
ในอุตสาหกรรมการฉีดขึ้นรูปสมัยใหม่ โดยเฉพาะอย่างยิ่งภายในห่วงโซ่อุปทานของยานยนต์ การบินและอวกาศ และอุปกรณ์การแพทย์ในอเมริกาเหนือที่มีความต้องการสูง การขับเคลื่อนไปสู่การลดน้ำหนักของโครงสร้างและการรวมส่วนประกอบได้กระตุ้นให้เกิดการพึ่งพาโปรไฟล์ที่มีผนังบางและเมทริกซ์โพลีเมอร์เสริมใยที่ซับซ้อนอย่างที่ไม่เคยมีมาก่อน แม้ว่าความก้าวหน้าเหล่านี้จะทำให้ได้วัสดุและประสิทธิภาพด้านมวลมาก แต่ก็เพิ่มความเสี่ยงของความล้มเหลวทางกลไกเฉพาะที่และการปฏิเสธความสวยงามอันเนื่องมาจากเส้นถักและรอยเชื่อม อินเทอร์เฟซเชิงโครงสร้างเหล่านี้ห่างไกลจากตำหนิพื้นผิวทั่วไป แสดงถึงความไม่ต่อเนื่องในเชิงลึกภายในเมทริกซ์ที่ขึ้นรูป ซึ่งโซ่โพลีเมอร์ไม่สามารถกระจายตัวได้อย่างเพียงพอ เพื่อปกป้องอัตรากำไรขั้นต้นของ OEM ที่จำกัดและรักษามาตรฐานความปลอดภัยทางกลที่เข้มงวด ผู้ผลิตจึงไม่สามารถถือว่าการแก้ไขเส้นถักเป็นชุดของการปรับเปลี่ยนแบบลองผิดลองถูกที่โรงพิมพ์อีกต่อไป แต่ทีมวิศวกรจะต้องนำวิธีการที่ขับเคลื่อนด้วยข้อมูลมาใช้ ซึ่งเชื่อมโยงการตรวจสอบเชิงปริมาณในโรงงานเข้ากับการจำลองเชิงคาดการณ์ขั้นสูงและเค้าโครงเครื่องมือที่ปรับให้เหมาะสมได้อย่างราบรื่น
การตรวจจับและตรวจสอบเส้นถัก: การเปลี่ยนจากการวัดแบบมองเห็นเป็นการวัดเชิงปริมาณ
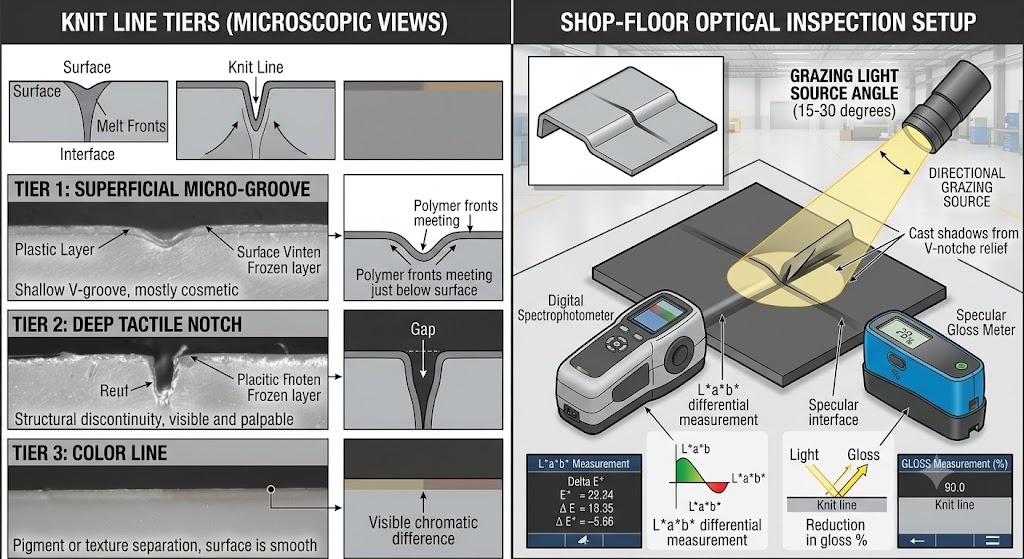
เพื่อสร้างกรอบการควบคุมคุณภาพที่แข็งแกร่ง การดำเนินการขึ้นรูปจะต้องขจัดการประเมินด้วยภาพและแทนที่ด้วยตัวชี้วัดเชิงปริมาณที่แม่นยำ ในพื้นที่การผลิต การตรวจสอบด้วยภาพแบบดั้งเดิมมักจะจัดหมวดหมู่ปัญหาของไลน์การถักโดยใช้คำอธิบายเชิงคุณภาพที่คลุมเครือ การควบคุมกระบวนการที่แท้จริงจำเป็นต้องแปลงการสังเกตเชิงคุณภาพเหล่านี้เป็นตัวแปรดิจิทัลที่ทำซ้ำได้ สัณฐานวิทยาของพื้นผิวจะต้องถูกจัดหมวดหมู่เป็นชั้นทางกายภาพที่แตกต่างกัน: ร่องไมโครผิวเผิน, รอยบากที่สัมผัสได้ลึก และการเปลี่ยนสีเฉพาะจุดที่แตกต่างกัน การใช้เทคนิคการถ่ายภาพแบบพิเศษ เช่น แสงจากหญ้าในมุมต่ำและการฉายภาพที่มีคอนทราสต์สูง วิศวกรคุณภาพสามารถทำแผนที่ความเบี่ยงเบนของพื้นผิวได้ สำหรับส่วนประกอบด้านความงาม ต้องใช้เครื่องสเปกโตรโฟโตมิเตอร์เพื่อบันทึกการเปลี่ยนแปลงของสีทั่วทั้งอินเทอร์เฟซโดยใช้ปริภูมิสี CIELAB ที่เป็นมาตรฐาน โดยกำหนดขีดจำกัดบน เช่น Delta E_ab น้อยกว่าหรือเท่ากับ 0.5 ในขณะเดียวกัน มิเตอร์วัดความเงาแบบสัมผัสจำเป็นต้องวัดปริมาณการลดความเงาแบบ Specular ในพื้นที่ เพื่อให้มั่นใจว่าบริเวณรอยเชื่อมตรงกับพื้นผิวที่ระบุภายในค่าความคลาดเคลื่อนที่ระบุ
สำหรับส่วนประกอบทางวิศวกรรมที่รองรับการรับน้ำหนักหรือของเหลว การวัดพื้นผิวแบบไม่ทำลายเป็นเพียงครึ่งหนึ่งของโปรโตคอลการตรวจสอบ ความสมบูรณ์ทางกลจะต้องได้รับการยืนยันผ่านแผนการทดสอบการทำลายล้างที่ได้มาตรฐานอย่างเข้มงวด ระเบียบวิธีทางวิศวกรรมต้องกำหนดให้แท่งทดสอบแรงดึง (เป็นไปตาม ASTM D638 หรือ ISO 527) ได้รับการเก็บเกี่ยวโดยตรงจากส่วนประกอบการผลิต โดยมีเส้นถักอยู่ในตำแหน่งที่ตำแหน่งศูนย์กลางของความยาวพิกัดอย่างแม่นยำ จากนั้น สมรรถนะเชิงกลของชิ้นงานเหล่านี้จะถูกเปรียบเทียบกับชิ้นงานพื้นฐานที่เหมือนกันซึ่งขึ้นรูปโดยไม่มีส่วนต่อประสานเพื่อคำนวณค่าปัจจัยการรักษาความแข็งแรงของแนวเชื่อม (WRF) ซึ่งแสดงโดยสมการข้อความธรรมดาต่อไปนี้:
ในขณะที่ที่อยู่อาศัยของผู้บริโภคที่มีความสวยงามอาจทนต่อการลดลงอย่างมีนัยสำคัญของความแปรปรวนของสีได้เพียงเล็กน้อย ส่วนประกอบที่สำคัญใต้ฝากระโปรงรถยนต์หรือท่อร่วมของเหลวทางการแพทย์มักจะบังคับใช้เกณฑ์คุณภาพที่เข้มงวด โดยปฏิเสธการผลิตชุดใดๆ ที่ต่ำกว่าค่าการเก็บรักษา 90 เปอร์เซ็นต์หรือ 95 เปอร์เซ็นต์ หากรอยเชื่อมลดลงต่ำกว่าเกณฑ์ที่กำหนดไว้ วิศวกรคุณภาพจะต้องดำเนินการรายการตรวจสอบพื้นโรงงาน 4 ขั้นตอนทันที:
- ตรวจสอบอุณหภูมิหลอมเหลวและโพรงแม่พิมพ์จริงโดยใช้หัววัดความร้อนที่สอบเทียบแล้ว
- บันทึกโปรไฟล์ความลึกของการสัมผัสโดยใช้เครื่องวัดโปรไฟล์พื้นผิว
- การอ้างอิงโยงน้ำหนักชิ้นส่วนที่แปลเป็นภาษาท้องถิ่นกับขีดจำกัดที่ระบุเพื่อตรวจสอบการบรรจุน้อยเกินไป
- หากยังคงเกิดความล้มเหลว ให้แยกตัวอย่างสำหรับการตัดส่วนโลหะวิทยาภาคตัดขวางหรือกล้องจุลทรรศน์อิเล็กตรอนแบบส่องกราด (SEM) เพื่อตรวจสอบการระเหยด้วยกล้องจุลทรรศน์ที่ติดอยู่หรือการวางแนวของเส้นใยที่ผิดตำแหน่งตามแนวพื้นผิวที่แตกหัก
