
บทนำ
ในการฉีดขึ้นรูปพลาสติก ผิวสำเร็จของชิ้นส่วนเป็นมากกว่าตัวเลือกความสวยงาม โดยมีอิทธิพลโดยตรงต่อความรู้สึกของผลิตภัณฑ์เมื่ออยู่ในมือของผู้บริโภค แสงสะท้อนจากรูปทรงของผลิตภัณฑ์ และที่สำคัญกว่านั้นคือความสะอาดของชิ้นส่วนที่หลุดออกจากโพรงแม่พิมพ์ในระหว่างการผลิต การเลือกการเคลือบที่ไม่ถูกต้องอาจทำให้เกิดรอยขีดข่วนขนาดเล็ก รอยจมตามความสวยงาม หรือชิ้นส่วนที่ติดอยู่ในเครื่องมือ ซึ่งส่งผลให้อัตราของเสียเพิ่มขึ้นอย่างมาก
เพื่อสร้างมาตรฐานให้กับการตกแต่งเหล่านี้ทั่วทั้งห่วงโซ่อุปทาน สมาคมอุตสาหกรรมพลาสติก (ปัจจุบันรู้จักกันในชื่อ PLASTICS) ได้จัดตั้งระบบการจำแนกประเภทการตกแต่งพื้นผิว SPI ในขณะที่สมาคมได้อัปเดตชื่อแล้ว ผู้ผลิตเครื่องมือและวิศวกรการผลิตระดับโลกยังคงเรียกสิ่งเหล่านี้ในระดับสากลว่า "มาตรฐาน SPI"
การทำความเข้าใจถึงความแตกต่างของมาตรฐานเหล่านี้ และวิธีที่โพลีเมอร์แต่ละชนิดมีปฏิสัมพันธ์กับมาตรฐานเหล่านี้ ถือเป็นกุญแจสำคัญในการสร้างความสมดุลระหว่างความตั้งใจด้านสุนทรียภาพกับความเป็นจริงของการผลิต

การจำแนกประเภทเสร็จสิ้น SPI หลัก 4 รายการ
มาตรฐาน SPI แบ่งผิวเคลือบออกเป็นเกรดตัวอักษรที่แตกต่างกันสี่เกรด (A, B, C และ D) ซึ่งกำหนดโดยตัวกลางและวิธีการที่ใช้ในการขัดเหล็กแม่พิมพ์ ภายในแต่ละเกรด หมายเลข 1 ถึง 3 เป็นตัวกำหนดระดับการประมวลผลและค่าเฉลี่ยความหยาบผิว (Ra) ที่ได้
คลาส A: เคลือบเงา/เคลือบเงา (ขัดเงาเพชร)
พื้นผิวคลาส A แสดงถึงจุดสุดยอดของความชัดเจนด้านการมองเห็นและความสวยงามที่มีความมันวาวสูง การตกแต่งเหล่านี้ทำได้โดยการขัดโพรงแม่พิมพ์ด้วยมืออย่างระมัดระวังโดยใช้เกรดขัดเงาแบบผงเพชรที่ละเอียดยิ่งขึ้นเรื่อยๆ
- เอสพีไอ เอ-1: มาตรฐานสูงสุด โดยใช้น้ำยาขัดเพชรเกรด 3 เพื่อให้ได้พื้นผิวที่เรียบเป็นพิเศษที่ประมาณ 0.012 ถึง 0.025 ไมโครเมตร Ra ให้ผลลัพธ์เหมือนกระจกและมีการสะท้อนแสงสูง
