
เทอร์โมพลาสติก โพลียูรีเทน (TPU) เชื่อมช่องว่างระหว่างยางยืดหยุ่นและพลาสติกแข็ง TPU เป็นที่รู้จักในด้านความยืดหยุ่น ความทนทานต่อการสึกหรอ และความต้านทานแรงดึงสูง ได้รับความนิยมอย่างสูงในการผลิตทางอุตสาหกรรมทั่วโลก อย่างไรก็ตาม การประมวลผลโพลียูรีเทนอีลาสโตเมอร์ที่มีเอกลักษณ์เฉพาะนี้จำเป็นต้องมีความเข้าใจอย่างลึกซึ้งเกี่ยวกับความแตกต่างทางเทคนิคที่ซ่อนอยู่
คู่มือนี้ให้ข้อมูลเชิงลึกระดับวิศวกรรมเกี่ยวกับคุณสมบัติของ TPU พารามิเตอร์การประมวลผล เคล็ดลับในการออกแบบแม่พิมพ์ และกลยุทธ์การแก้ไขปัญหาเพื่อเพิ่มประสิทธิภาพสายการผลิตของคุณและรับประกันการผลิตส่วนประกอบ B2B ที่ให้ผลตอบแทนสูง
1. คุณสมบัติหลักและภาวะที่กลืนไม่เข้าคายไม่ออกในการคัดเลือก
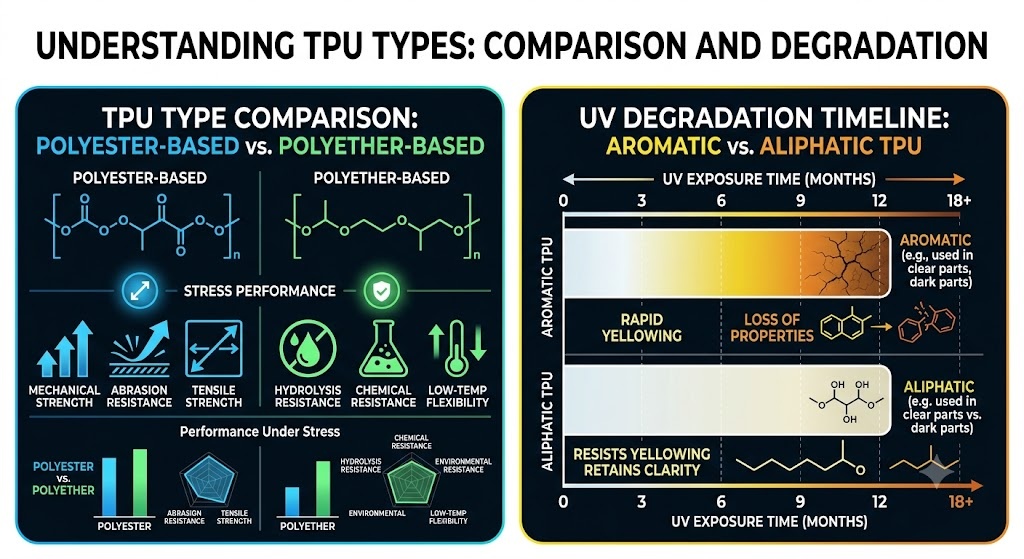
การเลือกเกรด TPU ที่เหมาะสมต้องมองข้ามแผนภูมิความแข็งชายฝั่งขั้นพื้นฐาน ทีมจัดซื้อและออกแบบผลิตภัณฑ์ทางอุตสาหกรรมต้องสร้างสมดุลระหว่างความแตกต่างทางเคมีหลักก่อน: TPU ที่ใช้โพลีเอสเตอร์กับ TPU ที่ใช้ Polyether .
TPU ที่ใช้โพลีเอสเตอร์:
- ความแข็งแรงทางกล: ต้านทานแรงดึงและการฉีกขาดที่เหนือกว่า
- ความต้านทานต่อการขัดถู: ดีเยี่ยม (เหมาะสำหรับชิ้นส่วนที่มีการสึกหรอสูง เช่น ลูกล้อ เฟอร์นิเจอร์ อุตสาหกรรม)
- ความต้านทานต่อไฮโดรไลซิส: แย่ (ไวต่อการสลายตัวของความชื้น)
- ความยืดหยุ่นอุณหภูมิต่ำ: ดี.