สาเหตุที่แท้จริงและการจำลองเชิงทำนาย: การเชื่อมโยงฟิสิกส์เข้ากับข้อมูลเชิงลึกที่นำไปปฏิบัติได้
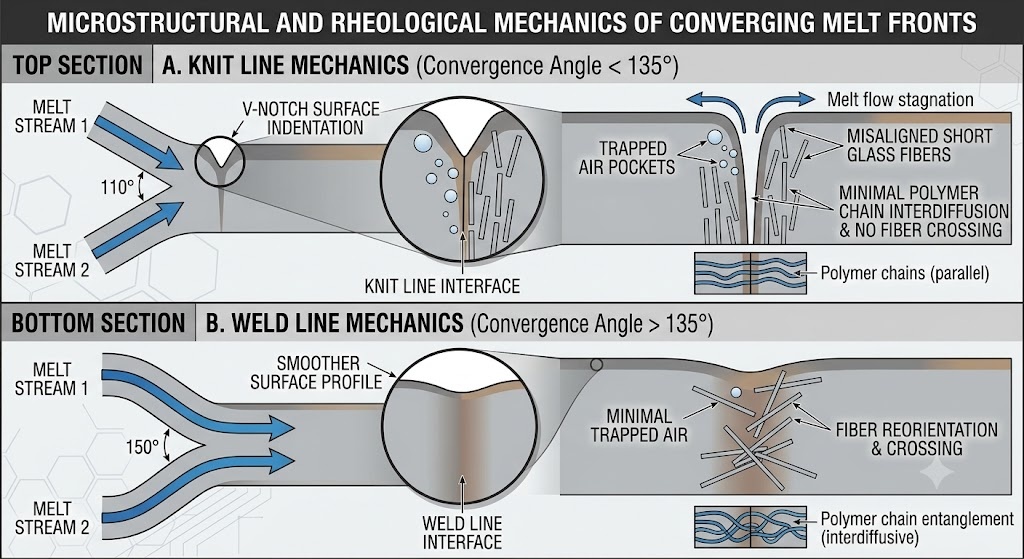
เส้นถักจะเกิดขึ้นเมื่อส่วนหน้าหลอมของโพลีเมอร์ที่แตกต่างกันตั้งแต่สองตัวขึ้นไปมาบรรจบกันภายในโพรงแม่พิมพ์ที่มุมบรรจบกันน้อยกว่า 135 องศา เมื่อมุมบรรจบกันเกินเกณฑ์นี้ ขอบเขตจะถูกจัดประเภททางเทคนิคเป็นเส้นเชื่อม ซึ่งช่วยให้กระแสน้ำที่ไหลขนานกันผสมผสานกันอย่างเป็นธรรมชาติมากขึ้น ฟิสิกส์พื้นฐานที่ควบคุมความแข็งแกร่งและการมองเห็นของส่วนต่อประสานนี้ขึ้นอยู่กับสถานะทางอุณหพลศาสตร์ของวัสดุในระหว่างการบรรจบกัน ในขณะที่สารหลอมเคลื่อนผ่านคาวิตี้ การสัมผัสกับเหล็กแม่พิมพ์ที่เย็นลงจะสร้างชั้นขอบเขตที่เยือกแข็ง ซึ่งจะทำให้ช่องการไหลที่ใช้งานอยู่แคบลงอย่างต่อเนื่อง หากอุณหภูมิหลอมละลายเฉพาะจุดลดลงใกล้จุดเปลี่ยนผ่านของวัสดุ หรือหากแรงดันการฉีดเฉพาะจุดลดลงเนื่องจากเส้นทางการไหลยาว โซ่โมเลกุลจะขาดพลังงานความร้อนและแรงอัดที่จำเป็นในการข้ามส่วนต่อประสานและการแพร่กระจาย นอกจากนี้ เส้นทางการไหลแบบแยกจะบังคับให้การเสริมแรงแบบแอนไอโซทรอปิก เช่น ใยแก้วแบบสั้น โดยธรรมชาติหมุนขนานกับขอบเขตการประชุม ซึ่งช่วยขจัดการเชื่อมต่อทางกลใดๆ ที่ข้ามทางแยกโดยสิ้นเชิง
แทนที่จะจัดการกับปรากฏการณ์ทางกายภาพเหล่านี้ด้วยการปรับเปลี่ยนการทดลองและข้อผิดพลาดที่มีราคาแพงหลังจากการตัดเหล็กกล้าเครื่องมือแล้ว เครื่องมือ CAE ที่มีองค์ประกอบจำกัดขั้นสูง (เช่น Autodesk Moldflow, Moldex3D หรือ Sigmasoft 3D) ควรถูกนำมาใช้ในระหว่างขั้นตอนการออกแบบผลิตภัณฑ์ วิศวกรต้องมองข้ามแผนผังภาพไบนารีธรรมดาและประเมินเกณฑ์การวิเคราะห์เชิงปริมาณ ผลลัพธ์การจำลองที่สำคัญ ได้แก่ การติดตามจุดความเมื่อยล้าของเวกเตอร์ความเร็ว การระบุอุณหภูมิที่ลดลงเฉพาะจุดที่จุดเชื่อมต่อ และการแยกดัชนี Weld Line Intensity Index (VHI) ที่เป็นตัวเลข