
รู้เบื้องต้นเกี่ยวกับการแทรกมากเกินไป
ในภูมิทัศน์อันกว้างใหญ่ของการผลิตที่ทันสมัยความสามารถในการรวมวัสดุที่หลากหลายเข้ากับองค์ประกอบที่มีประสิทธิภาพสูงเพียงชิ้นเดียวเป็นข้อได้เปรียบที่สำคัญ วิธีการประกอบแบบดั้งเดิมมักจะเกี่ยวข้องกับหลายขั้นตอนการยึดและกาวนำไปสู่ความซับซ้อนที่เพิ่มขึ้นต้นทุนที่สูงขึ้นและจุดที่อาจเกิดขึ้นจากความล้มเหลว นี่คือที่ที่การแทรกมากเกินไปกลายเป็นโซลูชันการเปลี่ยนแปลงนำเสนอเส้นทางที่มีประสิทธิภาพและมีประสิทธิภาพในการสร้างชิ้นส่วนที่มีความซับซ้อนและหลากหลาย
ไม่ว่าคุณจะเป็นวิศวกรที่ออกแบบอุปกรณ์ทางการแพทย์รุ่นต่อไปนักออกแบบยานยนต์ที่กำลังมองหาสุนทรียศาสตร์และฟังก์ชั่นที่เพิ่มขึ้นหรือนักพัฒนาผลิตภัณฑ์ที่มีเป้าหมายเพื่อความทนทานในสินค้าอุปโภคบริโภคมากขึ้น
การแทรกมากเกินไปคืออะไร?
เป็นแกนหลักของมัน แทรกมากเกินไป เป็นกระบวนการฉีดแบบฉีดเฉพาะที่ส่วนประกอบที่มีการขึ้นรูปล่วงหน้าหรือที่รู้จักกันในชื่อ "เม็ดมีด" จะถูกวางลงในโพรงแม่พิมพ์จากนั้นวัสดุเทอร์โมพลาสติกหรือเทอร์โมเซตที่หลอมเหลวจะถูกฉีดเข้าไปรอบ ๆ หรือผ่านมัน เม็ดมีดจะกลายเป็นส่วนสำคัญของผลิตภัณฑ์ที่ขึ้นรูปขั้นสุดท้ายสร้างหน่วยเดียวที่มีความเหนียวพร้อมคุณสมบัติหรือฟังก์ชั่นที่เพิ่มขึ้น
คิดว่ามันเป็นการฝังวัสดุหนึ่งภายในอีกแหล่งหนึ่งเพื่อให้ได้ผลเสริมฤทธิ์กัน เม็ดมีดมักทำจากโลหะพลาสติกที่แตกต่างกันเซรามิกหรือแม้กระทั่งส่วนประกอบอิเล็กทรอนิกส์ให้ลักษณะเฉพาะเช่นความแข็งแรงการนำไฟฟ้าหรือความรู้สึกสัมผัสในขณะที่วัสดุที่เกินพิกัดมักจะมีคุณสมบัติเช่นการยศาสตร์การปิดผนึกความสามารถฉนวนหรือสุนทรียภาพ ผลที่ได้คือองค์ประกอบไฮบริดที่ใช้ประโยชน์จากคุณลักษณะที่ดีที่สุดของวัสดุทั้งสองซึ่งมักจะเหนือกว่าสิ่งที่สามารถทำได้ด้วยวัสดุเพียงอย่างเดียว
ประโยชน์ของการแทรกมากเกินไป
การยอมรับเชิงกลยุทธ์ของการแทรกมากเกินไปนั้นมีข้อได้เปรียบมากมายที่น่าสนใจซึ่งผลักดันการใช้งานอย่างกว้างขวางในอุตสาหกรรมที่หลากหลาย:
ประสิทธิภาพและการใช้งานของชิ้นส่วนที่ปรับปรุงแล้ว: โดยการรวมวัสดุเข้ากับคุณสมบัติที่แตกต่างกัน (เช่นโลหะแข็งเพื่อความแข็งแรงพลาสติกอ่อนสำหรับการยึดเกาะ) การล้นเกินช่วยให้การสร้างชิ้นส่วนที่มีลักษณะเชิงกลไฟฟ้าความร้อนหรือความงามที่เหนือกว่า
ชิ้นส่วนรวมและการประกอบที่ลดลง: การขายมากเกินไปช่วยลดความจำเป็นในการแยกขั้นตอนการประกอบ, สกรู (สกรู, หมุด) หรือกาว, การปรับปรุงกระบวนการผลิตอย่างมีนัยสำคัญลดต้นทุนแรงงานและลดสินค้าคงคลัง
ปรับปรุงสุนทรียศาสตร์และการยศาสตร์: soft-touch overmolds สามารถให้ด้ามจับที่สะดวกสบายการหน่วงการสั่นสะเทือนและการตกแต่งที่น่าสนใจเพิ่มประสบการณ์ผู้ใช้และการดึงดูดผลิตภัณฑ์ การผสมสีก็ทำได้อย่างง่ายดาย
เพิ่มความทนทานและความน่าเชื่อถือ: ความผูกพันที่ใกล้ชิดระหว่างเม็ดมีดและวัสดุที่มีค่ามากเกินไปมักจะส่งผลให้ส่วนที่แข็งแกร่งและเชื่อถือได้มากขึ้นลดโอกาสในการคลายการเปิดตัวหรือการสึกหรอก่อนวัยอันควรเมื่อเทียบกับส่วนประกอบที่ประกอบ
การลดต้นทุน: ในขณะที่ต้นทุนเครื่องมือเริ่มต้นอาจสูงขึ้นการประหยัดระยะยาวจากเวลาประกอบที่ลดลง แต่ส่วนประกอบที่น้อยลงในการจัดการและอัตราการลดลงมักจะนำไปสู่ประสิทธิภาพต้นทุนโดยรวมที่สำคัญ
การออกแบบความยืดหยุ่น: การขายมากเกินไปช่วยให้นักออกแบบสร้างรูปทรงเรขาคณิตที่ซับซ้อนและบูรณาการคุณสมบัติที่จะท้าทายหรือเป็นไปไม่ได้ด้วยการขึ้นรูปวัสดุเดี่ยวหรือการประกอบแบบดั้งเดิม ช่วยให้สามารถสร้างซีลเฮอร์มิติกวงจรรวมและการเชื่อมต่อเชิงกลที่แข็งแกร่ง
แอปพลิเคชันของการแทรกมากเกินไป

ความสามารถรอบตัวของการแทรกมากเกินไปทำให้เป็นกระบวนการที่ขาดไม่ได้ในแทบทุกภาคส่วนของการผลิตที่ทันสมัย ความสามารถในการสร้างส่วนประกอบอเนกประสงค์ที่มีประสิทธิภาพสูงหมายความว่าคุณจะพบกับชิ้นส่วนที่มีมากเกินไปในรายการในชีวิตประจำวันที่นับไม่ถ้วน ในขณะที่เราจะสำรวจสิ่งเหล่านี้ในรายละเอียดที่มากขึ้นในภายหลังตัวอย่างที่โดดเด่นบางอย่าง ได้แก่ :
อุตสาหกรรมยานยนต์: ปุ่มเปลี่ยนเกียร์, ส่วนประกอบการตกแต่งภายใน, ตัวเรือนเซ็นเซอร์, สายรัดลวด, องค์ประกอบพวงมาลัยและการใช้งานที่อยู่ใต้ฮูดจำนวนมากซึ่งเม็ดมีดโลหะต้องการชั้นพลาสติกป้องกันหรือฉนวน
อุปกรณ์การแพทย์: ด้ามจับเครื่องมือผ่าตัดส่วนประกอบอุปกรณ์วินิจฉัยขั้วต่อท่อทางการแพทย์และอุปกรณ์ที่สวมใส่ได้ซึ่งต้องการวัสดุที่เข้ากันได้ทางชีวภาพรวมกับโครงสร้างที่แข็ง
สินค้าอุปโภคบริโภค: ที่จับแปรงสีฟันไฟฟ้า, อุปกรณ์จับไฟฟ้า, มือจับอุปกรณ์ครัว, สิ่งกีดขวางอุปกรณ์อิเล็กทรอนิกส์ (เช่นการควบคุมระยะไกล, อุปกรณ์บ้านอัจฉริยะ) และผลิตภัณฑ์ดูแลส่วนบุคคลที่ต้องการสัมผัสนุ่มหรือความงาม
ส่วนประกอบอุตสาหกรรม: ปะเก็นและซีล, ใบพัด, วงเล็บ, ปุ่มควบคุม, ตัวเชื่อมต่อไฟฟ้าและส่วนประกอบที่ต้องแยกการสั่นสะเทือนหรือความต้านทานทางเคมีในสภาพแวดล้อมที่รุนแรง
กระบวนการแทรกมากเกินไป
การทำความเข้าใจประโยชน์ทางทฤษฎีของการแทรกมากเกินไปเป็นสิ่งหนึ่ง การทำความเข้าใจขั้นตอนการปฏิบัติที่เกี่ยวข้องเป็นอีกเรื่องหนึ่ง กระบวนการในขณะที่แนวคิดตรงไปตรงมาต้องใช้ความแม่นยำอุปกรณ์พิเศษและการพิจารณาอย่างรอบคอบของตัวแปรหลายตัวเพื่อให้ได้ผลลัพธ์ที่ประสบความสำเร็จและมีคุณภาพสูง
คำแนะนำทีละขั้นตอนเกี่ยวกับกระบวนการที่เกินกำหนด
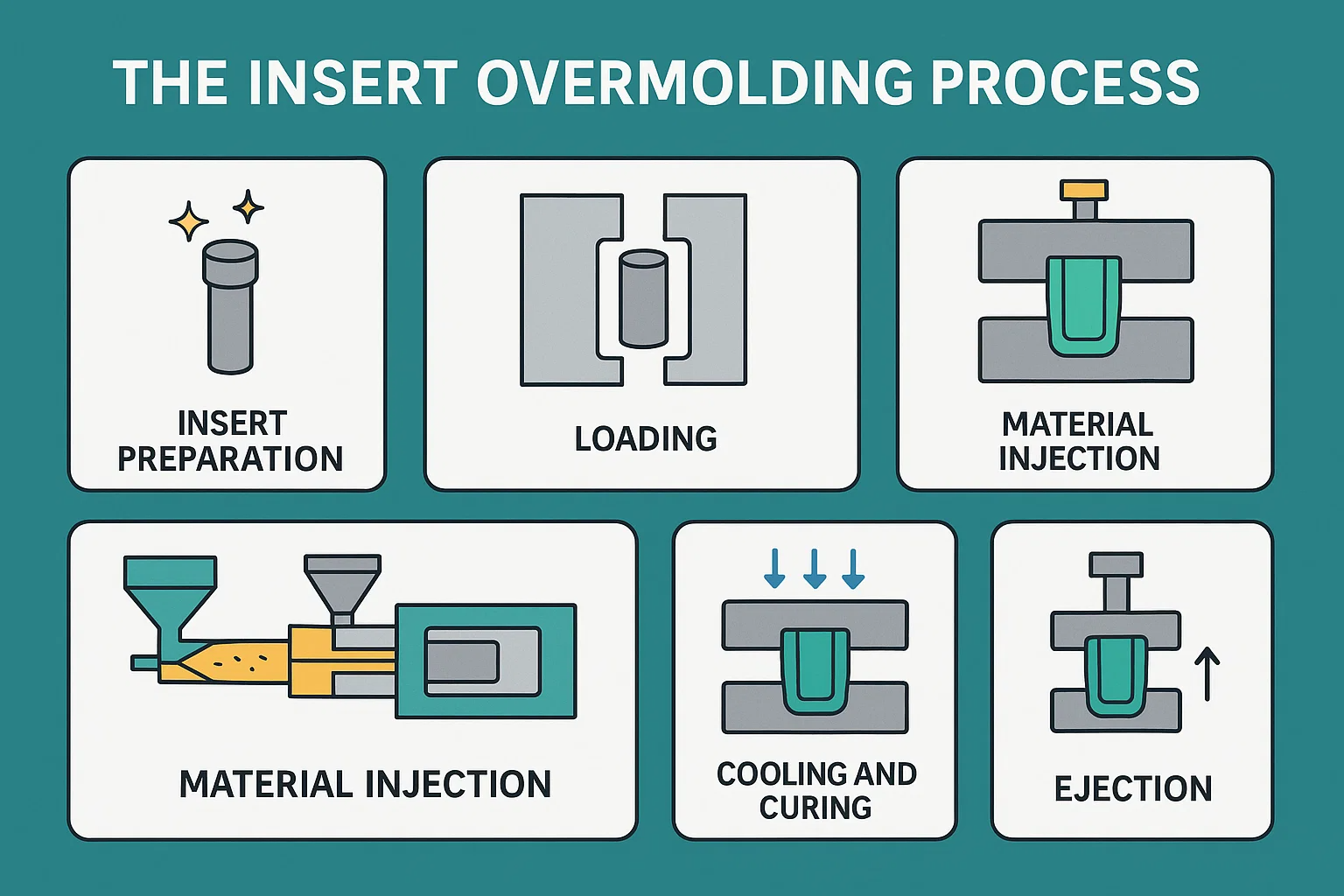
ในขณะที่การเปลี่ยนแปลงมีอยู่บนพื้นฐานของความซับซ้อนของส่วนและปริมาณการผลิต แต่กระบวนการส่วนแทรกหลักโดยทั่วไปจะเป็นไปตามขั้นตอนสำคัญเหล่านี้:
แทรกการเตรียม:
การทำความสะอาด: เม็ดมีดจะต้องทำความสะอาดอย่างพิถีพิถันเพื่อกำจัดสารปนเปื้อนใด ๆ (น้ำมัน, ฝุ่น, ออกไซด์, ออกไซด์) ที่สามารถขัดขวางการยึดเกาะกับวัสดุที่มีปริมาณมากเกินไป สิ่งนี้อาจเกี่ยวข้องกับการเสื่อมสภาพการทำความสะอาดอัลตราโซนิกหรือเทคนิคการเตรียมพื้นผิวอื่น ๆ
การรักษาล่วงหน้า (ไม่บังคับ แต่แนะนำ): ขึ้นอยู่กับการผสมผสานของวัสดุและความแข็งแรงของพันธะที่ต้องการพื้นผิวของเม็ดมีดอาจได้รับการรักษาล่วงหน้า ซึ่งอาจรวมถึงการรักษาด้วยพลาสมาการรักษาด้วยเปลวไฟการขัดทางกลหรือการประยุกต์ใช้โปรโมเตอร์ไพรเมอร์/กาวเพื่อเพิ่มพันธะทางเคมีหรือเชิงกล
กำลังโหลด: เม็ดมีดที่เตรียมไว้จะถูกโหลดลงในโพรงแม่พิมพ์อย่างแม่นยำ สิ่งนี้สามารถทำได้ด้วยตนเองโดยผู้ประกอบการหุ่นยนต์สำหรับการผลิตปริมาณสูงหรือผ่านระบบการเลือกและสถานที่อัตโนมัติ โพรงแม่พิมพ์ได้รับการออกแบบมาพร้อมกับคุณสมบัติเพื่อให้เม็ดมีดติดอยู่ระหว่างการฉีดอย่างแน่นหนา
การปิดเชื้อรา:
เมื่อเม็ดมีดอยู่ในตำแหน่งที่ถูกต้องแม่พิมพ์ฉีดจะปิดและแคลมป์จะปิดภายใต้แรงดันสูง สิ่งนี้ทำให้มั่นใจได้ว่าครึ่งเชื้อราถูกปิดผนึกอย่างแน่นหนาป้องกันการรั่วไหลของวัสดุและรักษาขนาดของชิ้นส่วน
การฉีดวัสดุ:
พลาสติกหลอมเหลว (เทอร์โมพลาสติกหรือเทอร์โมเซต) ถูกฉีดภายใต้แรงดันสูงเข้าไปในโพรงเชื้อราไหลไปรอบ ๆ และห่อหุ้มเม็ดมีด พารามิเตอร์การฉีด (อุณหภูมิความดันความเร็ว) จะถูกควบคุมอย่างพิถีพิถันเพื่อให้แน่ใจว่าการเติมที่สมบูรณ์การยึดติดที่เหมาะสมและความเครียดน้อยที่สุดบนเม็ดมีด วัสดุไหลเข้าสู่ช่องว่างระหว่างเม็ดมีดและผนังโพรงแม่พิมพ์