- เอสพีไอ เอ-2: ใช้เพชรเกรด 6 ส่งผลให้ค่า Ra สูงขึ้นเล็กน้อย (0.025 ถึง 0.05 ไมโครเมตร) แต่ยังคงความเงาระดับพรีเมี่ยม
- เอสพีไอ เอ-3: ขัดเงาด้วยเพชรเกรด 15 ให้ดูคม มันวาว แต่ให้ความหยาบมากขึ้นเล็กน้อย (0.05 ถึง 0.10 ไมโครเมตร Ra)
ข้อมูลเชิงลึกด้านการผลิต:
การได้ผิวสำเร็จระดับ A ที่แท้จริงต้องใช้เหล็กกล้าแม่พิมพ์คุณภาพสูงและมีความแข็งสูง เช่น NAK80 หรือ S136 เหล็กกล้าเครื่องมือมาตรฐานมีสิ่งเจือปนเล็กน้อยหรือมีความพรุน เมื่อขัดจนถึงระดับ เอ-1 สิ่งสกปรกเหล่านี้จะ "ฉีกขาด" ทิ้งให้เหลือเพียงหลุมเล็กๆ ที่ทำลายผิวเคลือบ
นอกจากนี้ พื้นผิวคลาส A ยังทำหน้าที่เป็นแว่นขยายสำหรับข้อบกพร่องของชิ้นส่วนภายใน การหดตัวตามปริมาตรเล็กน้อย (รอยยุบ) ด้านหลังโครงหรือส่วนนูนจะมองเห็นได้ทันทีภายใต้การสะท้อนแสง
- การใช้งานทั่วไป: เลนส์สายตา ท่อแสงแบบโปร่งใส กระบังหน้า กระจก และตัวเครื่องอิเล็กทรอนิกส์ระดับไฮเอนด์ที่ต้องการรูปลักษณ์แบบเปียโนแบล็คหรือคริสตัลใสระดับพรีเมียม
คลาส B: ผิวเคลือบกึ่งเงา (กระดาษกรวด)
ผิวเคลือบคลาส B ได้รับการออกแบบมาสำหรับชิ้นส่วนที่ต้องการรูปลักษณ์ที่เรียบร้อยและเป็นมืออาชีพ โดยไม่มีค่าใช้จ่ายหรือความเปราะบางของผิวกระจกมากนัก พื้นผิวเหล่านี้ทำได้โดยใช้กระดาษทรายละเอียดในการเคลื่อนที่เชิงเส้นและทับซ้อนกัน
- เอสพีไอ บี-1: ปิดท้ายด้วยกระดาษ 600 กรวด ทำให้ได้พื้นผิวกึ่งเงาที่สะอาดเป็นพิเศษ โดยมีความหยาบทั่วไป 0.05 ถึง 0.10 ไมโครเมตร Ra
- เอสพีไอ บี-2: ขัดเงาด้วยกระดาษ 400 กรวด ให้ภาพกึ่งเงาปานกลาง (0.10 ถึง 0.15 ไมโครเมตร Ra)
- เอสพีไอ บี-3: ขัดด้วยกระดาษ 320 กรวด ให้ความเงาซาตินที่นุ่มนวล พร้อมรอยขีดข่วนขนาดเล็กที่มองเห็นได้และสม่ำเสมอ (0.28 ถึง 0.35 ไมโครเมตร Ra)
ข้อมูลเชิงลึกด้านการผลิต:
เนื่องจากการขัดกระดาษทรายจะทำให้แม่พิมพ์มีรูปแบบการขัดแบบมีทิศทางและเป็นเส้นตรง ผู้ผลิตเครื่องมือจึงต้องจัดแนวการขัดให้ตรงกับทิศทางของช่องเปิดของแม่พิมพ์ (เส้นทางการดีดออก) หากเส้นกรวดวิ่งตั้งฉากกับทิศทางการดึง พลาสติกที่ขึ้นรูปจะจับยึดร่องขนาดเล็ก ทำให้เกิดรอยครูดและการดีดออกอย่างรุนแรงในระหว่างขั้นตอนการผลิต
