมาณมาก |
| RDP (ฟอสเฟตเอสเตอร์) | PC/ABS | ต้องการ ส136 | P20 | S136 | การชุบ PVD หรือ EN | การยึดเกาะของคราบสกปรกต่ำสุดบน S136 |
| AlPi (อะลูมิเนียม ฟอสฟิเนต) | PA, PBT | P20 หรือ H13 | P20 | H13 | โครเมียมเสริม | ระบบ FR ที่เป็นมิตรต่อเครื่องมือมากที่สุด |
| เมลามีน (MC, MPP) | PA6, PA66 | P20 โครเมียม หรือ S136 | P20 | H13 | จำเป็นต้องมีฮาร์ดโครม | คราบระเหิดรุนแรงโดยไม่ต้องเคลือบ |
| ATH / MDH (โลหะไฮดรอกไซด์) | พีพี, PA, อีวา | H13 แข็งตัว | H13 | H13 หรือคาร์ไบด์ | โครเมียมหรือ PVD | ถือเป็นสารตัวเติมที่มีฤทธิ์กัดกร่อน |
| โดยธรรมชาติ (พีพีเอส พีค) | PPS, PEEK | S136 หรือ 420SS | S136 | S136 | ไม่จำเป็น | มีฤทธิ์กัดกร่อนที่อุณหภูมิหลอมเหลว ความเสี่ยงต่อการกัดกร่อนของฐานเหล็ก |
การเปรียบเทียบประสิทธิภาพการรักษาพื้นผิวสำหรับการใช้งาน FR
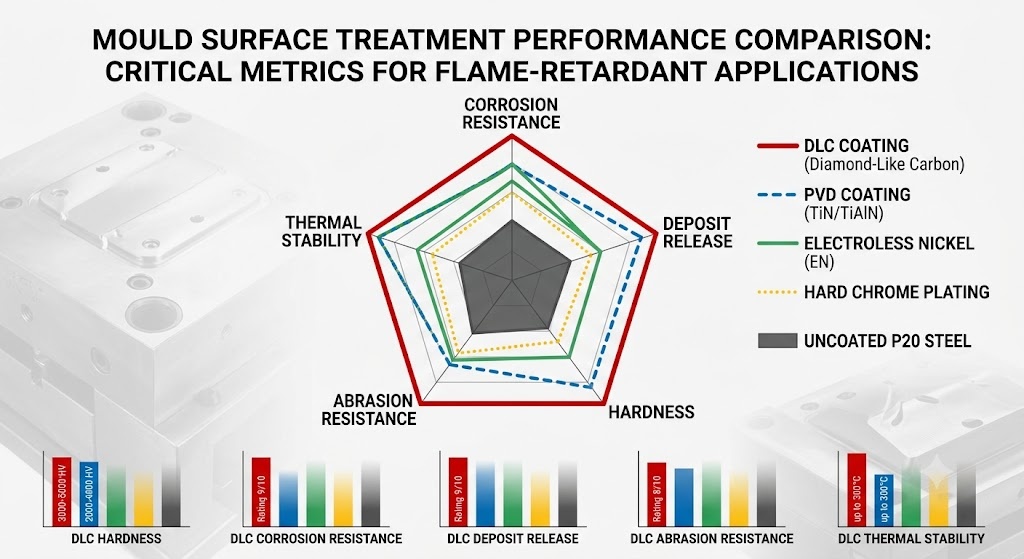
| การรักษา | ความต้านทานการกัดกร่อน | การปล่อยเงินฝาก | ความแข็ง (HV) | อุณหภูมิสูงสุด | ค่าใช้จ่ายพรีเมี่ยม |
|---|---|---|---|---|---|
| ชุบฮาร์ดโครม | ดี | ปานกลาง | 900–1100 | 400°ซ | 15–25% |
| นิกเกิลแบบไม่ใช้ไฟฟ้า (EN) | ยอดเยี่ยม | ดี | 500–700 | 260°ซ | 10–20% |
| PVD (ดีบุก, TiAlN) | ดี | ดี–Excellent | พ.ศ. 2543–3300 | 400–600°ซ | 20–35% |
| DLC (คาร์บอนคล้ายเพชร) | ยอดเยี่ยม | ยอดเยี่ยม | 3,000–5,000 | 300°C | 30–50% |
| ไม่เคลือบ P20 | แย่ | แย่ | 300–350 | — | พื้นฐาน |
การเคลือบ DLC มอบประสิทธิภาพการขจัดคราบสะสมที่ดีที่สุดสำหรับเกรด FR ของระบบเมลามีน ซึ่งมีคุณค่าอย่างยิ่งสำหรับการผลิต PC/ABS และตู้ PA ในปริมาณมาก ซึ่งการหยุดทำงานของการทำความสะอาดช่องเป็นสิ่งสำคัญ
6. การออกแบบช่องระบายอากาศสำหรับเกรด FR
สารประกอบสารหน่วงไฟจะสร้างก๊าซออกมากกว่าเกรดที่ไม่ได้บรรจุ ผลพลอยได้จากการสลายตัว ความชื้นจากไฮดรอกไซด์ของโลหะ และสารเติมแต่งที่ระเหยได้ ล้วนสร้างก๊าซที่ต้องอพยพออกจากโพรง สาเหตุการระบายอากาศไม่เพียงพอ:
- การเผาไหม้เอฟเฟกต์ดีเซล ที่ตำแหน่งเติมครั้งสุดท้าย — คราบถ่านที่มักได้รับการวินิจฉัยผิดพลาดว่าเป็นเกตบลัชหรือการเสื่อมสภาพของวัสดุ
- ช็อตสั้น จากแรงดันย้อนกลับของแก๊สในส่วนหนา
- พื้นผิวพุพอง จากความชื้นที่ติดอยู่หรือส่วนประกอบ FR ที่ระเหยง่าย
คำแนะนำความลึกของช่องระบายอากาศสำหรับเกรด FR