ความเย็นและการบ่ม:
สำหรับเทอร์โมพลาสติกวัสดุหลอมเหลวจะเย็นลงและแข็งตัวภายในโพรงแม่พิมพ์ แม่พิมพ์มักจะควบคุมอุณหภูมิเพื่ออำนวยความสะดวกในการระบายความร้อนสม่ำเสมอและป้องกันการแปรปรวนหรือความเครียดภายใน
สำหรับเทอร์โมเซ็ตวัสดุจะได้รับปฏิกิริยาทางเคมี (การบ่ม) ภายในโพรงแม่พิมพ์อุ่น, การเชื่อมโยงข้ามเพื่อสร้างโครงสร้างที่แข็งและไม่สามารถย้อนกลับได้
ดีดออก:
เมื่อชิ้นส่วนที่เกินกำหนดได้เย็นลงอย่างเพียงพอ (หรือหายขาดในกรณีของเทอร์โมเซ็ต) แม่พิมพ์จะเปิดขึ้น โดยทั่วไปแล้วหมุดอีเจ็คเตอร์จะผลักชิ้นส่วนที่เสร็จแล้วออกจากโพรงแม่พิมพ์ ต้องใช้ความระมัดระวังเพื่อให้แน่ใจว่าชิ้นส่วนถูกนำออกโดยไม่มีความเสียหายโดยเฉพาะอย่างยิ่งหากเม็ดมีดนั้นละเอียดอ่อน
โพสต์การประมวลผล (ไม่บังคับ):
อาจจำเป็นต้องใช้ความต้องการของชิ้นส่วนอาจจำเป็นต้องใช้การโพสต์เล็กน้อยเช่นการยกเลิกการจัดการ (การลบระบบนักวิ่ง) การกำจัดแฟลชหรือการดำเนินการตกแต่งเพิ่มเติม
ประเภทของการล้นเหลือ
ในขณะที่หลักการพื้นฐานยังคงสอดคล้องกันการล้นเกินสามารถดำเนินการได้ด้วยวิธีการต่าง ๆ โดยเฉพาะอย่างยิ่งที่แตกต่างกันโดยวิธีการใช้วัสดุที่มากเกินไป:
แทรก overmolding (single-shot):
นี่เป็นวิธีที่พบบ่อยที่สุดที่อธิบายไว้ข้างต้น เม็ดมีดที่ผลิตล่วงหน้าจะถูกวางลงในแม่พิมพ์ฉีดมาตรฐานและมีการฉีดพลาสติกหลอมเหลวเพียงครั้งเดียว มันมักจะใช้สำหรับการรวมกันของโลหะถึงพลาสติกหรือพลาสติกถึงพลาสติก
Multi-shot (สองช็อต / multial-material) overmolding:
กระบวนการขั้นสูงนี้เกี่ยวข้องกับหน่วยฉีดสองหน่วยขึ้นไปบนเครื่องขึ้นรูปเดียว วัสดุแรก (มักจะเป็นสารตั้งต้นที่แข็งหรือชั้น overmold แรก) ถูกหล่อขึ้นรูป จากนั้นแม่พิมพ์จะหมุนหรือแขนหุ่นยนต์ถ่ายโอนส่วนที่ขึ้นรูปบางส่วนไปยังโพรงที่สองภายในเครื่องมือแม่พิมพ์เดียวกัน วัสดุที่สองจะถูกฉีดในช่วงแรกสร้างส่วนที่ไร้รอยต่อและมีวัตถุดิบในรอบเดียวโดยไม่ต้องจัดการด้วยตนเอง เหมาะอย่างยิ่งสำหรับด้ามจับแบบนุ่ม (เช่นฐานพลาสติกแข็งที่มี TPE overmold) หรือสร้างชิ้นส่วนหลายสี
การติดฉลาก in-mold (IML) / in-mold Decoration (IMD):
ในขณะที่เทคนิคไม่ได้ "ล้นเกิน" ในความหมายดั้งเดิมของการห่อหุ้มโครงสร้างโครงสร้าง IML/IMD เป็นกระบวนการที่เกี่ยวข้องซึ่งมีการวางฉลากหรือฟิล์มตกแต่งล่วงหน้าไว้ในโพรงแม่พิมพ์ก่อนฉีด พลาสติกหลอมเหลวถูกฉีดไว้ด้านหลังฉลากหลอมรวมกับพื้นผิวของชิ้นส่วนอย่างถาวรทำให้เกิดกราฟิกที่ทนทานและทนต่อรอยขีดข่วนหรือเสร็จสิ้น
การบีบอัด overmolding:
น้อยกว่าสำหรับพลาสติกแข็ง แต่เกี่ยวข้องกับวัสดุเช่นยางซิลิโคนเหลว (LSR) ที่นี่มีการใส่เม็ดมีดที่เกิดขึ้นไว้ล่วงหน้าลงในแม่พิมพ์แบบเปิดจากนั้นจึงวางวัสดุที่ไม่ได้รับการตรวจสอบไว้ล่วงหน้าไว้ในโพรง แม่พิมพ์จะปิดการบีบอัดวัสดุรอบ ๆ เม็ดมีดและเริ่มกระบวนการบ่ม
เครื่องมือและอุปกรณ์
การแทรกที่ประสบความสำเร็จมากเกินไปนั้นขึ้นอยู่กับเครื่องมือที่ได้รับการออกแบบทางวิศวกรรมอย่างแม่นยำและอุปกรณ์พิเศษ:
เครื่องฉีดขึ้นรูป: ใช้เครื่องฉีดแบบฉีดมาตรฐาน แต่จะต้องมีขนาดที่เหมาะสมสำหรับชิ้นส่วนและมีแรงหนีบเพียงพอ สำหรับการช็อตหลายครั้งจำเป็นต้องใช้เครื่องจักรหลายบาร์เรลหรือเครื่องหมุนแบบโรตารี่แบบพิเศษ
ใส่เครื่องมือ overmolding (แม่พิมพ์): นี่เป็นองค์ประกอบที่สำคัญที่สุด แม่พิมพ์ได้รับการออกแบบที่กำหนดเองพร้อมคุณสมบัติเฉพาะเพื่อ:
ค้างไว้อย่างปลอดภัย: มักจะใช้พิน, detent หรือโพรงที่กำหนดเองที่ทำรังลงอย่างสมบูรณ์แบบป้องกันการเคลื่อนไหวระหว่างการฉีด
จัดการการไหลของวัสดุ: ประตูนักวิ่งและช่องระบายอากาศได้รับการออกแบบมาเพื่อให้แน่ใจว่าวัสดุที่ล้นเหลือไหลรอบ ๆ เม็ดมีดอย่างสม่ำเสมอโดยไม่ทำให้เกิดความเสียหายหรือสร้างช่องว่าง
อำนวยความสะดวกในการออก: หมุดอีเจ็คเตอร์จะถูกวางอย่างมีกลยุทธ์เพื่อผลักชิ้นส่วนที่เสร็จแล้วออกจากแม่พิมพ์โดยไม่ทำลายเม็ดมีดหรือมากเกินไป
รองรับการหมุน/การถ่ายโอนแม่พิมพ์ (สำหรับหลายช็อต): หากกระบวนการหลายนัดการออกแบบแม่พิมพ์จะรวมถึงกลไกสำหรับการหมุน platens หรือการถ่ายโอนชิ้นส่วนหุ่นยนต์
ระบบโหลดอัตโนมัติแทรก (ไม่บังคับ): สำหรับการผลิตที่มีปริมาณมากหุ่นยนต์หรือระบบการเลือกแบบอัตโนมัติจะโหลดเม็ดมีดลงในโพรงแม่พิมพ์ได้อย่างแม่นยำปรับปรุงเวลารอบและลดต้นทุนแรงงาน
ระบบการจัดการวัสดุ: อุปกรณ์สำหรับแห้งเม็ดพลาสติกให้อาหารแก่เครื่องฉีดและจัดการ regrind
หน่วยควบคุมอุณหภูมิ (TCUs): ใช้เพื่อรักษาอุณหภูมิของเชื้อราที่แม่นยำซึ่งเป็นสิ่งสำคัญสำหรับคุณภาพส่วนที่สอดคล้องกันการยึดเกาะและเวลาเย็น
อุปกรณ์หลังการประมวลผล: เครื่องมือสำหรับการลดการตัดแต่งหรือการดำเนินการรองอื่น ๆ
ข้อควรพิจารณาในการออกแบบสำหรับการแทรกมากเกินไป
การแทรกที่ประสบความสำเร็จมากเกินไปเริ่มต้นนานก่อนที่วัสดุใด ๆ จะถูกฉีด มันเริ่มต้นด้วยการออกแบบที่พิถีพิถัน การทำงานร่วมกันระหว่างเม็ดมีดวัสดุที่มีค่ามากเกินไปและเครื่องมือแม่พิมพ์มีความซับซ้อนและการมองเห็นหลักการออกแบบที่สำคัญสามารถนำไปสู่ความท้าทายในการผลิตที่มีราคาแพงประสิทธิภาพของชิ้นส่วนที่ถูกบุกรุกหรือความล้มเหลวทันที ส่วนนี้สรุปข้อควรพิจารณาในการออกแบบที่สำคัญสำหรับทั้งส่วนแทรกและส่วนที่เกินกำหนด
รูปทรงเรขาคณิตและหลักการออกแบบ
รูปทรงเรขาคณิตโดยรวมของทั้งเม็ดมีดและพลาสติกที่มีขนาดเกินมีบทบาทสำคัญในความสำเร็จของกระบวนการและคุณภาพส่วนสุดท้าย
แทรกการออกแบบ:
ความแข็งแกร่งและความมั่นคง: เม็ดมีดจะต้องแข็งพอที่จะทนต่อแรงของการฉีดขึ้นรูป (ความดันสูงอุณหภูมิการไหลของพลาสติกหลอมเหลว) โดยไม่เปลี่ยนรูปหรือขยับภายในแม่พิมพ์ เม็ดมีดบาง ๆ มีแนวโน้มที่จะดัดหรือการกระจัด
คุณสมบัติสำหรับการเก็บรักษา: ออกแบบเม็ดมีดด้วยคุณสมบัติที่ส่งเสริมการเชื่อมต่อเชิงกล ซึ่งอาจรวมถึง:
Undercuts/ผ่านหลุม: วัสดุที่มีค่ามากเกินไปสามารถไหลเข้าสู่คุณสมบัติเหล่านี้สร้างลูกโซ่เชิงกลที่แข็งแกร่งซึ่งป้องกันไม่ให้เม็ดมีดดึงออกมา
knurling, ร่อง, ซี่โครง: พื้นผิวพื้นผิวหรือรูปทรงเรขาคณิตเหล่านี้ให้พื้นที่ผิวที่เพิ่มขึ้นและจุดยึดสำหรับวัสดุที่มีมากเกินไปในการยึดเกาะ
แท็บหรือหน้าแปลน: สามารถช่วยรักษาตำแหน่งของเม็ดมีดในแม่พิมพ์และให้พื้นที่ผิวเพิ่มเติมสำหรับการยึดติด
การเปลี่ยนแปลงที่ราบรื่น: หลีกเลี่ยงมุมที่คมชัดหรือการเปลี่ยนแปลงความหนาอย่างฉับพลันบนเม็ดมีดที่สามารถสร้างความเข้มข้นของความเครียดในวัสดุที่มีขนาดใหญ่เกินไปหรือทำให้เกิดการไหลเวียนของปั่นป่วน
พิจารณาพื้นผิวเสร็จแล้ว: พื้นผิวที่ขรุขระบนเม็ดมีดโดยทั่วไปจะส่งเสริมพันธะเชิงกลที่ดีขึ้น อย่างไรก็ตามมันควรจะสอดคล้องและควบคุม
การออกแบบชิ้นส่วนที่มากเกินไป:
ความหนาของผนังสม่ำเสมอ: ตั้งเป้าหมายสำหรับความหนาของผนังที่สอดคล้องกันในพลาสติกที่มีขนาดใหญ่เกินไปรอบ ๆ เม็ดมีด ความหนาที่แตกต่างกันสามารถนำไปสู่การระบายความร้อนที่แตกต่างกันการแปรปรวน, เครื่องหมายจมและความเครียดที่เหลือโดยเฉพาะอย่างยิ่งปัญหาเมื่อห่อหุ้มเม็ดมีด หากการเปลี่ยนแปลงไม่สามารถหลีกเลี่ยงได้ให้ตรวจสอบการเปลี่ยนแปลงที่ราบรื่น