- การใช้งานทั่วไป: ตัวเรือนเครื่องใช้ไฟฟ้า แผงตกแต่งภายในรถยนต์ กล่องอิเล็กทรอนิกส์แบบมือถือ และอุปกรณ์สำนักงานเชิงพาณิชย์

คลาส C: เคลือบด้าน (ขัดเงาหิน)
ผิวเคลือบคลาส C มีลักษณะด้านที่นุ่มนวล ทื่อ และไม่สะท้อนแสง ผู้ผลิตเครื่องมือบรรลุพื้นผิวนี้โดยการใช้หินน้ำมันโปรไฟล์ (หินกรวด) เพื่อทำให้เหล็กแม่พิมพ์เรียบอย่างจริงจัง
- เอสพีไอ ซี-1: ทำได้โดยใช้หินขัดละเอียด 600 กรวด ส่งผลให้ได้ผิวด้านที่เรียบเนียน (0.35 ถึง 0.40 ไมโครเมตร Ra)
- เอสพีไอ ซี-2: ปิดท้ายด้วยหิน 400 กรวด ทำให้เกิดพื้นผิวด้านที่โดดเด่น (0.45 ถึง 0.55 ไมโครเมตร Ra)
- เอสพีไอ ซี-3: ปิดท้ายด้วยหินหยาบ 320 กรวด ลบรอยเครื่องมือทั้งหมดออกเพื่อให้มีรูปลักษณ์ด้านที่หยาบและเรียบยิ่งขึ้น (0.63 ถึง 0.85 ไมโครเมตร Ra)
ข้อมูลเชิงลึกด้านการผลิต:
ในการใช้งานทางอุตสาหกรรม คลาส C ไม่ค่อยถูกเลือกสำหรับ "การตกแต่ง" ส่วนหนึ่งเท่านั้น แต่กลับเป็นการเสร็จสิ้นแบบ "ประหยัดต้นทุน" ของอุตสาหกรรม วัตถุประสงค์หลักของการขัดเงาหินคือเพื่อลบเครื่องหมายการตัดเฉือนหยาบ (หอยเชลล์และร่อง) ที่ทิ้งไว้โดยหัวกัด CNC หรืออิเล็กโทรด EDM อย่างรวดเร็วและประหยัด เป็นการตกแต่งเริ่มต้นสำหรับชิ้นส่วนที่ผู้ใช้ปลายทางจะไม่เคยเห็น
- การใช้งานทั่วไป: ซี่โครงโครงสร้างภายใน ขายึดอิเล็กทรอนิกส์ ชิ้นส่วนโครงสร้างยานยนต์ ถังเชื้อเพลิง และฮาร์ดแวร์อุตสาหกรรมแบบปกปิด
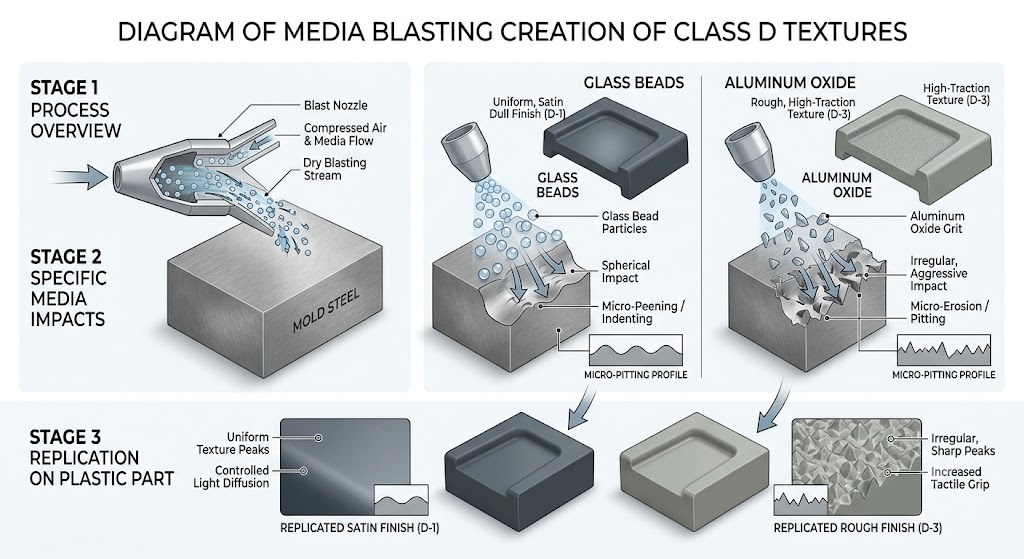
คลาส D: การขัดผิวด้วยพื้นผิว (การพ่นทราย/การพ่นทราย)
พื้นผิวคลาส D ให้ความรู้สึกหยาบ มีพื้นผิวหนัก หรือให้ความรู้สึกแบบซาติน นี่เป็นกระบวนการสร้างพื้นผิวแบบ "ทำลายล้าง" โดยที่โพรงแม่พิมพ์จะถูกระเบิดด้วยวัสดุแห้งภายใต้แรงดันสูง