| วัสดุ / ระบบ FR | ความลึกของช่องระบายอากาศ (ที่ดิน, มม.) | ความกว้างช่องระบายอากาศ (มม.) | ความลึกของช่องระบายอากาศ (มม.) | ช่วงเวลาการทำความสะอาด |
|---|---|---|---|---|
| ABS / โบรมีน FR | 0.012–0.018 | 5–8 | 0.5 | ทุกๆ 100,000 นัด |
| พีซี/เอบีเอส / RDP | 0.010–0.015 | 5–8 | 0.5 | ทุกๆ 80,000 นัด |
| PA66/อัลไพ | 0.010–0.015 | 4–6 | 0.3 | ทุกๆ 120,000 นัด |
| PA6/เมลามีน | 0.008–0.012 | 4–6 | 0.3 | ทุกๆ 30,000–50,000 นัด |
| PP/ATH ลุกลาม | 0.015–0.020 | 6–10 | 0.5 | ทุกๆ 80,000 นัด |
| PPS (FR โดยธรรมชาติ) | 0.005–0.008 | 3–5 | 0.2 | ทุกๆ 150,000 นัด |
สารประกอบ FR ที่ใช้เมลามีนมีพฤติกรรมการเปรอะเปื้อนในช่องระบายอากาศที่รุนแรงที่สุด แม่พิมพ์การผลิตที่ใช้ PA6/MC ที่ไม่ได้ทำความสะอาดตามกำหนดเวลาจะมีการปิดกั้นช่องระบายอากาศภายใน 50,000 ช็อต ซึ่งนำไปสู่การไหม้ ช็อตสั้น และการปฏิเสธชิ้นส่วน
คำแนะนำการออกแบบ: สำหรับเกรด FR ที่มีแนวโน้มปล่อยแก๊สออกสูง (เมลามีน ระบบกันซึม) ให้ออกแบบช่องระบายอากาศเป็นเม็ดมีดที่เปลี่ยนได้หากเป็นไปได้ ช่วยให้สามารถทำความสะอาดช่องระบายอากาศแบบออฟไลน์ได้ในขณะที่แม่พิมพ์ยังคงทำงานต่อไปด้วยชุดอะไหล่ที่สะอาด
7. ข้อพิจารณาด้านคุณภาพและการปฏิบัติตามข้อกำหนด
7.1 การตรวจสอบใบเหลือง UL94
การจัดอันดับ UL94 ที่พิมพ์บนเอกสารข้อมูลวัสดุถือเป็นข้อกล่าวอ้างทางการตลาดของซัพพลายเออร์ แหล่งที่มาที่เชื่อถือได้คือ ฐานข้อมูล UL Product iQ (เดิมคือ Yellow Card) . ก่อนที่จะระบุวัสดุ FR สำหรับการใช้งานภายใต้การควบคุมของ UL94 ให้ตรวจสอบ:
- เกรดและล็อตที่แน่นอนตรงกับรายการใบเหลืองในปัจจุบัน
- การจัดเรตนี้ใช้กับความหนาของผนังชิ้นส่วนของคุณ — วัสดุจำนวนมากสูญเสียระดับการจัดระดับหนึ่งสำหรับผนังที่บางกว่า
- มีการระบุสีไว้ — ระบบเม็ดสีส่งผลต่อประสิทธิภาพของ FR
- วันหมดอายุของใบรับรองเป็นปัจจุบัน — UL ดำเนินการทดสอบซ้ำเป็นระยะๆ และสามารถเพิกถอนการจัดอันดับได้
7.2 ผลกระทบของสีต่อประสิทธิภาพของ FR
ระบบเม็ดสีจะโต้ตอบกับสารเติมแต่ง FR ในลักษณะที่สามารถลดประสิทธิภาพลงได้ถึงคลาส UL94 เต็มรูปแบบหนึ่งคลาส คาร์บอนแบล็ค (ใช้ในสารประกอบสีดำ) โดยทั่วไปจะปรับปรุงประสิทธิภาพของ FR — ส่งเสริมการก่อตัวของถ่าน เม็ดสีขาว (TiO₂) มีความเป็นกลางถึงลบเล็กน้อย เม็ดสีอินทรีย์ (โดยเฉพาะเม็ดสีเอโซสีเหลืองและสีแดง) สามารถรบกวนระบบ FR ของฟอสฟอรัสได้