การห่อหุ้มเทียบกับบางส่วน overmold: กำหนดอย่างชัดเจนว่าต้องมีการห่อหุ้มเม็ดมีดจำนวนเท่าใด การห่อหุ้มเต็มรูปแบบให้การป้องกันและพันธะสูงสุดในขณะที่การล้นเกินบางส่วน (เช่นการยึดเกาะของเครื่องมือ) ต้องพิจารณาอย่างรอบคอบเกี่ยวกับการเปลี่ยนสายและจุดความเครียดที่อาจเกิดขึ้น
ลดความเข้มข้นของความเครียด: หลีกเลี่ยงมุมที่คมชัดการเปลี่ยนแปลงอย่างฉับพลันของความหนาของวัสดุหรือคุณสมบัติที่อาจมีสมาธิกับความเครียดโดยเฉพาะอย่างยิ่งที่ส่วนต่อประสานของเม็ดมีดและ overmold ใช้รัศมีใจกว้าง
ความหนาของผนังและการออกแบบซี่โครง
องค์ประกอบเหล่านี้มีความสำคัญสำหรับทั้งความสมบูรณ์ของโครงสร้างและประสิทธิภาพของกระบวนการ:
ความหนาของผนังมากเกินไป:
ความหนาขั้นต่ำ: ตรวจสอบให้แน่ใจว่ามีความหนาเพียงพอของวัสดุที่มีปริมาณมากเกินไปรอบ ๆ เม็ดมีด บางเกินไปและวัสดุอาจไม่ไหลอย่างเพียงพอนำไปสู่ช่องว่างการห่อหุ้มที่ไม่ดีหรือพันธะที่อ่อนแอ นอกจากนี้ยังเพิ่มความเสี่ยงของความเสียหายต่อการแทรกจากแรงดันฉีด
การขยายตัวทางความร้อน: บัญชีสำหรับค่าสัมประสิทธิ์การขยายตัวทางความร้อนที่แตกต่างกันของเม็ดมีดและวัสดุที่เกินกำหนด ความหนาของผนังที่เพียงพอสามารถช่วยลดความเครียดที่เกิดจากการหดตัวที่แตกต่างกันในระหว่างการระบายความร้อน
คุณสมบัติที่ห่อหุ้ม: หากเม็ดมีดมีคุณสมบัติที่จำเป็นต้องได้รับการห่อหุ้มอย่างสมบูรณ์ (เช่นพินไฟฟ้า) ให้แน่ใจว่ามีวัสดุเพียงพอที่จะครอบคลุมได้อย่างสมบูรณ์และให้ฉนวน/การป้องกันที่เพียงพอ
การออกแบบซี่โครง (สำหรับวัสดุที่มีขนาดเกิน):
การเสริมแรง: ซี่โครงถูกใช้เพื่อเพิ่มความแข็งแรงและความแข็งให้กับพลาสติกที่มีขนาดเกินโดยไม่เพิ่มความหนาของผนังโดยรวมซึ่งจะช่วยลดการใช้วัสดุและเวลาเย็นลง
ตำแหน่ง: วางซี่โครงอย่างมีกลยุทธ์เพื่อรองรับวัสดุที่มีค่ามากเกินไปโดยเฉพาะอย่างยิ่งที่มันเปลี่ยนจากเม็ดมีดหรือจำเป็นต้องมีความแข็งแกร่งเพิ่มเติม
ความหนา: ความหนาของซี่โครงที่ฐานควรเป็น 50-60% ของความหนาของผนังเล็กน้อยเพื่อหลีกเลี่ยงเครื่องหมายจม ใช้การเปลี่ยนผ่านที่ฉายรังสีอย่างไม่เห็นแก่ตัวซึ่งซี่โครงตรงกับกำแพงหลัก
ร่าง: รวมมุมร่างไว้เสมอบนซี่โครงเพื่ออำนวยความสะดวกในการขับออกจากแม่พิมพ์
ตำแหน่งประตูและการระบายอากาศ
การออกแบบประตูและช่องระบายอากาศที่เหมาะสมเป็นสิ่งสำคัญยิ่งสำหรับการไหลของวัสดุที่ประสบความสำเร็จและคุณภาพของชิ้นส่วน
ตำแหน่งประตู:
ห่างจากเม็ดมีด: ตามหลักการแล้ววางประตูให้ห่างจากการสัมผัสโดยตรงกับเม็ดมีดโดยเฉพาะอย่างยิ่งเม็ดมีดที่ละเอียดอ่อนหรือละเอียดอ่อน (เช่นอิเล็กทรอนิกส์) การปะทะโดยตรงของพลาสติกหลอมเหลวอาจทำให้เกิดความเสียหายการกำจัดหรือการยึดติดที่ไม่สม่ำเสมอ
การไหลของเครื่องแบบ: ตำแหน่งประตูเพื่อส่งเสริมการไหลของวัสดุที่สม่ำเสมอรอบ ๆ เม็ดมีดลดเส้นเชื่อมและทำให้มั่นใจว่าการห่อหุ้มที่สมบูรณ์
ลดความเครียดแรงเฉือน: หลีกเลี่ยงตำแหน่งประตูที่สร้างความเครียดแรงเฉือนมากเกินไปบนวัสดุที่หลอมเหลวในขณะที่มันไหลไปรอบ ๆ เม็ดมีดซึ่งสามารถลดคุณสมบัติของวัสดุได้
สุนทรียศาสตร์: พิจารณาประตูประตูในส่วนสุดท้ายเพื่อจุดประสงค์ด้านเครื่องสำอาง
ระบาย:
กับดักอากาศ: เมื่อพลาสติกหลอมเหลวเติมเชื้อราให้อากาศจะต้องได้รับอนุญาตให้หลบหนี การระบายอากาศที่ไม่ดีนำไปสู่กับดักอากาศซึ่งอาจทำให้เกิดรอยไหม้, ช่องว่าง, การเติมที่ไม่สมบูรณ์ (ภาพสั้น) และลดความผูกพันกับเม็ดมีด
ตำแหน่งเชิงกลยุทธ์: ควรวางช่องระบายอากาศในพื้นที่สุดท้ายเพื่อเติมโดยเฉพาะในมุมตาบอดหรือพื้นที่ที่อากาศอาจติดอยู่รอบ ๆ เม็ดมีด
ระบายกระเป๋าแทรก: บ่อยครั้งที่จำเป็นต้องระบายกระเป๋าเฉพาะในแม่พิมพ์ที่มีส่วนแทรกเพื่อป้องกันไม่ให้อากาศติดอยู่ระหว่างเม็ดมีดและวัสดุที่เกิน
มุมร่างและ undercuts
คุณสมบัติการขึ้นรูปเหล่านี้ส่งผลกระทบโดยตรงต่อชิ้นส่วนและต้นทุนการใช้เครื่องมือ
ร่างมุม:
จำเป็นสำหรับการออก: ใช้มุมร่างที่เหมาะสม (เรียว) กับผนังแนวตั้งทั้งหมดของส่วนที่เกินขนาดที่ขนานกับทิศทางการเปิดเชื้อรา สิ่งนี้ช่วยให้ชิ้นส่วนถูกนำออกจากแม่พิมพ์ได้อย่างง่ายดายโดยไม่ต้องติดหรือสร้างเครื่องหมายลาก
ร่างที่แนะนำขั้นต่ำ : โดยทั่วไปแนะนำให้ใช้อย่างน้อย 0.5 ถึง 1 องศาต่อด้านข้าง แต่อาจจำเป็นต้องใช้มากขึ้นสำหรับชิ้นส่วนที่ลึกกว่าพื้นผิวพื้นผิวหรือวัสดุที่นุ่มกว่า
พิจารณาร่างของแทรก: หากแทรกตัวเองมีร่างให้แน่ใจว่าร่างของส่วนที่เกินกำหนดจะเติมเต็ม
Undercuts:
หลีกเลี่ยงถ้าเป็นไปได้: ต่ำกว่าพลาสติกที่มีขนาดเกิน (คุณสมบัติที่ป้องกันไม่ให้ดึงออกจากแม่พิมพ์โดยตรง) ควรหลีกเลี่ยงเนื่องจากพวกเขาต้องการเครื่องมือที่ซับซ้อนและมีราคาแพง (เช่นสไลด์ตัวยกหรือกลไกคลายเกลียว)
การใช้กลยุทธ์ : หากมีความจำเป็นอย่างยิ่ง (เช่นสำหรับการเชื่อมต่อกลไกกับเม็ดมีด) พวกเขาจะต้องได้รับการออกแบบอย่างระมัดระวัง
แทรก undercuts สำหรับการเชื่อม: ดังที่ได้กล่าวไว้การตัดราคาบนเม็ดมีดเป็นที่ต้องการอย่างมากสำหรับการประสานทางกล แต่สิ่งเหล่านี้ไม่จำเป็นต้องใช้เครื่องมือที่ซับซ้อนสำหรับชิ้นส่วนที่เกินกำหนดเองเนื่องจากพลาสติกไหลเข้าสู่คุณสมบัติเหล่านี้
การเลือกวัสดุสำหรับการแทรกมากเกินไป
หัวใจของการแทรกที่ประสบความสำเร็จมากเกินไปอยู่ในการเลือกวัสดุที่ชาญฉลาด การได้รับส่วนประกอบแบบบูรณาการที่แข็งแกร่งทนทานและใช้งานได้ต้องพิจารณาอย่างรอบคอบเกี่ยวกับคุณสมบัติความเข้ากันได้และลักษณะการยึดเกาะของทั้งวัสดุเม็ดมีดและวัสดุที่เกินขนาด ส่วนนี้จะแนะนำคุณตลอดกระบวนการเลือกชุดค่าผสมที่เหมาะสม
การเลือกวัสดุที่เหมาะสมสำหรับเม็ดมีดและ overmolds
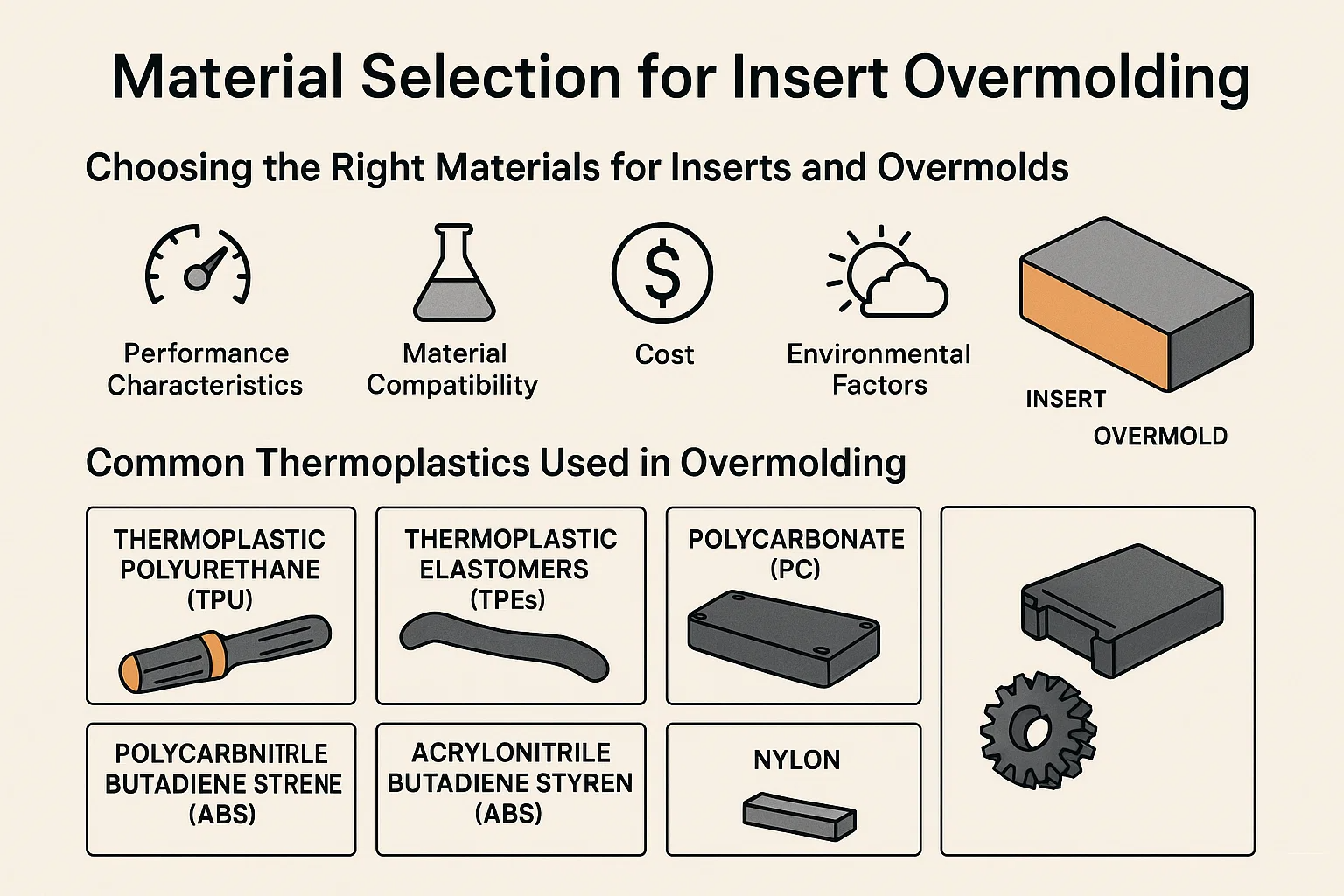
เป้าหมายหลักในการเลือกวัสดุคือเพื่อให้แน่ใจว่าวัสดุทั้งสองทำงานร่วมกันเพื่อตอบสนองความต้องการการทำงานความสวยงามและประสิทธิภาพของผลิตภัณฑ์ขั้นสุดท้าย ปัจจัยสำคัญที่ควรพิจารณา ได้แก่ :
ลักษณะการปฏิบัติงานที่ต้องการ: ส่วนสุดท้ายต้องการคุณสมบัติอะไร? (เช่นความแข็งแรง, ความยืดหยุ่น, ฉนวนไฟฟ้า, ความต้านทานทางเคมี, ความเสถียรทางความร้อน, ความต้านทานรังสียูวี, ความรู้สึกสัมผัส, ความงามที่ดึงดูดความงาม) สิ่งนี้จะเป็นตัวกำหนดวัสดุหมวดหมู่เริ่มต้นที่จะต้องพิจารณา
ความเข้ากันได้ของวัสดุ: นี่เป็นสิ่งสำคัญยิ่ง วัสดุเม็ดมีดและการล้นเกินต้องเข้ากันได้หลายวิธี:
ความเข้ากันได้ด้วยความร้อน: อุณหภูมิละลายและค่าสัมประสิทธิ์ของการขยายตัวทางความร้อน (CTE) มีความสำคัญ ความแตกต่างอย่างมากใน CTE สามารถนำไปสู่ความเครียดที่ตกค้างอย่างมีนัยสำคัญ warpage หรือแม้กระทั่ง delamination เป็นส่วนที่เย็นลงโดยเฉพาะอย่างยิ่งสำหรับเม็ดมีดขนาดใหญ่ อุณหภูมิละลายของวัสดุที่เกินควรไม่ควรลดหรือละลายเม็ดมีด
ความเข้ากันได้ทางเคมี: ไม่ควรตอบสนองต่อกันและกัน พลาสติกบางชนิดอาจลดลงหรือทำให้วัสดุเม็ดมีดบางชนิดลดลง