วิธีการที่เชื่อถือได้สูงในการประเมินความสมบูรณ์ของโครงสร้างเกี่ยวข้องกับการทำแผนที่เทนเซอร์การวางแนวของเส้นใยที่คาดการณ์ไว้โดยตรงจากการจำลองการฉีดลงในแพ็คเกจ FEA ที่มีโครงสร้างขั้นปลายน้ำ ช่วยให้นักออกแบบสามารถจำลองความเข้มข้นของความเค้นเฉพาะที่ภายใต้ภาระทางกลในโลกแห่งความเป็นจริง เพื่อให้มั่นใจในการคาดการณ์ที่แม่นยำ แบบจำลองการจำลองต้องใช้ตาข่าย 3 มิติที่ได้รับการปรับปรุงขั้นสูงซึ่งประกอบด้วยอย่างน้อย 10 ถึง 12 ชั้นตามส่วนของผนังบาง รวมกับข้อมูลการระบุลักษณะวัสดุที่ได้รับการตรวจสอบแล้วและพารามิเตอร์การตอบสนองของเครื่องจักรที่แม่นยำ
เพื่อเปลี่ยนการวินิจฉัย CAE เสมือนเหล่านี้ให้เป็นโซลูชันการใช้งานจริง ทีมวิศวกรควรปฏิบัติตามแผนผังการตัดสินใจการวินิจฉัยที่เป็นมาตรฐาน เมื่อการจำลองบ่งชี้ถึงความเสี่ยงของเส้นถักที่ไม่สามารถยอมรับได้ วิศวกรจะต้องประเมินและแยกตัวแปรอย่างเป็นระบบ แทนที่จะปรับพารามิเตอร์โดยการสุ่ม ขั้นแรก ตรวจสอบว่าทางแยกสามารถย้ายไปยังบริเวณที่ไม่สำคัญโดยการย้ายตำแหน่งประตูได้หรือไม่ หากข้อจำกัดทางเรขาคณิตทำให้การย้ายตำแหน่งเกตเป็นไปไม่ได้ ขั้นตอนต่อไปคือการประเมินการจัดการความร้อนเฉพาะจุด โดยประเมินว่าการปรับอุณหภูมิแม่พิมพ์แบบแปรผันสามารถปรับปรุงพันธะโมเลกุลได้หรือไม่ สุดท้ายนี้ หากการปรับความร้อนไม่เพียงพอ ความหนาของผนังเชิงกลจะต้องถูกเปลี่ยนแปลงเพื่อลดความต้านทานการไหลเฉพาะที่และเพิ่มความดันในการอัดตัว วิธีการที่มีโครงสร้างนี้ช่วยให้มั่นใจได้ว่าการปรับเปลี่ยนเครื่องมือและกระบวนการต่างๆ จะขึ้นอยู่กับหลักการทางวิศวกรรมที่ดี ซึ่งช่วยลดวงจรการพัฒนาได้อย่างมาก และป้องกันคำสั่งเปลี่ยนแปลงทางวิศวกรรม (ECO) ที่มีค่าใช้จ่ายสูงในช่วงล่าช้าของรอบการเปิดตัว
กลยุทธ์การออกแบบแม่พิมพ์และตำแหน่งประตู: การควบคุมเส้นทางการไหลและรูปแบบการระบายความร้อน
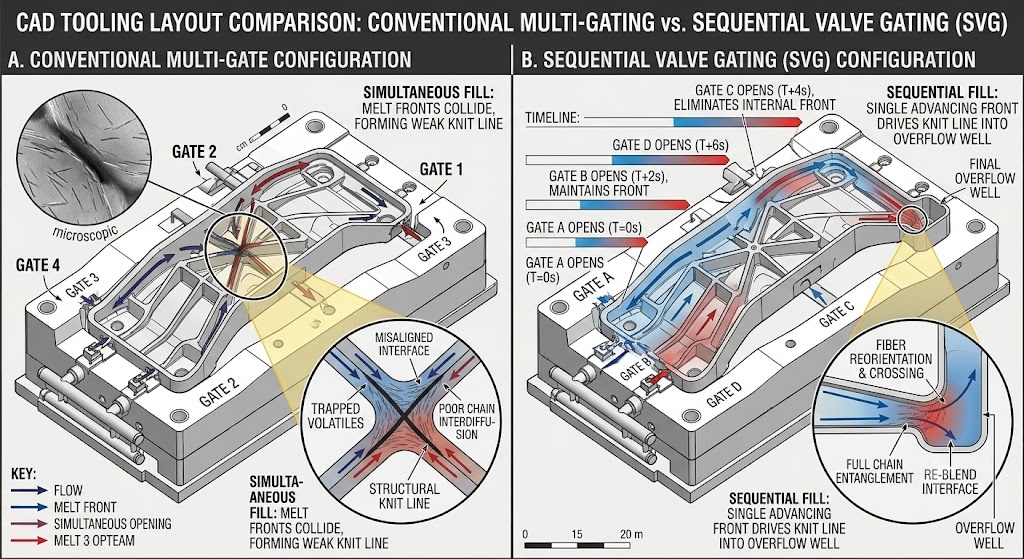