- ความต้านทานต่อจุลินทรีย์: ต่ำ.
TPU ที่ใช้โพลีเอเทอร์:
- ความแข็งแรงทางกล: ปานกลาง
- ความต้านทานต่อการขัดถู: ดี.
- ความต้านทานต่อไฮโดรไลซิส: ดีเยี่ยม (เหมาะสำหรับสภาพแวดล้อมที่เปียกหรือจมอยู่ใต้น้ำ)
- ความยืดหยุ่นอุณหภูมิต่ำ: เหนือกว่า (รักษาความยืดหยุ่นที่อุณหภูมิต่ำเป็นพิเศษ)
- ความต้านทานต่อจุลินทรีย์: สูง.
เคล็ดลับจากมือโปร: ต้นทุนที่ซ่อนอยู่ของการเหลือง
TPU อะโรมาติกมาตรฐานมีโครงสร้างโมเลกุลที่สลายตัวภายใต้รังสี UV ทำให้ชิ้นส่วนใสเปลี่ยนเป็นสีเหลืองที่ไม่น่าดู สำหรับสินค้าอุปโภคบริโภคระดับไฮเอนด์ แจ็คเก็ตเคเบิลเซอร์โวแบบพิเศษ หรือการตกแต่งภายในรถยนต์ที่มองเห็นได้ วิศวกรจะต้องจัดหาจากแหล่ง เกรด TPU อะลิฟาติก . เคมีอะลิฟาติกต้านทานแสง UV โดยธรรมชาติ โดยรักษาความชัดเจนของแสงและความคงตัวของสีตลอดอายุการใช้งานของผลิตภัณฑ์ที่ขยายออกไป
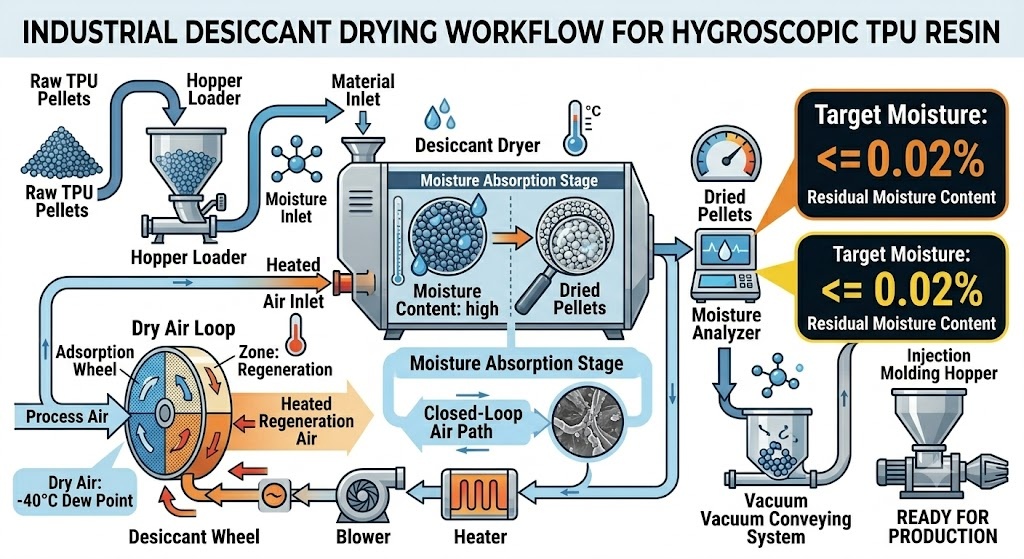
2. การเตรียมวัสดุ: เหนือกว่าการอบแห้งขั้นพื้นฐาน
หากมีความล้มเหลวจุดเดียวในการฉีดขึ้นรูป TPU นั่นก็คือความชื้น TPU ดูดความชื้นได้สูง โดยจะดูดซับไอน้ำจากอากาศโดยรอบอย่างแข็งขัน การแปรรูปเรซินเปียกนำไปสู่ การย่อยสลายไฮโดรไลติกที่ไม่สามารถย้อนกลับได้ —ปฏิกิริยาเคมีที่น้ำแยกโซ่โพลียูรีเทนโพลีเมอร์ที่อุณหภูมิสูง ทำลายคุณสมบัติเชิงกลของวัสดุโดยสิ้นเชิง
- ตัวชี้วัดจุดน้ำค้าง: ถังลมร้อนมาตรฐานไม่เพียงพอ คุณต้องใช้เครื่องดูดความชื้นที่สามารถรักษาจุดน้ำค้างได้ -40°ซ หรือต่ำกว่า
- พารามิเตอร์การอบแห้ง: ตากเรซินบริสุทธิ์ที่ 80°ซ ถึง 90°ซ สำหรับ 3 ถึง 4 ชั่วโมง . ปริมาณความชื้นเป้าหมายก่อนเข้าสู่กระบอกฉีดจะต้องเป็นไปตามอย่างเคร่งครัด 0.02% หรือน้อยกว่า .