ศักยภาพการยึดเกาะ: พันธะที่แข็งแกร่งสามารถเกิดขึ้นได้หรือไม่? สิ่งนี้เกี่ยวข้องกับพลังงานพื้นผิวขั้วและศักยภาพในการยึดติดทางกลหรือสารเคมี
เงื่อนไขการประมวลผล: วัสดุที่เลือกจะต้องขึ้นรูปภายใต้เงื่อนไขที่เป็นไปได้ พิจารณาอุณหภูมิการฉีดขึ้นรูปความดันและอัตราการระบายความร้อนที่จำเป็นสำหรับวัสดุที่มีค่ามากเกินไปและวิธีการที่เม็ดมีดจะทนต่อเงื่อนไขเหล่านี้ได้อย่างไร
ราคา: ต้นทุนวัสดุเป็นปัจจัยเสมอ ข้อกำหนดด้านประสิทธิภาพที่สมดุลพร้อมข้อ จำกัด ด้านงบประมาณ
ปัจจัยด้านสิ่งแวดล้อม: ส่วนจะสัมผัสกับสารเคมีแสง UV อุณหภูมิที่สูงหรือความชื้นหรือไม่? เลือกวัสดุที่สามารถทนต่อสภาพแวดล้อมเหล่านี้ตลอดอายุการใช้งานของผลิตภัณฑ์
การปฏิบัติตามกฎระเบียบ: สำหรับการใช้งานเช่นอุปกรณ์การแพทย์หรือการติดต่อด้านอาหารวัสดุจะต้องปฏิบัติตามการอนุมัติตามกฎระเบียบเฉพาะ (เช่น ISO 10993, FDA)
เทอร์โมพลาสติกทั่วไปที่ใช้ในการล้นเกิน
Thermoplastics เป็นตัวเลือกที่พบได้บ่อยที่สุดสำหรับการล้นเกินเนื่องจากความสามารถในการหลอมละลายและคุณสมบัติที่หลากหลาย
เทอร์โมพลาสติกโพลียูรีเทน (TPU):
คุณสมบัติ: ความต้านทานต่อการเสียดสีที่ยอดเยี่ยมความยืดหยุ่นสูงความต้านทานแรงดึงที่ดีความต้านทานทางเคมีที่ดีความรู้สึกแบบสัมผัสอ่อนความแข็งที่หลากหลาย (ฝั่ง A ถึง D)
เม็ดมีดทั่วไป: บ่อยครั้งที่พลาสติกแข็งเกินไป (เช่นพีซี, ABS, ไนลอน) หรือโลหะเพื่อให้ด้ามจับ, ซีลหรือการป้องกันผลกระทบ
แอพพลิเคชั่น: ด้ามจับอุปกรณ์ทางการแพทย์, จับเครื่องมือไฟฟ้า, สินค้ากีฬา, เคสอุปกรณ์อิเล็กทรอนิกส์, ส่วนประกอบภายในยานยนต์
เทอร์โมพลาสติกอีลาสโตเมอร์ (TPES):
คุณสมบัติ: คล้ายกับ TPU แต่มักจะเป็นครอบครัวที่กว้างขึ้น (copolymers styrenic block, copolyesters, polyolefins) พวกเขามีความยืดหยุ่นเหมือนยางความรู้สึกสัมผัสที่ยอดเยี่ยมและคุณสมบัติการปิดผนึกที่ดี
เม็ดมีดทั่วไป: พลาสติกแข็ง (ABS, PC, ไนลอน, PP, PE) และโลหะ
แอพพลิเคชั่น: ด้ามจับสินค้าอุปโภคบริโภค, ซีล, ปุ่ม, ตัวหน่วงการสั่นสะเทือน, สายเคเบิล overmolds, แถบที่สวมใส่ได้
โพลีคาร์บอเนต (PC):
คุณสมบัติ: ความแข็งแรงของแรงกระแทกสูงความชัดเจนทางแสงที่ดี (ถ้าโปร่งใส), ความต้านทานความร้อนที่ดี, ความเสถียรของมิติ
เม็ดมีดทั่วไป: เม็ดมีดโลหะสำหรับการเสริมแรงโครงสร้างหรือการนำไฟฟ้า ยังสามารถเพิ่มขึ้นบนพลาสติกแข็งอื่น ๆ ได้
การใช้งาน: ตัวเรือนอิเล็กทรอนิกส์, ส่วนประกอบทางการแพทย์, ชิ้นส่วนภายในยานยนต์, ครอบคลุมอุตสาหกรรม
Acrylonitrile Butadiene Styrene (ABS):
คุณสมบัติ: ความสมดุลที่ดีของความแข็งแรงความแข็งแกร่งและความเหนียวความสามารถในการประมวลผลที่ดีมักเลือกสำหรับชิ้นส่วนความงามเนื่องจากความสะดวกในการระบายสีและการชุบ
เม็ดมีดทั่วไป: มักใช้เป็นสารตั้งต้นที่แข็งสำหรับ TPE/TPU overmolds เม็ดมีดโลหะสำหรับตัวยึดแบบเกลียวหรือการรองรับโครงสร้าง
แอพพลิเคชั่น: อุปกรณ์อิเล็กทรอนิกส์ผู้บริโภค, ชิ้นส่วนภายในยานยนต์, ส่วนประกอบของเครื่อง
ไนลอน (โพลีอะไมด์ - PA):
คุณสมบัติ: ความแข็งแรงสูง, ความแข็ง, ความต้านทานต่อความเหนื่อยล้าที่ดี, ความต้านทานทางเคมีที่ดี, คุณสมบัติการสึกหรอที่ยอดเยี่ยม มักจะเต็มไปด้วยแก้วเพื่อความแข็งแรงที่เพิ่มขึ้น
เม็ดมีดทั่วไป: โลหะ (ทองเหลือง, เหล็ก, อลูมิเนียม) สำหรับพื้นผิวแบริ่ง, เม็ดมีดเกลียวหรือการเสริมแรงโครงสร้าง
แอพพลิเคชั่น: ส่วนประกอบของยานยนต์ที่อยู่ใต้ฮูด, เกียร์อุตสาหกรรมและแบริ่ง, ขั้วต่อไฟฟ้า, ตัวเรือนเครื่องมือไฟฟ้า
polypropylene (PP) & polyethylene (PE):
คุณสมบัติ: ต้นทุนต่ำ, ความต้านทานทางเคมีที่ดี, ความต้านทานต่อความเหนื่อยล้าที่ดี, ฉนวนไฟฟ้าที่ดี PP มีความแข็งสูงกว่า PE
เม็ดมีดทั่วไป: มักใช้เป็นสารตั้งต้นสำหรับ TPE overmolds ในสินค้าอุปโภคบริโภค เม็ดมีดโลหะสำหรับสกรูง่าย ๆ
แอพพลิเคชั่น: ฝาขวดส่วนประกอบภายในยานยนต์ (PP), ตัวเชื่อมต่อที่ยืดหยุ่น (PE), สินค้าอุปโภคบริโภค
โลหะทั่วไปที่ใช้เป็นเม็ดมีด
โลหะมักใช้เป็นเม็ดมีดเพื่อให้ความแข็งแรงความแข็งแกร่งการนำไฟฟ้าการนำไฟฟ้าความร้อนหรือคุณสมบัติพิเศษเช่นเธรด
อลูมิเนียม:
คุณสมบัติ: อัตราส่วนน้ำหนักเบา, ความแข็งแรงต่อน้ำหนัก, ความร้อนและการนำไฟฟ้าที่ยอดเยี่ยม, ความต้านทานการกัดกร่อนที่ดี (โดยเฉพาะอย่างยิ่ง anodized)
ข้อควรพิจารณา: จุดหลอมเหลวที่ต่ำกว่าเหล็กค่อนข้างนุ่ม อาจเป็นเรื่องยากที่จะผูกมัดทางเคมีกับพลาสติกบางชนิดโดยไม่ต้องรักษาพื้นผิว
แอปพลิเคชัน: อ่างล้างมือความร้อนส่วนประกอบโครงสร้างที่มีน้ำหนักเบาขั้วต่อไฟฟ้าชิ้นส่วนการบินและอวกาศ
ทองเหลือง:
คุณสมบัติ: การนำไฟฟ้าที่ดีความสามารถในการกลืนได้ดีเยี่ยมความต้านทานการกัดกร่อนที่ดีไม่ใช่แม่เหล็ก
ข้อควรพิจารณา: หนักกว่าอลูมิเนียมราคาแพงกว่าเหล็ก
แอปพลิเคชัน: เม็ดมีดเกลียว (เช่นสำหรับสกรู) หน้าสัมผัสไฟฟ้าส่วนประกอบประปาบูช ความสามารถในการใช้งานที่ยอดเยี่ยมทำให้เหมาะสำหรับเม็ดมีดขนาดเล็กที่ซับซ้อน
เหล็ก (สแตนเลส, เหล็กกล้าคาร์บอน):
คุณสมบัติ: ความแข็งแรงสูงความแข็งสูงความต้านทานการสึกหรอที่ดีความทนทานที่ยอดเยี่ยม สแตนเลสให้ความต้านทานการกัดกร่อนที่เหนือกว่า
ข้อควรพิจารณา: หนักกว่าอลูมิเนียมสามารถมีแนวโน้มที่จะเกิดสนิม (เหล็กกล้าคาร์บอน) ต้องใช้อุณหภูมิการประมวลผลสูงสำหรับการล้นเกิน
การใช้งาน: การเสริมแรงโครงสร้าง, เพลา, พื้นผิวแบริ่ง, ขอบตัด (เครื่องมือผ่าตัด), ตัวยึด, ส่วนประกอบอุตสาหกรรมหนัก
ความเข้ากันได้ของวัสดุและการยึดเกาะ
การบรรลุความผูกพันที่แข็งแกร่งและเชื่อถือได้ระหว่างเม็ดมีดและวัสดุที่ล้นเหลือเป็นเป้าหมายสูงสุด พันธะนี้สามารถทำได้ผ่านกลไกต่าง ๆ ซึ่งมักจะทำงานร่วมกัน:
กลไกการประสานทางกล: นี่เป็นกลไกการเชื่อมที่พบได้บ่อยที่สุดและเชื่อถือได้ มันขึ้นอยู่กับวัสดุที่ล้นหลามที่ไหลเข้ามาในและรอบ ๆ คุณลักษณะ (ต่ำกว่า, หลุม, knurling, ร่อง) บนเม็ดมีดล็อคร่างกายทั้งสองเข้าด้วยกัน
พันธะเคมี: สิ่งนี้เกิดขึ้นเมื่อวัสดุที่มีการผูกมัดทางเคมีกับพื้นผิวของเม็ดมีด สิ่งนี้มักจะต้องใช้วัสดุที่มีขั้วที่เข้ากันได้หรือการรักษาพื้นผิวบนเม็ดมีด (เช่นไพรเมอร์, การรักษาด้วยพลาสมา) เพื่อส่งเสริมการยึดเกาะ วัสดุเช่น TPUs และ TPEs มักถูกออกแบบมาเพื่อผูกมัดได้ดีกับพื้นผิวพลาสติกแข็งเฉพาะ
การยึดติดของกาว (การยึดเกาะในโมลด์): บางครั้งก็มีการใช้ชั้นบาง ๆ ของกาวที่ใช้กับเม็ดมีดก่อนที่จะวางไว้ในแม่พิมพ์ ความร้อนและความดันของกระบวนการขึ้นรูปเปิดใช้งานกาวสร้างพันธะ
แรงเสียดทานพอดี / หดตัวลง: วัสดุที่เกินกำหนดเมื่อเย็นลงหดตัวแน่นรอบ ๆ เม็ดมีดสร้างแรงอัดที่แข็งแกร่งที่ยึดไว้ในสถานที่ สิ่งนี้มีประสิทธิภาพโดยเฉพาะอย่างยิ่งเมื่อวัสดุ overmold มีอัตราการหดตัวสูงกว่าเม็ดมีด
เทคนิคการเชื่อมในการแทรกมากเกินไป
ความสำเร็จของการแทรกโครงการที่มีขนาดใหญ่มากขึ้นบานพับอย่างมีวิจารณญาณในการยึดเกาะที่แข็งแกร่งระหว่างเม็ดมีดและวัสดุที่เกินกำหนด ซึ่งแตกต่างจากแอสเซมบลีแบบดั้งเดิมที่มีการยึดหรือกาวภายนอกสร้างข้อต่อการแทรกการล้นเกินจุดมุ่งหมายสำหรับการรวมกันที่ไร้รอยต่อ