วิธีการหลักในการกำจัดหรือย้ายตำแหน่งของเส้นถักคือการวางตำแหน่งเชิงกลยุทธ์ของระบบประตูของเครื่องมือ การเลือกรูปทรงของเกต—ไม่ว่าจะใช้เกตวาล์วโดยตรง เกตขอบ หรือเกตพัดลม—จะกำหนดรูปแบบการเติมเริ่มต้น และควบคุมโดยตรงว่าส่วนหน้าของการไหลจะแยกและรวมตัวกันใหม่รอบๆ หมุดหลักหรือช่องเจาะภายในอย่างไร เมื่อออกแบบชิ้นส่วนที่ซับซ้อน วิศวกรจะต้องสร้างกฎเกณฑ์ที่แม่นยำเกี่ยวกับระยะการไหลและอัตราส่วนความยาวการไหลต่อความหนาสูงสุดที่อนุญาต ตัวอย่างเช่น ในอุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภคที่มีผนังบาง มักใช้กลยุทธ์ sequential valve gating (SVG) ด้วยการใช้พินไฮดรอลิกหรือนิวแมติกที่ควบคุมด้วยระบบอิเล็กทรอนิกส์เพื่อเปิดประตูวาล์วตามลำดับเวลาที่แม่นยำ วิศวกรสามารถกำจัดการก่อตัวของเส้นถักภายในได้อย่างสมบูรณ์ โดยการบังคับให้ส่วนหน้าที่หลอมเหลวต่อเนื่องเดี่ยวกวาดไปทั่วคาวิตี้ ขยับแนวรอยเชื่อมไปยังพื้นที่แฟลชที่อยู่รอบข้างหรือขอบที่ไม่ใช่โครงสร้าง
นอกเหนือจากการวางตำแหน่งเกตแล้ว การจัดการประสิทธิภาพการระบายความร้อนภายในเหล็กกล้าแม่พิมพ์ถือเป็นสิ่งสำคัญอย่างยิ่งในการเพิ่มประสิทธิภาพคุณภาพของเส้นถัก ท่อระบายความร้อนแบบเจาะตรงแบบดั้งเดิมมักจะปล่อยให้ส่วนแกนกลางลึกและมุมที่ซับซ้อนแยกออกจากการระบายความร้อนที่มีประสิทธิภาพ ส่งผลให้เกิดจุดร้อนเฉพาะจุดหรือการไล่ระดับความร้อนอย่างรุนแรงซึ่งทำให้ส่วนต่อประสานของเส้นถักอ่อนแอลง การแทนที่ไลน์แบบเดิมด้วยช่องระบายความร้อนตามโครงสร้างขั้นสูง—ผลิตผ่านการเผาผนึกด้วยเลเซอร์โลหะโดยตรง (DMLS)—ช่วยให้ท่อระบายความร้อนเคลื่อนตัวตามรูปทรงที่แน่นอนของช่องชิ้นส่วน ช่วยให้มั่นใจได้ถึงการกระจายความร้อนที่สม่ำเสมอสูงและช่วยให้สามารถขึ้นรูปแบบวงจรความร้อนอย่างรวดเร็ว (RHCM) เฉพาะจุดได้อย่างแม่นยำ ด้วยการใช้ไอน้ำหรือน้ำแรงดันสูงเพื่อให้ความร้อนแก่พื้นที่เส้นถักในท้องถิ่นอย่างรวดเร็วในระหว่างการเติม จากนั้นจึงเปลี่ยนไปใช้น้ำเย็นเพื่อให้แข็งตัวอย่างรวดเร็ว ผู้ผลิตสามารถรักษาอุณหภูมิพื้นผิวของโพรงให้อยู่เหนือการเปลี่ยนสถานะคล้ายแก้วของเรซินหรือจุดหลอมเหลวของผลึกระหว่างการสร้างเส้นถักได้ วิธีนี้จะขจัดรอยบากบนพื้นผิวโดยสิ้นเชิงและเพิ่มการพันกันของโซ่โพลีเมอร์ให้สูงสุด
| กลยุทธ์การใช้เครื่องมือ | ค่าเครื่องมือระดับพรีเมียมทั่วไป | ผลกระทบต่อรอบเวลา | การปรับปรุงความแข็งแรงของเส้นถัก | เหมาะกับการใช้งานที่ดีที่สุด |