กฎ: ตรวจสอบประสิทธิภาพ FR ในสีการผลิตเสมอ ไม่ใช่ข้อมูลอ้างอิงธรรมชาติหรือสีดำเท่านั้น หากลูกค้าต้องการ V-0 ในหลายสี ให้ขอรับการตรวจสอบบัตรเหลือง UL สำหรับแต่ละสีแยกกัน
7.3 ประสิทธิภาพของ Weld Line และ Knit Line
บริเวณแนวเชื่อมของชิ้นส่วน FR ที่ฉีดขึ้นรูปโดยทั่วไปจะมีคุณสมบัติหน่วงการติดไฟที่ลดลงเมื่อเทียบกับชิ้นส่วนที่มีปริมาณมาก ในบริเวณรอยเชื่อม ใยแก้วจะจัดเรียงขนานกับการไหลด้านหน้า และการกระจายตัวของสารเติมแต่ง FR อาจไม่สม่ำเสมอ การทดสอบควรรวมถึงชิ้นงานที่ถูกตัดจากบริเวณรอยเชื่อมสำหรับการใช้งานที่มีข้อกำหนดด้านความปลอดภัยจากอัคคีภัยที่สำคัญ
7.4 การลับคมและการรีไซเคิล
สารเติมแต่ง FR — โดยเฉพาะระบบที่ใช้ฮาโลเจน — ทำให้การรีไซเคิลที่หมดอายุการใช้งานมีความซับซ้อน การบดลับภายในกระบวนการ (สปรู รันเนอร์ ชิ้นส่วนที่ถูกปฏิเสธ) จากสารประกอบ FR โบรมีนต้องใช้:
- อัตราส่วนการบดสูงสุด: 10–15% โดยน้ำหนัก — อัตราส่วนที่สูงกว่าจะลดประสิทธิภาพของ FR และเพิ่มการสร้างก๊าซ
- การลับคมต้องไม่ผสมกันในกลุ่มเคมี FR — การลับคมแบบโบรมีนที่ปนเปื้อนสารประกอบปลอดฮาโลเจนทำให้เกิดความไม่แน่นอนในการปฏิบัติตามข้อกำหนด
- อัตราส่วนการบดเอกสารในบันทึกกระบวนการเพื่อให้สามารถตรวจสอบย้อนกลับได้
8. การแก้ไขปัญหา: ข้อบกพร่องระดับ FR ทั่วไปและสาเหตุที่แท้จริง
| ข้อบกพร่อง | สาเหตุที่เกี่ยวข้องกับ FR ที่เป็นไปได้ | การดำเนินการแก้ไข |
|---|---|---|
| ริ้วสีเงิน/สแปลช | ความชื้นในสารประกอบ FR การสลายตัวของ FR ที่ระเหยได้ | เพิ่มเวลา/อุณหภูมิในการอบแห้ง ลดอุณหภูมิหลอมเหลว ตรวจสอบการจัดเก็บวัสดุ |
| การเปลี่ยนสีสีเหลือง/สีน้ำตาลที่ประตู | การสลายตัวด้วยความร้อน FR ที่หัวฉีดแบบ hot runner | ลดอุณหภูมิหัวฉีด ลดเวลาการอยู่อาศัยให้เหลือน้อยที่สุด ล้างบ่อยขึ้น |
| คราบสีขาวบนพื้นผิวของโพรง | การระเหิดเมลามีน (ระบบ MC/MPP) หรือการโยกย้าย RDP | ทำความสะอาดช่องด้วยตัวทำละลายที่เหมาะสม เพิ่มความถี่ในการทำความสะอาด พิจารณาการเคลือบ DLC |
| การเผาไหม้ที่ตำแหน่งเติมสุดท้าย | การระบายอากาศไม่เพียงพอ ก๊าซที่ปล่อยออกมาจากการสลายตัวของ FR | เพิ่มหรือลึกช่องระบายอากาศบริเวณที่เกิดเพลิงไหม้ ลดความเร็วในการฉีด |