เคล็ดลับจากมือโปร: กฎการลับคม 20%
แม้ว่าการลดต้นทุนทางอุตสาหกรรมจะกำหนดให้นำสปรูและรันเนอร์กลับมาใช้ใหม่ แต่ประวัติความร้อนของ TPU จะต้องได้รับการจัดการอย่างเข้มงวด
กฎหมายทองคำ: ห้ามผสมเกิน บดซ้ำ 15% ถึง 20% (เศษรีไซเคิล) ด้วยเรซินบริสุทธิ์
การเกินขีดจำกัดนี้จะทำให้ความต้านทานการฉีกขาดดั้งเดิมของชิ้นส่วนลดลงอย่างรุนแรง และเร่งให้เกิดการเหลืองที่สวยงาม นอกจากนี้ เศษเหล็กบดยังดูดซับความชื้นได้เร็วกว่าเม็ดบริสุทธิ์ถึงสองเท่า มัน ต้อง ผ่านการอบแห้งด้วยสารดูดความชื้นอย่างเข้มงวดและเป็นอิสระก่อนที่จะผสมลงในถัง
3. พารามิเตอร์การประมวลผล: เอาชนะความร้อนเฉือน
การตั้งค่าโปรไฟล์การระบายความร้อนสำหรับ TPU ต้องใช้แนวทางที่ไม่ใช่เชิงเส้น เนื่องจากโมเลกุล TPU มีความไวต่อการเสียดสีสูง วัสดุจึงแสดงค่าได้สูง ความไวแรงเฉือน . เมื่อเครื่องฉีดขึ้นรูปบังคับอีลาสโตเมอร์หลอมเหลวผ่านข้อจำกัดที่เข้มงวด จะทำให้เกิดแรงเสียดทานภายในขนาดใหญ่ หรือที่เรียกว่า ความร้อนเฉือน .
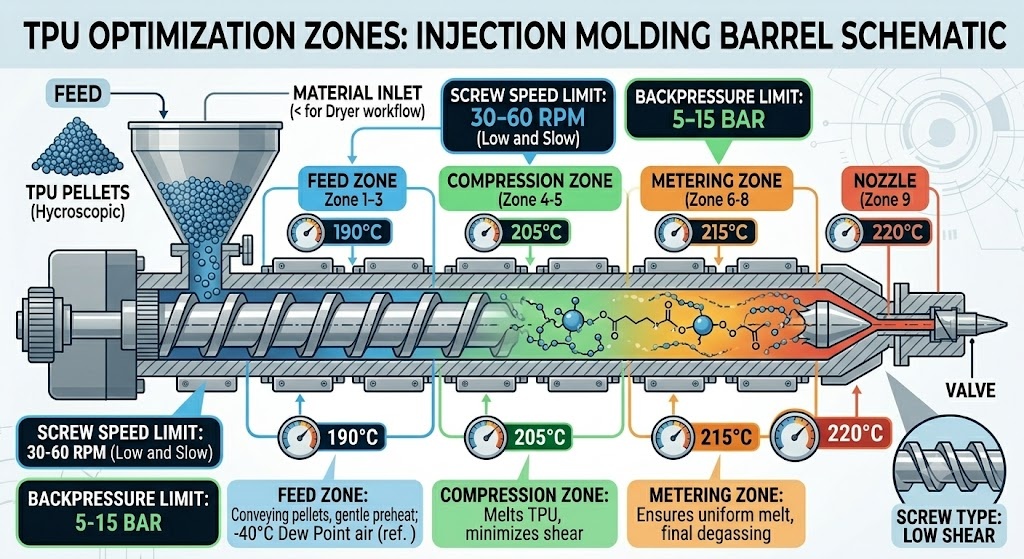
เพื่อป้องกันไม่ให้ความร้อนจากการเสียดสีเกิดความร้อนสูงเกินไปและการเผาไหม้วัสดุ “ต่ำและช้า” กลยุทธ์การปรับแต่งเครื่องจักร:
- อุณหภูมิหลอมละลาย: รักษาโปรไฟล์ลำกล้องที่แม่นยำระหว่าง 190°C และ 220°C . อุณหภูมิสูงเกิน 230°C จะทำให้เกิดการสลายตัวเนื่องจากความร้อน
- อุณหภูมิแม่พิมพ์: เก็บผนังแม่พิมพ์ไว้ที่ 20°ซ ถึง 40°ซ . แม่พิมพ์ทำความเย็นเร่งการตกผลึกของบล็อกโพลียูรีเทน ช่วยให้ชิ้นส่วนจัดโครงสร้างและดีดออกได้หมดจดโดยไม่บิดเบี้ยว