| การระบายความร้อนด้วยเครื่องจักรแบบธรรมดา | พื้นฐาน (0 ดอลลาร์) | พื้นฐาน (25 ถึง 45 วินาที) | น้อยที่สุด (การปรับปรุง 0 ถึง 10 เปอร์เซ็นต์) | บล็อกโครงสร้างผนังหนาที่มีความซับซ้อนต่ำ |
| เม็ดมีดระบายความร้อนตามแบบ (DMLS) | 15 เปอร์เซ็นต์ถึง 30 เปอร์เซ็นต์ | ลดลง 15 เปอร์เซ็นต์ถึง 30 เปอร์เซ็นต์ | เพิ่มขึ้น 15 เปอร์เซ็นต์ถึง 30 เปอร์เซ็นต์ | อุปกรณ์ตกแต่งรถยนต์ที่ซับซ้อน ชิ้นส่วนทางการแพทย์แบบหลายช่อง |
| ลำดับวาล์ว Gating (SVG) | 25 เปอร์เซ็นต์ถึง 40 เปอร์เซ็นต์ | เป็นกลาง | ย้ายข้อบกพร่องทั้งหมด | แผงตัวถังขนาดใหญ่ แผงหน้าปัด ฝาปิดยาว |
| การขึ้นรูปแบบวงจรความร้อนอย่างรวดเร็ว (RHCM) | 40 เปอร์เซ็นต์ถึง 60 เปอร์เซ็นต์ | เพิ่มขึ้น 10 เปอร์เซ็นต์ถึง 25 เปอร์เซ็นต์ | เพิ่มขึ้น 40 เปอร์เซ็นต์ถึง 70 เปอร์เซ็นต์ | จอแสดงผลสำหรับผู้บริโภคที่มีความมันเงาสูง กรอบแว่นทางการแพทย์ |
ก่อนที่จะใช้การปรับเปลี่ยนเครื่องมือขั้นสูงเหล่านี้ ทีมวิศวกรจะต้องดำเนินการผลตอบแทนจากการลงทุน (ROI) และการประเมินความเสี่ยงล่วงหน้าอย่างเข้มงวด แม้ว่าการเพิ่มเม็ดมีดตามมาตรฐาน DMLS หรือท่อร่วม SVG จะช่วยเพิ่มค่าใช้จ่ายด้านทุนด้านเครื่องมือเริ่มแรกได้หลายหมื่นดอลลาร์ แต่ต้นทุนเหล่านี้จะต้องมีความสมดุลอย่างระมัดระวังกับหน่วยวัดการปฏิบัติงานในระยะยาว สำหรับการผลิตยานยนต์ในปริมาณมากซึ่งกินเวลานานหลายปี การลดรอบเวลาในการผลิตลง 20 เปอร์เซ็นต์รวมกับการลดอัตราเศษซากลงอย่างมาก จะช่วยปรับค่าเครื่องมือระดับพรีเมียมล่วงหน้าได้อย่างง่ายดาย ในทางกลับกัน สำหรับส่วนประกอบทางการแพทย์ที่มีปริมาณน้อยลง การปรับเปลี่ยนความหนาของผนังชิ้นส่วนหรือรวมบ่อน้ำล้นเฉพาะที่ ซึ่งรวบรวมทากเย็นที่ส่วนท้ายของการไหลด้านหน้าและสามารถตัดเฉือนหลังการขึ้นรูปได้อย่างหมดจด ถือเป็นทางเลือกที่คุ้มค่ากว่าซึ่งบรรลุข้อกำหนดทางกลที่ต้องการโดยไม่เกินงบประมาณเงินทุนของโครงการ
การประมวลผล วัสดุ และการแลกเปลี่ยนการผลิต: การปรับเมทริกซ์พารามิเตอร์ให้เหมาะสม