| แฟลช (การโจมตีใหม่) | RDP ทำหน้าที่เป็นพลาสติไซเซอร์ลดความหนืด | ลดอุณหภูมิหลอมเหลว ตรวจสอบวัสดุ MFI เทียบกับล็อตก่อนหน้า ลดความเร็วในการฉีด |
| ลดความมันเงา | เชื้อราสะสมจากการย้ายถิ่นของ FR | ทำความสะอาดช่อง; ใช้การเคลือบ PVD หรือ DLC |
| ช็อตสั้น (previously stable tool) | ช่องระบายอากาศที่ถูกบล็อกจากเงินฝาก FR | ทำความสะอาดช่องระบายอากาศทันที ดำเนินการบำรุงรักษาช่องระบายอากาศตามกำหนดเวลา |
| การแยกชั้น/การแยกชั้น | การปนเปื้อนของเครื่องบดที่เข้ากันไม่ได้ ความชื้น | กำจัดการปนเปื้อนของการลับคม; ตรวจสอบการอบแห้ง ตรวจสอบใบรับรองล็อต |
| ความล้มเหลวในการทดสอบ UL94 กับชิ้นส่วนการผลิต | การเปลี่ยนสีโดยไม่ต้องผ่านการรับรองซ้ำ บดซ้ำเกินอัตราส่วน; ผนังบางกว่าได้รับการรับรอง | ตรวจสอบคุณสมบัติสีอีกครั้ง ลดการลับคม; ตรวจสอบความหนาของผนังในส่วนที่บาง |
9. บทสรุป
เกรดการฉีดขึ้นรูปที่หน่วงการติดไฟนำเสนอการผสมผสานที่เป็นเอกลักษณ์ของความไวของกระบวนการ ความก้าวร้าวของเครื่องมือ และความซับซ้อนในการปฏิบัติตามข้อกำหนด ซึ่งเทอร์โมพลาสติกมาตรฐานทางวิศวกรรมไม่มี ผลที่ตามมาของการจัดการวัสดุ FR ไม่ถูกต้องมีมากกว่าคุณภาพของชิ้นส่วน สารประกอบ FR ที่เสื่อมคุณภาพสามารถกัดกร่อนสกรูและถัง ปิดกั้นช่องระบายอากาศ การสะสมตัวบนโพรง และในกรณีที่เลวร้ายที่สุดจะทำให้เกิดก๊าซพิษในสภาพแวดล้อมการประมวลผล
เส้นทางสู่การผลิตเกรด FR ที่เชื่อถือได้นั้นเป็นระบบ: เลือกเคมี FR ที่เหมาะสมสำหรับอุณหภูมิการใช้งานและข้อกำหนดด้านกฎระเบียบ ระบุเหล็กแม่พิมพ์และการปรับสภาพพื้นผิวที่เหมาะสมกับเคมีนั้น ใช้การควบคุมกระบวนการและการทำให้แห้งที่เข้มงวดยิ่งขึ้น และสร้างตารางการบำรุงรักษาเชิงป้องกันที่คำนึงถึงลักษณะการเปรอะเปื้อนและการสึกหรอแบบเร่งของสารประกอบ FR การทำวิศวกรรมปัจจัยเหล่านี้ในขั้นตอนการออกแบบมีค่าใช้จ่ายเพียงเล็กน้อยจากการแก้ไขในการผลิต
บทความที่เกี่ยวข้อง:
- การฉีดขึ้นรูปตัวเรือนแบตเตอรี่ EV: PA66 GF50 กับ PPS GF40 — ข้อดีทางวิศวกรรม
- วัสดุฉีดขึ้นรูป 8 อันดับแรกประจำปี 2569
- คู่มือการเลือกเหล็กกล้าแม่พิมพ์ฉีดความแม่นยำสูง
- การกระพริบของแม่พิมพ์ในการฉีดขึ้นรูป: สาเหตุ การป้องกัน และการกำจัด
- บรรลุพื้นผิวที่เหมาะสมที่สุดในการฉีดพลาสติก
แม่พิมพ์ IMTEC | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, เจ้อเจียง, จีน | [email protected] | 86 153 5648 7586