- เอสพีไอ ดี-1: สร้างขึ้นโดยการพ่นเหล็กแม่พิมพ์ด้วยเม็ดแก้วเนื้อดี ส่งผลให้ได้ผิวเคลือบด้านที่สม่ำเสมอเหมือนผ้าซาติน (0.80 ถึง 1.10 ไมโครเมตร Ra)
- เอสพีไอ ดี-2: ระเบิดด้วยวัสดุระเบิดหรือทรายเกรดปานกลาง ทำให้เกิดพื้นผิวที่หยาบและไม่ลื่น (1.10 ถึง 1.60 ไมโครเมตร Ra)
- เอสพีไอ ดี-3: พ่นด้วยอลูมิเนียมออกไซด์หยาบหรือเม็ดทรายละเอียด ทำให้ได้ผิวสัมผัสที่หยาบ หยาบ และเรียบสนิท (2.30 ถึง 3.20 ไมโครเมตร Ra)
ข้อมูลเชิงลึกด้านการผลิต:
พื้นผิวคลาส D นั้นยอดเยี่ยมในการซ่อนข้อบกพร่องบนพื้นผิว เช่น รอยเชื่อมหรือรอยยุบเล็กน้อย อย่างไรก็ตาม วิศวกรต้องวางแผนสำหรับ "การเสื่อมสภาพของพื้นผิว" ตลอดระยะเวลาการผลิตที่ยาวนาน (เช่น นับแสนรอบ) พลาสติกวิศวกรรมที่มีฤทธิ์กัดกร่อน เช่น ไนลอนที่เติมแก้ว จะกัดกร่อนและ "ขัด" ส่วนที่แหลมคมของโพรงแม่พิมพ์ที่เสียหายอย่างช้าๆ เป็นผลให้พื้นผิว ดี-1 สามารถค่อยๆ แปรสภาพเป็นพื้นผิวกึ่งด้านเมื่อเวลาผ่านไป โดยต้องดึงแม่พิมพ์ออกจากการผลิตและพ่นซ้ำเพื่อคืนคุณสมบัติดั้งเดิม
- การใช้งานทั่วไป: ที่จับเครื่องมือสำหรับงานหนัก พวงมาลัยพลาสติก โครงกระเป๋าแบบมีพื้นผิว ที่จับอุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค และเปลือกอุตสาหกรรมที่ออกแบบมาเพื่อปกปิดรอยนิ้วมือและรอยขีดข่วน
แผนภูมิเปรียบเทียบการตกแต่งพื้นผิว SPI
| เกรดเอสพีไอ | วิธีการจบ / ปานกลาง | ค่าเฉลี่ยความหยาบทั่วไป (Ra - ไมโครมิเตอร์) | ค่าเฉลี่ยความหยาบทั่วไป (Ra - ไมโครนิ้ว) | ลักษณะที่ปรากฏและระดับความเงา | ตัวคูณต้นทุนเครื่องมือสัมพันธ์ |
|---|---|---|---|---|---|
| A-1 | บัฟเพชรเกรด 3 | 0.012 ถึง 0.025 | 0.5 ถึง 1.0 | กระจกเงาสูงสะท้อนแสงสูง | 2.5x ถึง 3.0x |
| เอ-2 | บัฟเพชรเกรด 6 | 0.025 ถึง 0.05 | 1.0 ถึง 2.0 | กระจกขัดเงา สะท้อนแสงได้ดี | 2.0 เท่าถึง 2.5 เท่า |
| เอ-3 | บัฟเพชร เกรด 15 | 0.05 ถึง 0.10 | 2.0 ถึง 4.0 | มีความเงาสูง การสะท้อนแสงนุ่มนวล | 1.5x ถึง 2.0x |