1. การเชื่อมต่อกลไกเชิงกล
นี่เป็นวิธีการที่พบได้บ่อยที่สุดเชื่อถือได้และตรงไปตรงมาสำหรับการสร้างพันธะที่แข็งแกร่งในการแทรกมากเกินไปโดยเฉพาะอย่างยิ่งเมื่อพลาสติกที่สะสมอยู่บนโลหะหรือพลาสติกที่แตกต่างกัน
หลักการ: การเชื่อมต่อกลไกนั้นขึ้นอยู่กับวัสดุที่หลอมเหลวมากเกินไปที่ไหลเข้ามาและห่อหุ้มคุณสมบัติบนเม็ดมีดที่ป้องกันไม่ให้ถูกดึงออกมา เมื่อพลาสติกเย็นลงและแข็งตัวมันจะล็อคไปรอบ ๆ คุณสมบัติเหล่านี้สร้างการเชื่อมต่อทางกายภาพที่แข็งแกร่ง
คุณสมบัติการออกแบบสำหรับการเชื่อมต่อเชิงกล:
ผ่านหลุม: รูเจาะหรือเจาะผ่านเม็ดมีดช่วยให้พลาสติกไหลจากด้านหนึ่งไปอีกด้านหนึ่งทำให้เกิด 'หมุด' ของพลาสติกที่ล็อคเม็ดมีดเข้าที่อย่างปลอดภัย
Undercuts: คุณสมบัติบนเม็ดมีดที่สร้างช่องหรือพักผ่อน เมื่อพลาสติกไหลเข้าสู่การตัดราคานี้มันจะเป็นล็อคเชิงกล
Knurling: รูปแบบของสันเขาหรือร่องบนพื้นผิวของเม็ดมีด (มักจะอยู่บนหมุดเพลาหรือลักษณะทรงกระบอก) พลาสติกหลอมเหลวไหลเข้าสู่การซึมเศร้าเหล่านี้ให้จุดยึดขนาดเล็กจำนวนมาก
ร่องและสันเขา: ช่องทางโดยเจตนาหรือเส้นยกบนพื้นผิวของเม็ดมีดให้ทางเดินและจุดยึดสำหรับพลาสติก
พื้นผิวตาข่าย/รูพรุน: สำหรับเม็ดมีดหรือพื้นที่ขนาดใหญ่ที่ต้องการการห่อหุ้มอย่างมีนัยสำคัญ, ตาข่ายโลหะหรือแผ่นพรุนสามารถให้พื้นผิวที่กว้างขวางสำหรับพลาสติกที่จะไหลผ่านและพันธะ
ข้อดี: น่าเชื่อถือสูงและไม่รู้สึกถึงการปนเปื้อนของพื้นผิว (เมื่อเทียบกับพันธะเคมี) และมักจะให้ความแข็งแรงในการดึงออกมาอย่างดีเยี่ยม
ข้อเสีย: ต้องใช้คุณสมบัติการออกแบบที่เฉพาะเจาะจงบนเม็ดมีดซึ่งบางครั้งอาจเพิ่มความซับซ้อนในการแทรกการผลิต
2. พันธะเคมี
พันธะทางเคมีเกิดขึ้นเมื่อวัสดุที่มีค่ามากเกินไปก่อตัวเป็นพันธะโมเลกุลกับพื้นผิวของเม็ดมีด พันธะประเภทนี้สร้างอินเทอร์เฟซที่แข็งแกร่งและมองไม่เห็นบ่อยครั้ง
หลักการ: กระบวนการนี้ขึ้นอยู่กับความเข้ากันได้ทางเคมีระหว่างวัสดุทั้งสอง เมื่อพลาสติกหลอมเหลวสัมผัสกับพื้นผิวแทรกโดยเฉพาะอย่างยิ่งถ้าพื้นผิวได้รับการเตรียมหรือมีปฏิกิริยาตอบสนองโดยเนื้อแท้ปฏิกิริยาทางเคมี (เช่นพันธะโควาเลนต์พันธะไฮโดรเจนหรือกองกำลัง Van der Waals) เกิดขึ้นที่อินเทอร์เฟซหลอมรวมวัสดุในระดับโมเลกุล
ความจำเพาะของวัสดุ: อีลาสโตเมอร์เทอร์โมพลาสติกบางตัว (TPEs) และเทอร์โมพลาสติกโพลียูรีเทน (TPUs) ได้รับการกำหนดโดยเฉพาะกับการยึดติดทางเคมีกับสารตั้งต้นพลาสติกที่แข็งบางอย่าง (เช่น TPEs ที่ออกแบบมาเพื่อเชื่อมต่อกับ ABS, PC, ไนลอนหรือ PP) นี่คือความสำเร็จโดยวิศวกรรมเคมีของ TPE ให้เข้ากันได้กับโซ่พอลิเมอร์ของสารตั้งต้น
ความสำคัญของพลังงานพื้นผิว: สำหรับพันธะเคมีที่มีประสิทธิภาพพลังงานพื้นผิวของเม็ดมีดจะต้องสูงกว่าหรือเข้ากันได้กับแรงตึงผิวของพลาสติกหลอมเหลว พลังงานพื้นผิวต่ำ (เช่นบนพื้นผิวมันหรือไม่สะอาด) สามารถนำไปสู่การเปียกและพันธะที่อ่อนแอ
ข้อดี: สร้างพันธะที่แข็งแกร่งและทนทานอย่างมากมักจะกลายเป็นซีล Hermetic ไม่จำเป็นต้องมีคุณสมบัติเชิงกลขนาดมหึมาบนเม็ดมีด
ข้อเสีย: มีความไวต่อความสะอาดของพื้นผิวและความเข้ากันได้ของวัสดุมาก ต้องใช้การจับคู่วัสดุที่เฉพาะเจาะจง
3. พันธะกาว (การยึดเกาะในโมล)
ในขณะที่น้อยกว่าวิธีการพันธะหลักกว่าการยึดติดทางกลหรือสารเคมีการยึดติดกาวในโมลด์นั้นเกี่ยวข้องกับการใช้ชั้นกาวเพื่อส่งเสริมการยึดเกาะ
หลักการ: ชั้นบาง ๆ ของกาวที่เข้ากันได้จะถูกนำไปใช้กับเม็ดมีดก่อนที่จะวางลงในแม่พิมพ์ ความร้อนและความดันจากกระบวนการฉีดขึ้นรูปจากนั้นเปิดใช้งานหรือรักษากาวก่อให้เกิดพันธะระหว่างเม็ดมีดและวัสดุที่เกินขนาด
ประเภทของกาว: กาวที่มีความเชี่ยวชาญเฉพาะด้านมักจะเป็นเรซิน thermosetting หรือการหลอมเหลวที่เกิดจากปฏิกิริยาที่ออกแบบมาเพื่อทนต่ออุณหภูมิการขึ้นรูป
ข้อดี: สามารถอำนวยความสะดวกในการเชื่อมระหว่างวัสดุที่เข้ากันไม่ได้เป็นอย่างอื่น สามารถให้การยึดเกาะที่แข็งแกร่งและสม่ำเสมอ
ข้อเสีย: เพิ่มขั้นตอนพิเศษให้กับกระบวนการผลิต (แอปพลิเคชันกาว) ต้องมีการควบคุมความหนาของกาวอย่างระมัดระวังและพารามิเตอร์การบ่ม สามารถเพิ่มต้นทุนชิ้นส่วนโดยรวมได้เนื่องจากวัสดุกาวและความซับซ้อนของกระบวนการ น้อยกว่าสำหรับกระบวนการอัตโนมัติปริมาณสูงเว้นแต่จำเป็นอย่างยิ่ง
การเตรียมพื้นผิว
โดยไม่คำนึงถึงกลไกการยึดเกาะหลักการเตรียมพื้นผิวที่เหมาะสมของเม็ดมีดเป็นสิ่งสำคัญสำหรับการยึดเกาะสูงสุด สารปนเปื้อนและพลังงานพื้นผิวที่ไม่สอดคล้องกันสามารถทำให้พันธะใด ๆ ลดลงอย่างมีนัยสำคัญ
การทำความสะอาด: นี่เป็นขั้นตอนพื้นฐานที่สุด เม็ดมีดจะต้องปราศจากน้ำมันจาระบีฝุ่นละอองตัวแทนปล่อยเชื้อราลายนิ้วมือและสิ่งตกค้างอื่น ๆ วิธีการทำความสะอาดทั่วไป ได้แก่ :
ตัวทำละลายการเสื่อมสภาพ: การใช้ตัวทำละลายเช่นไอโซโพรพิลแอลกอฮอล์อะซิโตนหรือน้ำยาทำความสะอาดอุตสาหกรรมพิเศษ
การทำความสะอาดน้ำ: การใช้ผงซักฟอกและน้ำมักจะตามด้วยการล้างและทำให้แห้ง
การทำความสะอาดอัลตราโซนิก: การใช้คลื่นเสียงความถี่สูงในอ่างน้ำเหลวเพื่อกำจัดสารปนเปื้อน
การเปิดใช้งาน/การปรับเปลี่ยนพื้นผิว: เพื่อเพิ่มพันธะเคมีพลังงานพื้นผิวของเม็ดมีดสามารถเพิ่มขึ้นได้หรือการทำปฏิกิริยาทางเคมีดีขึ้น:
การรักษาด้วยพลาสมา: การใช้การปล่อยพลาสมาเพื่อทำความสะอาดแกะสลักและเปิดใช้งานพื้นผิวในระดับโมเลกุล มีประสิทธิภาพสูงสำหรับพลาสติกและโลหะบางชนิด
การรักษาด้วยเปลวไฟ: ผ่านพื้นผิวอย่างรวดเร็วผ่านเปลวไฟเพื่อออกซิไดซ์และเปิดใช้งาน ทั่วไปสำหรับ polyolefins
การรักษาโคโรนา: การใช้การปล่อยไฟฟ้าความถี่สูงเพื่อเปลี่ยนพื้นผิว
การเสียดสีเชิงกล: ทำให้พื้นผิวขรุขระเบา ๆ (เช่นการเป่าด้วยทราย ต้องใช้ความระมัดระวังเพื่อไม่ให้เกิดความเสียหายต่อการแทรก
ไพรเมอร์/ผู้สนับสนุนการยึดเกาะ: การใช้ไพรเมอร์สารเคมีที่ทำหน้าที่เป็นสะพานเชื่อมระหว่างเม็ดมีดและวัสดุที่เกินขนาด สิ่งนี้มักใช้สำหรับพื้นผิวที่ยากต่อการติดเชื้อหรือเมื่อจำเป็นต้องใช้พันธะเคมีที่แข็งแกร่งมาก
โดยการพิจารณาอย่างพิถีพิถันในการพิจารณาเทคนิคการเชื่อมและการเตรียมพื้นผิวอย่างละเอียดผู้ผลิตสามารถมั่นใจได้ว่าการสร้างส่วนประกอบที่มีความทนทานและเชื่อถือได้สูงและเชื่อถือได้ซึ่งตรงตามข้อกำหนดประสิทธิภาพที่ต้องการมากที่สุด
แอปพลิเคชันของการแทรกมากเกินไป
ความสามารถพิเศษของการแทรกมากเกินไปเพื่อรวมคุณสมบัติที่ดีที่สุดของวัสดุที่แตกต่างกันเข้ากับองค์ประกอบเดียวที่เหนียวแน่นทำให้มันเป็นกระบวนการที่ขาดไม่ได้ในอุตสาหกรรมที่หลากหลาย จากการเพิ่มความปลอดภัยและความทนทานไปจนถึงการปรับปรุงความสวยงามและการใช้งานการแก้ปัญหาที่มากเกินไปพบได้ในผลิตภัณฑ์นับไม่ถ้วนที่เราใช้ทุกวัน
1. อุตสาหกรรมยานยนต์
ภาคยานยนต์เป็นผู้ใช้ที่สำคัญในการแทรกมากเกินไปเนื่องจากความต้องการสำหรับการลดน้ำหนักเบาความสวยงามที่ดีขึ้นการลดเสียงรบกวนและการรวมฟังก์ชั่นที่ซับซ้อน
ลูกบิดเปลี่ยนเกียร์และการตกแต่งภายใน: มักจะมีพลาสติกที่แข็งหรือแกนโลหะมากเกินไปด้วย elastomers เทอร์โมพลาสติกแบบสัมผัส (TPEs) หรือ thermoplastic polyurethanes (TPUs) เพื่อความสะดวกสบายตามหลักสรีรศาสตร์ความรู้สึกพรีเมี่ยมและการสั่นสะเทือน