- แรงดันสกรูและด้านหลัง: ตั้งค่าความเร็วเชิงเส้นของสกรูต่ำ ( 30 ถึง 60 รอบต่อนาที ) และแรงกดต้านน้อยที่สุด ( 5 ถึง 15 บาร์ ). แรงดันต้านสูงจะทำให้เกิดแรงเฉือนที่ไม่จำเป็นไปยังอีลาสโตเมอร์ ซึ่งจะทำให้โซ่โพลีเมอร์พังทลายก่อนที่พลาสติกจะหลุดออกจากหัวฉีดด้วยซ้ำ
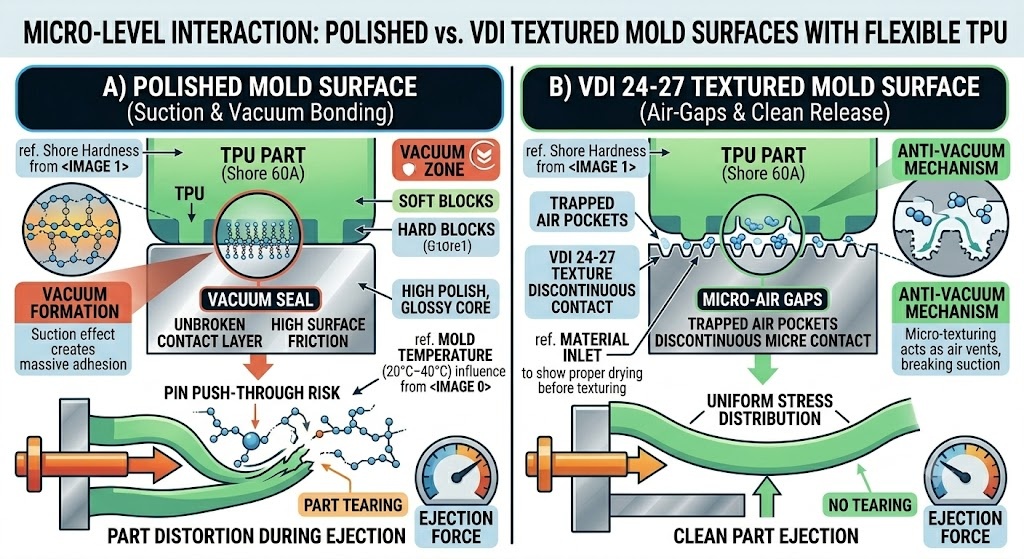
4. เคล็ดลับการออกแบบแม่พิมพ์สำหรับยางเหนียว
หลักการออกแบบแม่พิมพ์มาตรฐานสำหรับพลาสติกแข็ง เช่น ABS หรือโพลีโพรพีลีน จะไม่สำเร็จเมื่อใช้กับ TPU ที่ยืดหยุ่น ยางอีลาสโตเมอร์แบบอ่อนต้องอาศัยค่าเผื่อทางเรขาคณิตและทางกลเฉพาะด้านในเครื่องมือเหล็ก
ฝันร้ายที่เกาะติดสุญญากาศ
เกรด TPU แบบอ่อน (ฝั่ง 60A ถึง 85A) มีแรงเสียดทานพื้นผิวสูง ในระหว่างลำดับการเปิดแม่พิมพ์ อีลาสโตเมอร์เรียบจะทำหน้าที่เหมือนถ้วยดูด ก่อตัวเป็นสุญญากาศบนพื้นผิวแกนกลางที่มีความมันเงาสูง ชิ้นส่วนจะติด เปลี่ยนรูป หรือฉีกขาดระหว่างการดีดออกด้วยกลไก
- แนวทางแก้ไข: หลีกเลี่ยงการขัดเงากระจกเงาสูง ให้ระบุก เนื้อแม่พิมพ์ป้องกันสุญญากาศ เช่น โครงสร้างลูกปัดระเบิดแบบเบาหรือโครงสร้าง EDM ทางเคมี ( วีดีไอ 24 ถึง 27 ). พื้นผิวขนาดเล็กนี้จะดักจับช่องอากาศเล็กๆ ระหว่างเหล็กกับอีลาสโตเมอร์ ทำลายซีลสูญญากาศและทำหน้าที่เป็นสารปลดปล่อยทางกลในตัว
ข้อมูลจำเพาะของการระบายอากาศแบบไมโคร
เนื่องจากความเร็วในการฉีดที่รวดเร็ว ก๊าซที่ติดอยู่อาจทำให้วัสดุที่มีความยืดหยุ่นไหม้เกรียมได้ง่าย อย่างไรก็ตาม เนื่องจาก TPU ไหลได้ง่ายภายใต้ความกดดัน ช่องระบายอากาศขนาดใหญ่จะทำให้เกิดการกะพริบ