| บี-1 | กระดาษเบอร์ 600 | 0.05 ถึง 0.10 | 2.0 ถึง 4.0 | กึ่งเงา เนียนละเอียดเป็นเส้นตรง | 1.3x |
| บี-2 | กระดาษเบอร์ 400 | 0.10 ถึง 0.15 | 4.0 ถึง 6.0 | กึ่งเงาปานกลาง | 1.2x |
| บี-3 | กระดาษเบอร์ 320 | 0.28 ถึง 0.35 | 11.0 ถึง 14.0 | ผ้าซาตินนุ่ม เงาเล็กน้อย | 1.1x |
| ค-1 | หินกรวด 600 | 0.35 ถึง 0.40 | 14.0 ถึง 16.0 | เนื้อด้านละเอียด ไม่สะท้อนแสง | 1.0x (พื้นฐาน) |
| ซี-2 | หินกรวด 400 | 0.45 ถึง 0.55 | 18.0 ถึง 22.0 | เนื้อแมตต์ปานกลาง เนื้อเรียบ | 0.9x |
| ซี-3 | หินกรวด 320 | 0.63 ถึง 0.85 | 25.0 ถึง 34.0 | เนื้อหยาบ ลบเครื่องหมายเครื่องมือ | 0.8x |
| D-1 | ระเบิดลูกแก้วแห้ง | 0.80 ถึง 1.10 | 32.0 ถึง 44.0 | ผ้าซาตินหมองคล้ำ เนื้อสัมผัสสีมุกละเอียด | 1.2x |
| ดี-2 | ระเบิดทรายละเอียด | 1.10 ถึง 1.60 | 44.0 ถึง 64.0 | พื้นผิวหมองคล้ำ แบนโดยสิ้นเชิง | 1.3x |
| D-3 | ทรายหยาบ / ระเบิดออกไซด์ | 02.30 ถึง 03.20 น | 90.0 ถึง 130.0 | พื้นผิวสัมผัสที่หยาบมาก | 1.4x |
ปัจจัยสำคัญในการเลือกการตกแต่งพื้นผิว SPI
การเลือกผิวสำเร็จต้องอาศัยการคำนวณการแลกเปลี่ยนระหว่างคุณสมบัติของวัสดุ รูปทรง และงบประมาณ ต่อไปนี้เป็นปัจจัยหลักที่ควรเป็นแนวทางในการตัดสินใจด้านการผลิต (DFM) ของคุณ
การเลือกใช้วัสดุ: ผลึกกับโพลีเมอร์อสัณฐาน
โครงสร้างโมเลกุลของเม็ดพลาสติกเป็นตัวกำหนดโดยตรงว่าเรซินจะลอกเลียนแบบผิวสำเร็จของแม่พิมพ์ได้ดีเพียงใด
- โพลีเมอร์อสัณฐาน (เช่น โพลีคาร์บอเนต, ABS, อะคริลิก/PMMA) มีรูปแบบโมเลกุลแบบสุ่มที่ไหลได้อย่างสมบูรณ์แบบกับเหล็กขัดเงา พวกเขาเป็นเลิศในการหยิบพื้นผิวเพชร Class A เพื่อความโปร่งใสหรือความมันวาวสูง
- ผลึกโพลีเมอร์ (เช่น ไนลอน/PA, โพรพิลีน, โพลีเอทิลีน) ผ่านการตกผลึกที่มีโครงสร้างเมื่อเย็นลง ทำให้เกิดการหดตัวที่สูงขึ้น นอกจากนี้ หากคุณเพิ่มใยแก้ว (GF) ลงในวัสดุเหล่านี้เพื่อความแข็งแรง เส้นใยก็มีแนวโน้มที่จะลอยขึ้นสู่พื้นผิว การระบุการเคลือบคลาส A บนไนลอนที่เติมด้วยแก้ว 30% ถือเป็นการสิ้นเปลืองทุน โดยธรรมชาติแล้วพื้นผิวจะมีลักษณะเป็นริ้วและมีรอยด่าง วัสดุเหล่านี้ทำงานได้ดีกว่ามากกับพื้นผิวคลาส C หรือคลาส D