ตัวเรือนเซ็นเซอร์และตัวเชื่อมต่อ: เซ็นเซอร์อิเล็กทรอนิกส์ที่สำคัญ (เช่นสำหรับการจัดการเครื่องยนต์ระบบ ADAS) มักจะมีพลาสติกที่ทนทานและทนความร้อนได้ หมุดโลหะหรือวงจรถูกห่อหุ้มเพื่อป้องกันความชื้นสารเคมีและการสั่นสะเทือนเพื่อให้มั่นใจถึงความน่าเชื่อถือในสภาพแวดล้อมที่ไม่ดี
ส่วนประกอบพวงมาลัย: เกราะโลหะและส่วนประกอบอิเล็กทรอนิกส์ถูกครอบงำด้วยพลาสติกต่าง ๆ เพื่อสร้างการประกอบพวงมาลัยที่สมบูรณ์ตามหลักสรีรศาสตร์
สายรัดลวดและชุดสายเคเบิล: ขั้วโลหะและสายไฟถูกครอบงำด้วยพลาสติกเพื่อสร้างตัวเชื่อมต่อที่มีความแข็งแกร่งและปิดผนึกซึ่งทนต่อการดึงออกความชื้นและการสึกหรอที่สำคัญสำหรับระบบไฟฟ้าของยานพาหนะ
มือจับประตูและสลัก: การล้นเกินสามารถรวมกลไกการกระตุ้นด้วยโลหะเข้ากับตัวเรือนพลาสติกเพื่อความทนทานและผิวที่ราบรื่นและสวยงาม
แผ่นแป้นเบรก: แขนเหยียบโลหะถูกล้นเหลือด้วยยางป้องกันลื่นหรือวัสดุ TPE เพื่อความปลอดภัยและความรู้สึกของผู้ขับขี่ที่ดีขึ้น
2. อุปกรณ์การแพทย์
ความแม่นยำความเข้ากันได้ทางชีวภาพความสามารถในการทำหมันและการออกแบบตามหลักสรีรศาสตร์เป็นสิ่งสำคัญยิ่งในสาขาการแพทย์
ด้ามจับเครื่องมือผ่าตัด: เครื่องมือผ่าตัดโลหะแข็ง (เช่นมีดผ่าตัด, คีม) มักจะถูกครอบงำด้วย TPEs หรือซิลิโคนเพื่อให้ด้ามจับที่ไม่ลื่นสำหรับศัลยแพทย์ปรับปรุงการควบคุมและลดความเหนื่อยล้าในระหว่างขั้นตอนที่ยาวนาน วัสดุเหล่านี้มักจะต้องทนต่อวัฏจักรการฆ่าเชื้อที่รุนแรง
ส่วนประกอบอุปกรณ์การวินิจฉัย: ส่วนประกอบอิเล็กทรอนิกส์ภายในโพรบหรือเส้นทางของฟลูอิดิคมักจะถูกครอบงำด้วยพลาสติกที่เข้ากันได้ทางชีวภาพเพื่อสร้างที่ปิดผนึกฆ่าเชื้อและง่ายต่อการทำความสะอาด
ท่อทางการแพทย์และตัวเชื่อมต่อ: ขั้วต่อโลหะหรือพลาสติกแข็งมีวัสดุที่ยืดหยุ่นมากเกินไป (เช่น TPE เกรดทางการแพทย์, ซิลิโคน) เพื่อสร้างซีลป้องกันการรั่วไหลการเชื่อมต่อที่ปลอดภัยและอินเทอร์เฟซตามหลักสรีรศาสตร์สำหรับสาย IV, สายสวนและระบบการจัดส่งของเหลวอื่น ๆ
อุปกรณ์การแพทย์ที่สวมใส่ได้: เซ็นเซอร์และแผงวงจรถูกห่อหุ้มภายใน overmolds ที่เป็นมิตรกับผิวนุ่มเป็นมิตรสำหรับอุปกรณ์เช่นจอมอนิเตอร์กลูโคสหรือตัวติดตามอัตราการเต้นของหัวใจอย่างต่อเนื่องเพื่อความสะดวกสบายและการป้องกัน
เครื่องมือทางทันตกรรม: เคล็ดลับการทำงานของโลหะนั้นมีด้ามจับพลาสติกตามหลักสรีรศาสตร์เพื่อความสะดวกสบายและการควบคุมของทันตแพทย์ที่ดีขึ้น
3. สินค้าอุปโภคบริโภค
ตั้งแต่อุปกรณ์พกพาไปจนถึงเครื่องใช้ในครัวเรือนการล้นเกินช่วยเพิ่มความทนทานความสวยงามและประสบการณ์ของผู้ใช้ในสินค้าอุปโภคบริโภคที่หลากหลาย
Grips Tool Power: แอปพลิเคชันที่เป็นที่รู้จักมากที่สุด เครื่องมือพลาสติกหรือโลหะที่แข็งทึบนั้นมี TPEs มากเกินไปเพื่อให้ความสะดวกสบายไม่ลื่นการสั่นสะเทือนเพื่อเพิ่มความปลอดภัยและความสะดวกสบายของผู้ใช้
มือจับแปรงสีฟันไฟฟ้า: มอเตอร์และแบตเตอรี่ภายในถูกปิดผนึกภายในเปลือกพลาสติกที่แข็งซึ่งมักจะถูกครอบงำด้วย TPE เพื่อยึดเกาะที่สะดวกสบายกันน้ำ
มือจับเครื่องใช้ในครัว: spatulas โลหะ, วิสกี้, และมีดถูกครอบงำด้วยความทนทานต่อความร้อนพลาสติกตามหลักสรีรศาสตร์หรือที่จับซิลิโคนเพื่อความสะดวกสบายและการยึดเกาะที่ดีขึ้นในระหว่างการปรุงอาหาร
สิ่งที่แนบมาอุปกรณ์อิเล็กทรอนิกส์: การควบคุมระยะไกล, คอนโทรลเลอร์เกมและอุปกรณ์สมาร์ทโฮมมักจะมีฐานพลาสติกแข็งด้วยการสัมผัสแบบอ่อนนุ่มสำหรับการยึดเกาะที่ดีขึ้นความทนทานและความรู้สึกพรีเมี่ยม วงจรภายในยังสามารถห่อหุ้มได้
สินค้ากีฬา: ด้ามจับจักรยาน, ด้ามจับกอล์ฟ, มาสก์สกูบา, และรองเท้ากีฬามักใช้ประโยชน์มากเกินไปเพื่อรวมองค์ประกอบโครงสร้างที่เข้มงวดเข้ากับวัสดุที่นุ่มนวลและมีความสะดวกสบาย
ผลิตภัณฑ์ดูแลส่วนบุคคล: ด้ามจับมีดโกน, แปรงผมและเครื่องสำอางใช้การใช้งานมากเกินไปสำหรับการออกแบบตามหลักสรีรศาสตร์และการดึงดูดความสนใจที่เพิ่มขึ้น
4. ส่วนประกอบอุตสาหกรรม
ในการตั้งค่าอุตสาหกรรมมีการใช้งานมากเกินไปเพื่อสร้างส่วนประกอบที่แข็งแกร่งและมีประสิทธิภาพสูงซึ่งสามารถทนต่อสภาพการทำงานที่ต้องการปรับปรุงความปลอดภัยและรวมฟังก์ชั่น
ปะเก็นและแมวน้ำ: เม็ดมีดโลหะสามารถล้นเหลือด้วยวัสดุอีลาสโตเมอร์เพื่อสร้างโซลูชันการปิดผนึกที่ทนทานและแม่นยำสูงสำหรับปั๊มวาล์วและสิ่งที่แนบมาให้ประสิทธิภาพที่เหนือกว่าเมื่อเทียบกับปะเก็นการบีบอัดแบบดั้งเดิม
ตัวเชื่อมต่อและสวิตช์ไฟฟ้า: หน้าสัมผัสโลหะและขั้วมีการล้นเกินด้วยพลาสติกฉนวนเพื่อสร้างการเชื่อมต่อที่ปิดผนึกแข็งแกร่งและปลอดภัยการเชื่อมต่อไฟฟ้าป้องกันความชื้นฝุ่นและไฟฟ้าช็อต
ใบพัดและเกียร์: เพลาโลหะหรือฮับสามารถล้นด้วยพลาสติกวิศวกรรมเพื่อสร้างใบพัดหรือเกียร์ที่มีน้ำหนักเบาด้วยความต้านทานการกัดกร่อนที่ดีขึ้นการลดเสียงรบกวนและความเฉื่อยลดลง
เครื่องมือและประแจมือ: เครื่องมือโลหะมีการล้นมือจับพลาสติกที่ทนทานและทนต่อสารเคมีเพื่อปรับปรุงการยศาสตร์ให้ฉนวนไฟฟ้าและลดความเมื่อยล้าของผู้ใช้
การติดตั้งและตัวหน่วงการสั่นสะเทือน: ตัวยึดโลหะหรือฐานพลาสติกที่แข็งทื่อจะถูกครอบงำด้วยอิลาสโตเมอร์อ่อนเพื่อสร้างส่วนประกอบที่แยกการสั่นสะเทือนในเครื่องจักรและอุปกรณ์ลดเสียงรบกวนและยืดอายุการใช้งานผลิตภัณฑ์
ข้อดีและข้อเสียของการแทรกมากเกินไป
ในขณะที่การแทรกมากเกินไปนำเสนอโซลูชันที่มีประสิทธิภาพสำหรับการสร้างส่วนประกอบวัสดุหลายวัสดุเช่นกระบวนการผลิตใด ๆ มันมาพร้อมกับชุดของผลประโยชน์และข้อ จำกัด ของตัวเอง ความเข้าใจที่ชัดเจนเกี่ยวกับข้อดีและข้อเสียเหล่านี้เป็นสิ่งจำเป็นสำหรับการพิจารณาว่าการล้นเกินเป็นวิธีที่เหมาะสมที่สุดสำหรับแอปพลิเคชันที่กำหนดหรือไม่
ข้อดี (ข้อดี)
การแทรกมากเกินไปให้ประโยชน์ที่สำคัญซึ่งมักจะมีค่ามากกว่าความท้าทายทำให้เป็นตัวเลือกที่ต้องการสำหรับการออกแบบผลิตภัณฑ์ที่ซับซ้อนมากมาย
การลดต้นทุน (ระยะยาว):
เวลาการประกอบที่ลดลง: โดยการรวมส่วนประกอบหลายอย่างเข้าด้วยกันเป็นหนึ่งเดียวทำให้เกินความจำเป็นที่จำเป็นสำหรับขั้นตอนการประกอบแยกต่างหากเช่นการสกรูการติดกาวหรือการเชื่อม สิ่งนี้จะช่วยลดต้นทุนแรงงานและเพิ่มความเร็วในรอบการผลิต
ส่วนประกอบที่น้อยลงในการจัดการ: การรวมชิ้นส่วนช่วยลดความซับซ้อนของการจัดการสินค้าคงคลังการจัดซื้อและโลจิสติกส์ซัพพลายเชน
เศษซากที่ลดลงและการทำซ้ำ: กระบวนการที่ได้รับการออกแบบมาอย่างดีสามารถสร้างชิ้นส่วนที่สอดคล้องกันได้มากลดการปฏิเสธที่เกี่ยวข้องกับการประกอบที่ผิดพลาดหรือส่วนประกอบที่ไม่ตรงแนว
ปรับปรุงประสิทธิภาพและการทำงานของชิ้นส่วน:
คุณสมบัติการทำงานร่วมกันของวัสดุ: ช่วยให้การรวมกันของวัสดุที่มีลักษณะแตกต่างกันอย่างมากมาย (เช่นโลหะแข็งเพื่อความแข็งแรงพลาสติกที่ยืดหยุ่นสำหรับการยึดเกาะโลหะนำไฟฟ้าด้วยไฟฟ้าด้วยพลาสติกฉนวน) เพื่อให้ได้ประสิทธิภาพโดยรวมที่เหนือกว่า