- กฎ: ช่องระบายอากาศแบบกลึงต้องมีขีดจำกัดความลึกระดับไมโครที่เข้มงวด 0.015 มม. ถึง 0.02 มม . ซึ่งแคบพอที่จะบรรจุอีลาสโตเมอร์หลอมเหลวในขณะที่ปล่อยให้อากาศอัดระบายออกได้อย่างปลอดภัย
5. เมทริกซ์การแก้ไขปัญหา (โซลูชันภาคสนามขั้นสูง)
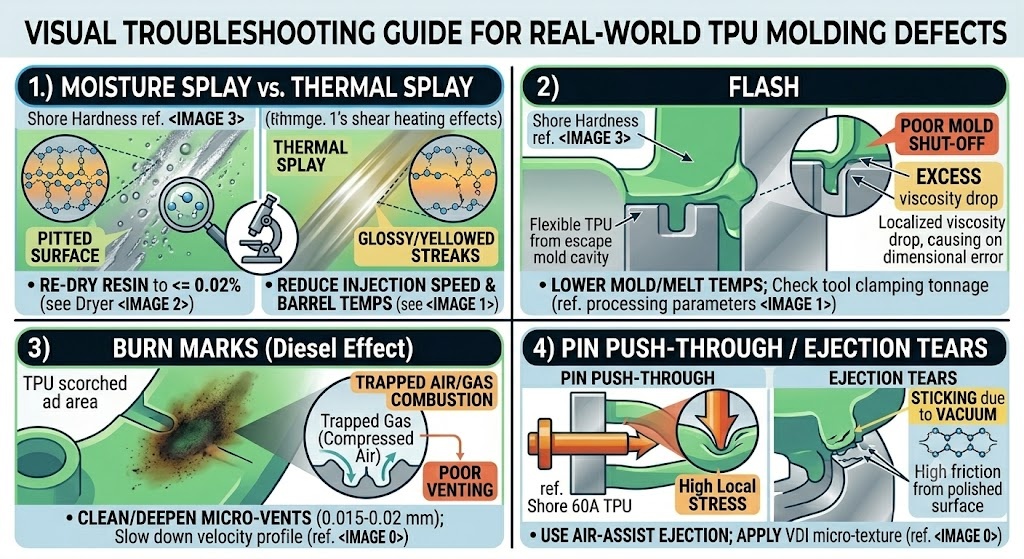
เมื่อข้อบกพร่องเกิดขึ้นบนพื้นโรงงาน การระบุสาเหตุที่แท้จริงจำเป็นต้องแยกแยะระหว่างตัวชี้วัดด้านความร้อนและสิ่งแวดล้อม ใช้คู่มือภาคสนามนี้เพื่อการแก้ไขปัญหาที่รวดเร็วและตรงเป้าหมาย:
-
Splay Marks (เส้นสีเงิน)
-
สาเหตุที่เป็นไปได้: การสลายแบบไฮโดรไลติกหรือความร้อน
-
โซลูชันภาคสนามขั้นสูง: การทดสอบกล้องจุลทรรศน์: ตรวจสอบเส้นริ้วภายใต้การขยาย หากเส้นริ้วหยาบและเป็นหลุม แสดงว่าเกิดความชื้น (เพิ่มระยะเวลาในการทำให้แห้ง) หากเส้นริ้วเรียบเนียนและเป็นมัน แสดงว่าเกิดจากความร้อนที่เกิดจากแรงเฉือนที่มากเกินไป (ลดความเร็วของการฉีดหรืออุณหภูมิของหัวฉีด)
-
Flash (วัสดุส่วนเกินที่ตะเข็บ)
-
สาเหตุที่เป็นไปได้: การฉีดมากเกินไปหรือความหนืดลดลง
-
โซลูชันภาคสนามขั้นสูง: ลดอุณหภูมิหลอมละลายเพื่อเพิ่มความหนืด หรือลดโปรไฟล์แรงกดค้างไว้ ตรวจสอบว่าแรงจับยึดของเครื่องมือตรงกับน้ำหนักที่ต้องการหรือไม่
-
รอยไหม้ (ผลดีเซล)
-
สาเหตุที่เป็นไปได้: การบีบอัดก๊าซที่ติดอยู่ในช่องที่ไม่มีการระบายอากาศ
-
โซลูชันภาคสนามขั้นสูง: ทำความสะอาดและเจาะช่องระบายอากาศขนาดเล็กให้ลึกขึ้น (สูงสุด 0.02 มม.) ลดความเร็วโปรไฟล์ความเร็วการฉีดลงก่อนที่สารหลอมจะเข้าสู่โซนเติมสุดท้าย