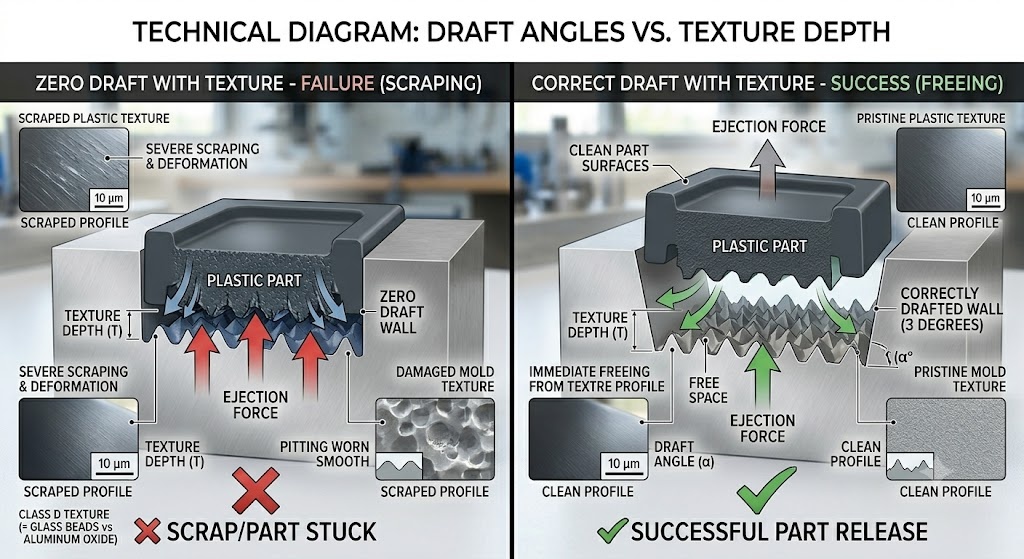
บทลงโทษมุมร่าง
พื้นผิวพื้นผิวสร้างยอดเขาและหุบเขาด้วยกล้องจุลทรรศน์ เมื่อแม่พิมพ์เปิดออก ชิ้นส่วนพลาสติกจะต้องดึงออกอย่างหมดจด หากผนังแนวตั้งของชิ้นส่วนไม่มีร่าง (เทเปอร์) เพียงพอ เหล็กที่มีพื้นผิวจะขูด ฉีก หรือทำเครื่องหมายพลาสติกที่ทำความเย็นในระหว่างการดีดออก
- กฎทองของอุตสาหกรรม: สำหรับการขัดผิวเรียบแบบมาตรฐาน (คลาส A และ B) อนุญาตให้มีมุมร่างขั้นต่ำ 0.5 ถึง 1.0 องศาต่อด้าน
- กฎหัวแม่มือที่มีพื้นผิว: สำหรับการพ่นทราย Class D คุณต้องเพิ่มมุมร่างเพิ่มอีกประมาณ 1 องศาสำหรับความลึกพื้นผิวทุกๆ 0.025 มม. (เท่ากับ 1 ล้านหรือ 0.001 นิ้ว) หากไม่คำนึงถึงสิ่งนี้จะส่งผลให้เกิดรอยลากอย่างรุนแรงและการเสียรูปของชิ้นส่วน
ต้นทุนเครื่องมือและเวลานำ
ดังที่แสดงในแผนภูมิเปรียบเทียบ ผิวเคลือบคลาส A จะทำให้ต้นทุนการผลิตแม่พิมพ์สูงขึ้นอย่างมาก การขัดเครื่องมือด้วยมือจนได้ผิวสำเร็จระดับ A-1 อาจเพิ่มเวลาหลายวันหรือหลายสัปดาห์ในระยะเวลารอคอยเครื่องมือ เนื่องจากต้องทำทีละขั้นตอน (เช่น คุณไม่สามารถกระโดดจากหิน 320 กรวดตรงไปยังเพชรเพสต์โดยไม่ทำให้เมทริกซ์เหล็กเสียหาย) พื้นผิวหินคลาส C เป็นหินที่ผลิตได้เร็วและถูกที่สุด
ฟังก์ชั่นการทำงานส่วนหนึ่ง
พิจารณาสภาพแวดล้อมการใช้งานปลายทาง ผิวเคลือบคลาส A มันวาวสูงเป็นแม่เหล็กกันรอยขีดข่วนที่โด่งดังและแสดงรอยนิ้วมือมันเยิ้มได้ทันที หากมีการจัดการผลิตภัณฑ์ทุกวัน (เช่น ตัวควบคุมหรือด้ามจับแบบอิเล็กทรอนิกส์) พื้นผิวซาติน Class D จะให้แรงเสียดทานเมื่อสัมผัส ในขณะที่ซ่อนการสึกหรอตลอดอายุการใช้งานของผลิตภัณฑ์ได้สำเร็จ
วิธีระบุ SPI Finishes บนแบบวิศวกรรม