ความทนทานและความน่าเชื่อถือที่เพิ่มขึ้น: พันธะแบบบูรณาการระหว่างเม็ดมีดและการ overmold มักจะส่งผลให้ส่วนที่แข็งแกร่งมากขึ้นลดการสัมผัสการคลายหรือความเหนื่อยล้าของวัสดุที่สามารถเกิดขึ้นได้ในส่วนประกอบที่ประกอบขึ้นตามแบบดั้งเดิม มันสร้างการเชื่อมต่อที่แข็งแกร่งและถาวรมากขึ้น
ความสามารถในการปิดผนึกที่เพิ่มขึ้น: การล้นเกินสามารถสร้างซีล Hermetic รอบ ๆ เม็ดมีดปกป้องอุปกรณ์อิเล็กทรอนิกส์ที่ละเอียดอ่อนหรือป้องกันการรั่วไหลของของเหลว
การสั่นสะเทือนและการลดเสียงรบกวน: overmolds ที่อ่อนนุ่มสามารถดูดซับแรงกระแทกและการสั่นสะเทือนที่ลดลงช่วยปรับปรุงอายุการใช้งานที่ยาวนานของผลิตภัณฑ์และความสะดวกสบายของผู้ใช้
การออกแบบความยืดหยุ่นและความสวยงาม:
รูปทรงเรขาคณิตที่ซับซ้อน: ช่วยให้การสร้างชิ้นส่วนที่ซับซ้อนซึ่งอาจเป็นเรื่องยากหรือเป็นไปไม่ได้ที่จะผลิตโดยใช้การขึ้นรูปวัสดุเดี่ยวหรือวิธีการประกอบแบบเดิม
คุณสมบัติแบบบูรณาการ: ช่วยให้การรวมคุณสมบัติอย่างราบรื่นเช่นเม็ดมีดเกลียว, วงจรอิเล็กทรอนิกส์, เซ็นเซอร์หรือจับตามหลักสรีรศาสตร์โดยตรงในส่วน
ความสวยงามที่ได้รับการปรับปรุง: ให้ความสามารถแก่นักออกแบบในการสร้างพื้นผิวหลายสีพื้นผิวและพื้นผิวสัมผัสที่ช่วยเพิ่มความน่าดึงดูดของผลิตภัณฑ์และการยศาสตร์ซึ่งมักจะกำจัดสกรูหรือตะเข็บที่มองเห็นได้
ข้อเสีย (ข้อเสีย)
แม้จะมีข้อได้เปรียบมากมาย แต่การแทรกมากเกินไปนำเสนอความท้าทายบางอย่างที่ต้องได้รับการพิจารณาอย่างรอบคอบในระหว่างขั้นตอนการวางแผนและการออกแบบ
ต้นทุนเครื่องมือเริ่มต้นที่สูงขึ้น:
แม่พิมพ์ที่ซับซ้อน: เครื่องมือที่มีขนาดใหญ่เกินกว่านั้นมีความซับซ้อนมากกว่าแม่พิมพ์ฉีดมาตรฐานเพราะพวกเขาจะต้องรองรับและรักษาความปลอดภัยให้ได้อย่างแม่นยำ สิ่งนี้มักจะต้องใช้การออกแบบแกนกลางและโพรงที่ซับซ้อนสถานที่ตั้งประตูพิเศษและคุณสมบัติระบบอัตโนมัติที่อาจนำไปสู่การลงทุนล่วงหน้าที่สูงขึ้น
เครื่องมือหลายช็อต: สำหรับการช็อตหลายครั้งความซับซ้อนของเครื่องมือและค่าใช้จ่ายเพิ่มขึ้นอย่างมีนัยสำคัญเนื่องจากเกี่ยวข้องกับโพรงหลายช่องหมุน platens หรือกลไกการถ่ายโอนภายในแม่พิมพ์เดียว
ปัญหาความเข้ากันได้ของวัสดุ:
ความท้าทายในการยึดเกาะ: การบรรลุพันธะที่แข็งแกร่งและสม่ำเสมออาจเป็นสิ่งที่ท้าทายโดยเฉพาะอย่างยิ่งระหว่างวัสดุที่แตกต่างกันด้วยพลังงานพื้นผิวต่ำหรือความแตกต่างอย่างมากในค่าสัมประสิทธิ์การขยายตัวทางความร้อน สิ่งนี้สามารถนำไปสู่การปราบปรามการบิดเบือนหรือการแตกร้าว
การประมวลผลอุณหภูมิข้อ จำกัด : อุณหภูมิหลอมเหลวของวัสดุที่มากเกินไปจะต้องต่ำพอที่จะไม่ทำให้เกิดความเสียหายหรือลดระดับวัสดุเม็ดมีด สิ่งนี้สามารถ จำกัด ตัวเลือกวัสดุ
การหดตัวที่แตกต่าง: เมื่อพลาสติกเย็นเกินไปมันจะหดตัวลง หากวัสดุแทรกมีค่าสัมประสิทธิ์การขยายตัวทางความร้อนที่แตกต่างกันอย่างมีนัยสำคัญการหดตัวที่แตกต่างนี้สามารถทำให้เกิดความเครียดภายในซึ่งนำไปสู่การแปรปรวนการแตกหรือความล้มเหลวของพันธะเมื่อเวลาผ่านไป
เพิ่มเวลารอบ (ในบางกรณี):
แทรกการโหลด: หากมีการโหลดเม็ดมีดด้วยตนเองสิ่งนี้จะเพิ่มเวลารอบโดยรวมส่งผลกระทบต่อประสิทธิภาพการผลิต แม้แต่การโหลดอัตโนมัติก็เพิ่มการเพิ่มขึ้นเล็กน้อย
เวลาเย็นลง: การปรากฏตัวของเม็ดมีดบางครั้งอาจส่งผลกระทบต่อความสม่ำเสมอของการระบายความร้อนซึ่งอาจต้องใช้วัฏจักรการระบายความร้อนที่ยาวนานขึ้นเพื่อป้องกันการแปรปรวนหรือบรรลุการแข็งตัวอย่างเต็มที่โดยเฉพาะอย่างยิ่งหากเม็ดมีดทำหน้าที่เป็นอ่างล้างจาน
ความเสี่ยงของการแทรกความเสียหายหรือการวางผิด:
แรงดันการฉีดสูง: แรงของการฉีดพลาสติกหลอมเหลวสามารถโค้งงอแตกหรือแทนที่เม็ดมีดที่ละเอียดอ่อนหากไม่ได้รับการสนับสนุนอย่างเพียงพอหรือหากพารามิเตอร์การฉีดไม่ได้รับการปรับให้เหมาะสม
การวางตำแหน่งที่แม่นยำ: การรักษาตำแหน่งเม็ดมีดที่แน่นอนภายในแม่พิมพ์อาจเป็นสิ่งที่ท้าทายและการเยื้องศูนย์ใด ๆ สามารถนำไปสู่ชิ้นส่วนที่มีข้อบกพร่อง
ความซับซ้อนในการออกแบบ:
การออกแบบที่พึ่งพาซึ่งกันและกัน: การออกแบบของเม็ดมีดและ overmold เชื่อมโยงกันอย่างแยกไม่ออก การเปลี่ยนแปลงหนึ่งมักจะจำเป็นต้องมีการเปลี่ยนแปลงอื่น ๆ ซึ่งต้องการกระบวนการออกแบบแบบบูรณาการและวนซ้ำมากขึ้น
ความสำคัญของ DFM: การออกแบบเพื่อการผลิต (DFM) มีความสำคัญยิ่งในการล้นเกิน ความผิดพลาดในการออกแบบอาจมีค่าใช้จ่ายสูงมากในการแก้ไขเมื่อทำเครื่องมือ
แม้จะมีความท้าทายเหล่านี้เมื่อวางแผนและดำเนินการอย่างรอบคอบข้อดีของการแทรกมากเกินไปในแง่ของประสิทธิภาพส่วนหนึ่งประสิทธิภาพต้นทุนในปริมาณสูงและเสรีภาพในการออกแบบมักจะทำให้เป็นตัวเลือกที่ดีกว่าสำหรับแอปพลิเคชันที่ซับซ้อนและหลากหลาย กุญแจสู่ความสำเร็จคือการออกแบบอย่างละเอียดการเลือกวัสดุและการเพิ่มประสิทธิภาพกระบวนการ
กรณีศึกษา
ตัวอย่างในโลกแห่งความเป็นจริงแสดงให้เห็นถึงศักยภาพการเปลี่ยนแปลงของการแทรกมากเกินไป กรณีศึกษาเหล่านี้เน้นว่ากระบวนการนี้แก้ปัญหาความท้าทายทางวิศวกรรมที่ซับซ้อนเพิ่มประสิทธิภาพประสิทธิภาพและบรรลุประสิทธิภาพการผลิตที่สำคัญ
กรณีศึกษา 1: ที่อยู่อาศัยเซ็นเซอร์ยานยนต์
ความท้าทาย: ผู้ผลิตยานยนต์ชั้นนำที่จำเป็นในการผลิตที่อยู่อาศัยเซ็นเซอร์ขนาดกะทัดรัดและทนทานสูงสำหรับระบบช่วยเหลือผู้ขับขี่ขั้นสูง (ADAS) เซ็นเซอร์ต้องมีการจัดตำแหน่งที่แม่นยำการป้องกันจากสภาพแวดล้อมที่อยู่ภายใต้ฮูดที่รุนแรง (ความผันผวนของอุณหภูมิความชื้นสารเคมี) และการแยกไฟฟ้าของวงจรภายในที่ละเอียดอ่อน การประกอบแบบดั้งเดิมด้วยปะเก็นและสารประกอบที่มีราคาแพงมีแนวโน้มที่จะรั่วไหลและใช้แรงงานมาก
วิธีแก้ปัญหาที่มากเกินไป: การใส่ส่วนเกินได้รับเลือกให้ห่อหุ้มเซ็นเซอร์โลหะและการเดินสายภายใน
INSERT: ส่วนประกอบเซ็นเซอร์โลหะที่มีการกลึงอย่างแม่นยำพร้อมสายไฟฝังและหมุดเชื่อมต่อ
วัสดุที่มีค่าเกิน: PBT ที่มีประสิทธิภาพสูงที่เต็มไปด้วยแก้ว (polybutylene terephthalate) ได้รับการคัดเลือกสำหรับความต้านทานทางเคมีที่ยอดเยี่ยมความเสถียรทางความร้อนและความเสถียรของมิติ
กระบวนการ: เซ็นเซอร์โลหะถูกวางไว้ในแม่พิมพ์ จากนั้น PBT นั้นถูกฉีดเข้าไปในเซ็นเซอร์อย่างสมบูรณ์และสร้างซีลที่มีความแข็งแกร่งและมีความแข็งแกร่งรอบ ๆ การเชื่อมต่อไฟฟ้า
ประโยชน์ที่ได้รับ:
ความทนทานที่เพิ่มขึ้น: overmold ที่ไร้รอยต่อให้การปกป้องที่เหนือกว่ากับปัจจัยด้านสิ่งแวดล้อมซึ่งขยายอายุการใช้งานของเซ็นเซอร์อย่างมีนัยสำคัญ
การลดต้นทุน: กำจัดขั้นตอนการประกอบหลายขั้นตอน (การปลูก, ปะเก็น, การยึด), ลดค่าแรงและค่าใช้จ่ายวัสดุมากกว่า 30%
ความน่าเชื่อถือที่ดีขึ้น: ลดเส้นทางการรั่วไหลที่อาจเกิดขึ้นและจุดที่ล้มเหลวเมื่อเทียบกับการประกอบแบบดั้งเดิม
Miniaturization: ได้รับอนุญาตสำหรับการออกแบบที่กะทัดรัดมากขึ้นเนื่องจากลักษณะแบบบูรณาการของส่วนประกอบ
กรณีศึกษา 2: ด้ามจับเครื่องมือศัลยกรรมตามหลักสรีรศาสตร์
ความท้าทาย: บริษัท อุปกรณ์การแพทย์มีวัตถุประสงค์เพื่อปรับปรุงการยศาสตร์และความปลอดภัยของเครื่องมือตัดการผ่าตัดที่ใช้ซ้ำได้ ด้ามจับโลหะที่มีอยู่นั้นลื่นเมื่อเปียกทำให้เกิดความเหนื่อยล้าในระหว่างขั้นตอนยาวและต้องใช้กระบวนการติดกาวที่ใช้แรงงานมากสำหรับการจับยาง ความเข้ากันได้กับการทำหมันก็มีความสำคัญเช่นกัน