-
ชิ้นส่วนที่เหนียว / น้ำตาไหลออกมา
-
สาเหตุที่เป็นไปได้: การเชื่อมแบบสุญญากาศหรือการบรรจุก่อนกำหนด
-
โซลูชันภาคสนามขั้นสูง: เปลี่ยนไปใช้ระบบช่วยขับลม (วาล์วเป่าลม) ข้างหมุดเชิงกล ใช้พื้นผิวไมโคร VDI บนแกนกลาง
6. แนวโน้มในอนาคต: การจัดหาห่วงโซ่อุปทานสีเขียว
ในขณะที่แบรนด์ระดับโลกเปลี่ยนไปสู่เศรษฐกิจหมุนเวียน ข้อกำหนด ESG ระหว่างประเทศกำลังเปลี่ยนมาตรฐานการจัดซื้อ B2B ระบบนิเวศน์การผลิตทางอุตสาหกรรมกำลังเคลื่อนตัวอย่างรวดเร็ว TPU ชีวภาพ และ PCR (Post-Consumer Recycled) อีลาสโตเมอร์ .
TPU ชีวภาพสมัยใหม่เข้ามาแทนที่โพลีออลที่ได้จากปิโตรเลียมแบบดั้งเดิมด้วยทางเลือกที่มาจากพืช (เช่น แป้งข้าวโพดหรือน้ำมันละหุ่ง) ซึ่งช่วยลดปริมาณการปล่อยก๊าซคาร์บอนได้สูงสุดถึง 40%
ความเป็นจริงของหน้าต่างการประมวลผล
วิศวกรและตัวแทนจัดซื้อต้องทราบว่า TPU ที่ผลิตจากชีวภาพและรีไซเคิลนั้นมีนัยสำคัญ หน้าต่างการประมวลผลที่แคบลง มากกว่าวัสดุที่ใช้เชื้อเพลิงฟอสซิล ไบโอโพลีเมอร์มีความไวต่อความร้อนสูงกว่าและมีความทนทานต่อแรงเฉือนต่ำกว่า การปรับพื้นที่โรงงานของคุณให้เข้ากับวัสดุที่เป็นมิตรต่อสิ่งแวดล้อมเหล่านี้จำเป็นต้องอัปเกรดเป็นเครื่องขึ้นรูปแบบควบคุมวงปิดที่แม่นยำ จัดลำดับความสำคัญของการตั้งค่าการอบแห้งด้วยสารดูดความชื้นขั้นสูง และใช้พื้นผิวเครื่องมือที่ได้รับการปรับปรุงเพื่อให้ยังคงแข่งขันได้ในห่วงโซ่อุปทานที่เป็นมิตรต่อสิ่งแวดล้อม