การสื่อสารที่ชัดเจนช่วยป้องกันการทำงานซ้ำของเครื่องมือที่มีค่าใช้จ่ายสูง เมื่อเตรียมพิมพ์เขียวการผลิตหรือแบบวิศวกรรม 2D ให้ใช้แนวทางปฏิบัติที่ดีที่สุดในอุตสาหกรรมเหล่านี้:
- หลีกเลี่ยงการบรรยายภาพทั่วไป: ห้ามเขียน "พื้นผิวด้านนอกขัดเงา" ในบันทึกการวาดภาพ สิ่งนี้ทำให้คำจำกัดความขึ้นอยู่กับการตีความอย่างสมบูรณ์ ให้ใช้ข้อความเสริมที่ชัดเจนแทน เช่น:
การตกแต่งพื้นผิวให้เป็น SPI A-2 บนใบหน้าเครื่องสำอางที่มองเห็นได้ - ใช้เส้นโค้งขอบเขตพื้นผิว: หากชิ้นส่วนที่ขึ้นรูปชิ้นเดียวมีการเคลือบหลายแบบ (เช่น แถบเน้นแบบมันเงาคลาส A บนตัวเรือนที่มีพื้นผิวคลาส D) ให้วาดเส้นขอบเส้นประที่สะอาดตาบนการพิมพ์ 2D ของคุณเพื่อแสดงโซนการเปลี่ยนแปลงที่แน่นอน
- มาตรฐานสากลสำหรับการอ้างอิงโยง: หากคุณกำลังติดต่อกับห่วงโซ่อุปทานทั่วโลก พันธมิตรการผลิตของคุณอาจคุ้นเคยกับ European VDI 3400 มากกว่า (ซึ่งขึ้นอยู่กับระดับการกัดเซาะของประกายไฟ) หรือแค็ตตาล็อกพื้นผิวที่เป็นกรรมสิทธิ์ เช่น Mold-Tech สังเกตค่าที่เทียบเท่ากัน หากมี (เช่น SPI C-1 สอดคล้องกับ VDI 18 ถึง 21 โดยประมาณ)
- ขอโล่พื้นผิวทางกายภาพ: ก่อนที่จะอนุญาตให้ผู้ผลิตเครื่องมือสร้างพื้นผิวโพรงแม่พิมพ์มูลค่าหลายพันดอลลาร์ ให้ขอชิปตัวอย่างทางกายภาพที่ขึ้นรูปในของคุณ แน่นอน วัสดุเรซินที่เลือก พื้นผิวบนโพลีโพรพีลีนธรรมชาติดูแตกต่างอย่างมากจากพื้นผิวโพลีคาร์บอเนตสีดำ
บทสรุป
การเรียนรู้มาตรฐานการตกแต่งพื้นผิว SPI ช่วยลดช่องว่างระหว่างแนวคิดการออกแบบอุตสาหกรรมและประสิทธิภาพการผลิตในโลกแห่งความเป็นจริง ด้วยความเข้าใจว่าการตกแต่งคลาส A ต้องใช้เหล็กกล้าเครื่องมือระดับพรีเมียมและการออกแบบชิ้นส่วนที่ไร้ที่ติ หรือพื้นผิวคลาส D ต้องใช้มุมร่างที่กว้าง คุณสามารถหลีกเลี่ยงปัญหาคอขวดในการผลิต ลดอัตราการปฏิเสธชิ้นส่วน และควบคุมงบประมาณด้านเครื่องมือของคุณได้
ปรึกษากับพันธมิตรด้านการฉีดขึ้นรูปของคุณเสมอในช่วงระยะเริ่มต้นของ DFM เพื่อจัดแนวการเลือกวัสดุ แบบร่างเรขาคณิต และมาตรฐาน SPI ที่ต้องการก่อนตัดเหล็ก