เมื่อการปรับเปลี่ยนเครื่องมือถูกจำกัดโดยงบประมาณหรือระยะเวลา วิศวกรจะต้องอาศัยการเพิ่มประสิทธิภาพกระบวนการอย่างเป็นระบบและการเลือกใช้วัสดุอย่างระมัดระวังเพื่อจัดการประสิทธิภาพของสายการผลิตถัก โครงสร้างโมเลกุลของโพลีเมอร์ดิบจะกำหนดพฤติกรรมรีโอโลยีของมันในระหว่างการบรรจบกันของหลอมละลายด้านหน้า เรซินสินค้าโภคภัณฑ์ที่ยังไม่ได้เติม เช่น โพลีโพรพีลีน (PP) หรืออะคริโลไนไตรล์ บิวทาไดอีน สไตรีน (ABS) ที่ไม่มีรูปร่างจะไหลได้ง่ายและยึดเกาะได้ง่ายด้วยพลังงานสัมพัทธ์ที่ต่ำกว่า อย่างไรก็ตาม พลาสติกวิศวกรรมที่มีอุณหภูมิสูง เช่น โพลีคาร์บอเนต (PC) โพลีเอไมด์ 6/66 (PA6/PA66) และโพลีฟีนิลีนออกไซด์ (PPO) โดยเฉพาะอย่างยิ่งเมื่อเติมด้วยเส้นใยแก้ว 30 เปอร์เซ็นต์ถึง 50 เปอร์เซ็นต์หรือตัวดัดแปลงแร่ ทำให้เกิดความท้าทายทางรีโอโลยีที่รุนแรง สำหรับสารประกอบขั้นสูงเหล่านี้ การปรับพารามิเตอร์ต้องเป็นไปตามเมทริกซ์การประมวลผลที่มีโครงสร้างสูง "อนุรักษ์นิยมถึงรุนแรง" เพื่อหลีกเลี่ยงการเสื่อมสภาพของวัสดุหรือการขยายเวลารอบการทำงาน
เพื่อแก้ไขข้อบกพร่องของสายการผลิตอย่างเป็นระบบ ช่างเทคนิคควรปรึกษาแนวทางวัสดุและพารามิเตอร์การประมวลผลที่ครอบคลุม การปรับเปลี่ยนควรทำตามลำดับเสมอ เพื่อให้กระบวนการมีเสถียรภาพหลายรอบหลังจากการปรับเปลี่ยนแต่ละครั้ง เพื่อวัดผลกระทบต่อคุณภาพของชิ้นส่วนและประสิทธิภาพของโครงสร้างได้อย่างแม่นยำ:
| ประเภทเมทริกซ์เรซิน | ช่วงการหลอมเหลวที่แนะนำ (องศา C) | ช่วงแม่พิมพ์ที่แนะนำ (องศา C) | ขั้นตอนการปรับความเร็วการฉีดหลัก | การรักษาความแข็งแรงของเส้นถักที่คาดหวัง (%) |
| โพรพิลีนที่ยังไม่ได้บรรจุ (PP) | 200 - 240 | 30 - 60 | ก้าวหน้าปานกลาง (เพิ่มขึ้น 10%) | 85% - 95% |
| ABS (เกรดความสวยงาม) | 220 - 260 | 50 - 80 | โปรไฟล์ความเร็วสูง (ผ่านโซนถักอย่างรวดเร็ว) | 80% - 90% |
| โพลีคาร์บอเนต (พีซี) | 280 - 320 | 80 - 110 | ความเร็วคงที่สูงพร้อมแพ็คสูง | 70% - 85% |
| PA66-GF30 (เติมแก้ว 30%) | 270 - 300 | 80 - 120 | ความเร็วสูงพิเศษ (การให้ความร้อนแรงเฉือนสูงสุด) | 35% - 55% |
| PPO (ดัดแปลง / โครงสร้าง) | 260 - 310 | 70 - 100 | ความเร็วสูงตามด้วยการเปลี่ยนแพ็คทันที | 50% - 70% |
หากพารามิเตอร์การประมวลผลที่ปรับให้เหมาะสมไม่สามารถกำจัดเส้นถักที่มองเห็นได้อย่างสมบูรณ์บนส่วนประกอบที่มีความสวยงามสูง อาจจำเป็นต้องมีการตกแต่งขั้นสุดท้าย ตัวเลือกการแก้ไขหลังการขึ้นรูป เช่น การขัดด้วยกลไก การรองพื้นและการทาสีแบบอัตโนมัติ การขัดด้วยไอสารเคมี หรือการฟิวชั่นอัลตราโซนิกแบบเฉพาะจุด สามารถปกปิดรอยตำหนิบนพื้นผิวได้อย่างมีประสิทธิภาพ แต่กลับนำมาซึ่งข้อเสียเปรียบในการผลิตที่สำคัญ ในขณะที่การเคลือบโพลียูรีเทนขั้นที่สองหรือการล้างด้วยตัวทำละลายเคมีสามารถคืนสภาพพื้นผิวมันวาวสูงและไร้ที่ติให้กับตัวเรือนผู้บริโภคที่ไม่มีรูปร่างได้ การดำเนินการเหล่านี้เพิ่มต้นทุนชิ้นส่วนทั้งหมด ต้องใช้แรงงานเพิ่มเติม และเพิ่มอัตราของเสียเนื่องจากการจัดการข้อบกพร่อง นอกจากนี้ การตกแต่งพื้นผิวไม่สามารถแก้ไขข้อบกพร่องของโครงสร้างที่ซ่อนอยู่ได้ หากเส้นใยแก้วยังคงวางแนวไม่ตรงใต้พื้นผิวที่ทาสี ชิ้นส่วนจะล้มเหลวภายใต้ความเค้นเชิงกล ผู้จัดการฝ่ายปฏิบัติการต้องชั่งน้ำหนักต้นทุนการตกแต่งเหล่านี้อย่างระมัดระวังเทียบกับการลงทุนระยะยาวในการอัพเกรดเครื่องมือขั้นสูง โดยเลือกตัวเลือกที่สร้างสมดุลระหว่างคุณภาพ ต้นทุน และความน่าเชื่อถือของส่วนประกอบได้ดีที่สุด
เร่งประสิทธิภาพการใช้เครื่องมือและการประมวลผลของคุณ
การขจัดความล้มเหลวของสายการผลิตถักต้องอาศัยวิศวกรรมเชิงคาดการณ์ล่วงหน้าและการควบคุมคุณภาพที่มีระเบียบวินัย ดาวน์โหลดที่ครอบคลุมและพร้อมใช้งานในร้านค้าของเรา รายการตรวจสอบการแก้ไขปัญหาเส้นถักและการจำลองการสอบเทียบ (PDF) ประกอบด้วยเทมเพลตการปรับแต่งเครื่องขึ้นรูปทีละขั้นตอน พารามิเตอร์ VHI meshing เป้าหมาย และแบบฟอร์มการตรวจสอบความถูกต้องของ ASTM/ISO
ต้องการการสนับสนุนด้านวิศวกรรมทันทีสำหรับโปรแกรมที่ใช้งานอยู่หรือไม่? ติดต่อทีมเทคนิคของเราวันนี้เพื่อกำหนดเวลาขั้นสูง การตรวจสอบการจำลอง CAE และการตรวจสอบเค้าโครงแม่พิมพ์ . ผู้เชี่ยวชาญด้านการผลิตในอเมริกาเหนือของเราจะให้การซ่อมบำรุงโดยละเอียดภายใน 3 ถึง 5 วันทำการ