โซลูชันที่มีขนาดใหญ่เกินกว่า: ใบมีดโลหะและก้านถูกครอบงำด้วยเครื่องตอกย้ำเทอร์โมพลาสติก (TPE)
INSERT: ใบมีดสแตนเลสสตีลแข็งและรสอินทิกรัล (ส่วนจับ)
วัสดุ Overmold: TPE แบบกำหนดเองที่กำหนดเองได้ถูกเลือกสำหรับความรู้สึกแบบนุ่มนวลคุณสมบัติที่ไม่ลื่นแม้ในขณะที่เปียกและความสามารถในการทนต่อการฆ่าเชื้อไอน้ำซ้ำ ๆ
กระบวนการ: ถังโลหะอยู่ในตำแหน่งที่แม่นยำในโพรงแม่พิมพ์ TPE ถูกฉีดรอบ ๆ มันทำให้เกิดการยึดเกาะตามหลักสรีรศาสตร์ที่มีคุณสมบัติพื้นผิว คุณสมบัติการเชื่อมต่อกลไก (ร่อง, ผ่านหลุม) ได้รับการออกแบบลงในเม็ดมีดโลหะเพื่อให้แน่ใจว่าพันธะที่แข็งแกร่งและถาวร
ประโยชน์ที่ได้รับ:
การยศาสตร์ที่เหนือกว่า: การจับ TPE แบบสัมผัสอ่อนช่วยปรับปรุงความสะดวกสบายและการควบคุมของศัลยแพทย์ลดความเหนื่อยล้าของมือ
ความปลอดภัยที่เพิ่มขึ้น: พื้นผิวที่ไม่ลื่นลดความเสี่ยงของการลื่นไถลโดยไม่ตั้งใจในระหว่างขั้นตอนที่สำคัญ
ปรับปรุงการผลิตและการประหยัดต้นทุน: กำจัดขั้นตอนการติดกาวแบบแมนนวลส่งผลให้กระบวนการสะอาดลดแรงงานและการผลิตที่เร็วขึ้น
ความเข้ากันได้กับการทำหมัน: TPE ที่เลือกยังคงรักษาความสมบูรณ์และความแข็งแรงของพันธะผ่านโปรโตคอลการฆ่าเชื้ออย่างเข้มงวด
กรณีศึกษา 3: รีโมทคอนโทรลอุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค
ความท้าทาย: ผู้ผลิตอุปกรณ์อิเล็กทรอนิกส์ผู้บริโภคต้องการปรับปรุงความรู้สึกสัมผัสความต้านทานลดลงและความสวยงามโดยรวมของการควบคุมระยะไกลระดับสูง การออกแบบดั้งเดิมคือพลาสติกแข็งมีแนวโน้มที่จะแตกเมื่อทิ้งและรู้สึกว่า "ราคาถูก"
โซลูชันที่เกินความจำเป็น: กระบวนการช็อตสองครั้ง (หลายนัด) ถูกนำมาใช้เพื่อสร้างร่างกายของรีโมต
นัดแรก (แทรก/สารตั้งต้น): พลาสติก ABS (อะคริโลนิทรีนบิวทาดีนสไตรีน) ที่แข็งตัวของ ABS (Acrylonitrile Butadiene Styrene) ก่อตัวเป็นแกนโครงสร้างและหลุมปุ่มของรีโมท
นัดที่สอง (overmold): TPE สูตรพิเศษถูกฉีดผ่านส่วนต่าง ๆ ของ ABS สร้างเปลือกนอกที่นุ่มนวล
กระบวนการ: ส่วนประกอบ ABS ถูกหล่อขึ้นรูปในโพรงแรกจากนั้นถ่ายโอนโดยอัตโนมัติ (ผ่านการหมุนของเชื้อราหรือแขนหุ่นยนต์) ไปยังโพรงที่สองที่ TPE ถูกฉีด
ประโยชน์ที่ได้รับ:
ความรู้สึกสัมผัสระดับพรีเมี่ยม: TPE overmold ให้พื้นผิวสัมผัสที่นุ่มและนุ่มซึ่งช่วยเพิ่มประสบการณ์การใช้งานของผู้ใช้อย่างมีนัยสำคัญ
ความต้านทานการตกที่ดีขึ้น: ชั้นด้านนอกของ Elastomeric ดูดซับแรงกระแทกทำให้ระยะไกลมีความทนทานมากขึ้นและมีแนวโน้มที่จะได้รับความเสียหายน้อยลงจากการลดลงโดยไม่ตั้งใจ
การเพิ่มความสวยงาม: เปิดใช้งานการออกแบบวัสดุหลายวัสดุที่มีพื้นผิวและความแตกต่างของสีที่แตกต่างกันยกระดับการรับรู้คุณภาพและการออกแบบที่ซับซ้อนของผลิตภัณฑ์
การผลิตที่มีความคล่องตัว: กระบวนการสองช็อตอนุญาตให้สร้างส่วนที่ซับซ้อนและหลากหลายในรอบการขึ้นรูปเดี่ยวลดเวลาการประกอบและโลจิสติกส์
ตัวอย่างเหล่านี้ตอกย้ำว่าการใส่มากเกินไปไม่ได้เกี่ยวกับการรวมวัสดุเท่านั้น มันเกี่ยวกับโซลูชั่นบูรณาการทางวิศวกรรมที่ให้ประสิทธิภาพที่เหนือกว่าประสิทธิภาพและการดึงดูดตลาด
แนวทางปฏิบัติที่ดีที่สุดสำหรับการแทรกมากเกินไป
การบรรลุผลลัพธ์ที่มีคุณภาพสูงอย่างสม่ำเสมอในการแทรกการล้นเกินต้องใช้การปฏิบัติตามแนวทางปฏิบัติที่ดีที่สุดที่พิสูจน์แล้วตลอดการออกแบบเครื่องมือและขั้นตอนการผลิต
1. แนวทางการออกแบบเพื่อการผลิต (DFM)
การตัดสินใจออกแบบเชิงรุกเป็นวิธีที่มีผลกระทบมากที่สุดเพื่อให้แน่ใจว่าประสบความสำเร็จมากเกินไป
ทำงานร่วมกันก่อนกำหนด: มีส่วนร่วมกับแม่พิมพ์และซัพพลายเออร์วัสดุของคุณจากขั้นตอนการออกแบบเริ่มต้น ความเชี่ยวชาญของพวกเขาสามารถป้องกันการออกแบบใหม่ที่มีราคาแพง
บัญชีสำหรับคุณสมบัติของวัสดุ: ทำความเข้าใจกับการขยายตัวทางความร้อนการหดตัวและลักษณะการยึดเกาะของวัสดุทั้งสอง การออกแบบความคลาดเคลื่อนควรอธิบายถึงความแตกต่างเหล่านี้
ส่งเสริมการเชื่อมต่อกลไก: จัดลำดับความสำคัญการออกแบบคุณสมบัติบนเม็ดมีด (ต่ำกว่า, รู, knurling) ที่เพิ่มความแข็งแรงของพันธะทางกลมากที่สุด
รักษาความหนาของผนังที่สม่ำเสมอ: มุ่งมั่นเพื่อความหนาของผนังที่สอดคล้องกันรอบ ๆ เม็ดมีดเพื่อลดการระบายความร้อนที่แตกต่างกัน, warpage และเครื่องหมายจม
รัศมีที่ใจกว้าง: ใช้เรดิโอใจ (เนื้อ) บนมุมภายในและภายนอกโดยเฉพาะอย่างยิ่งที่ overmold ตรงกับเม็ดมีดเพื่อลดความเข้มข้นของความเครียดและปรับปรุงการไหลของวัสดุ
เพิ่มประสิทธิภาพประตูและการระบายอากาศ: วางประตูอย่างมีกลยุทธ์เพื่อให้แน่ใจว่าการไหลที่สมดุลรอบ ๆ เม็ดมีดและช่องระบายอากาศเพื่อป้องกันกับดักอากาศซึ่งอาจนำไปสู่ช่องว่างและพันธะที่ไม่ดี
ตรวจสอบให้แน่ใจว่าแทรกความทนทาน: การออกแบบเม็ดมีดเพื่อทนต่อแรงกดดันและอุณหภูมิการฉีดโดยไม่ต้องเสียรูป พิจารณาความแข็งแกร่งและมวลความร้อน
การกวาดล้างสำหรับส่วนประกอบแม่พิมพ์: ตรวจสอบพื้นที่ที่เพียงพอรอบ ๆ เม็ดมีดสำหรับส่วนประกอบแม่พิมพ์ (เช่นหมุดแกนหลัก) ที่จะมีส่วนร่วมโดยไม่รบกวน
2. การควบคุมคุณภาพและการตรวจสอบ
การควบคุมคุณภาพอย่างเข้มงวดตลอดกระบวนการเป็นสิ่งจำเป็นเพื่อให้แน่ใจว่ามีความสมบูรณ์และประสิทธิภาพของชิ้นส่วน
การตรวจสอบวัสดุที่เข้ามา: ตรวจสอบคุณภาพมิติและความสะอาดของเม็ดมีดที่เข้ามาทั้งหมดและวัสดุที่มีปริมาณมากเกินไป
การตรวจสอบในกระบวนการ:
ระบบวิสัยทัศน์อัตโนมัติ: ใช้กล้องเพื่อตรวจสอบตำแหน่งเม็ดมีดที่ถูกต้องก่อนที่จะปิดแม่พิมพ์
การตรวจสอบพารามิเตอร์กระบวนการ: ตรวจสอบความดันและการฉีดอย่างต่อเนื่องอุณหภูมิเวลารอบและโปรไฟล์การระบายความร้อนเพื่อให้แน่ใจว่ามีความสอดคล้อง
การสอบเทียบหุ่นยนต์/ระบบอัตโนมัติ: สอบเทียบระบบการติดตั้งหุ่นยนต์อย่างสม่ำเสมอเพื่อความแม่นยำ
การตรวจสอบโพสต์-โมลดิง:
การตรวจสอบด้วยภาพ: ตรวจสอบข้อบกพร่องเครื่องสำอางแฟลชช่องว่างภาพสั้นและการห่อหุ้มที่เหมาะสมของเม็ดมีด
การตรวจสอบมิติ: ใช้คาลิปเปอร์, ไมโครมิเตอร์, CMMS (เครื่องวัดพิกัด) หรือสแกนเนอร์ออปติคัลเพื่อตรวจสอบขนาดที่สำคัญ
การทดสอบการยึดเกาะ:
การทดสอบแบบดึงออก: ใช้แรงที่วัดได้กับเม็ดมีดเพื่อกำหนดความแข็งแรงของพันธะที่จำเป็นในการดึงออกมาจากค่าเกิน
การทดสอบปอกเปลือก: วัดแรงที่จำเป็นในการลอกวัสดุที่มีค่าเกินออกจากพื้นผิวแทรก (ทั่วไปสำหรับอินเตอร์เฟสแบน)
การทดสอบแรงบิด: สำหรับเม็ดมีดเกลียวให้วัดแรงบิดที่จำเป็นในการหมุนหรือถอดเม็ดมีด
การทดสอบด้านสิ่งแวดล้อม: ตัวอย่างของอุณหภูมิสูงความชื้นการสัมผัสทางเคมีหรือรังสี UV เพื่อให้แน่ใจว่าประสิทธิภาพในระยะยาวและความสมบูรณ์ของพันธะในสภาพแวดล้อมที่ตั้งใจไว้
การทดสอบการทำงาน: ทดสอบส่วนที่เสร็จแล้วในแอปพลิเคชันที่ตั้งใจไว้เพื่อตรวจสอบฟังก์ชั่นทั้งหมด
ด้วยการรวมแนวทางปฏิบัติที่ดีที่สุดเหล่านี้ผู้ผลิตสามารถลดความเสี่ยงได้อย่างมีนัยสำคัญเพิ่มประสิทธิภาพการผลิตและผลิตส่วนประกอบที่มีคุณภาพสูงอย่างต่อเนื่อง
แนวโน้มในอนาคตในการแทรกมากเกินไป
สาขาการแทรกมากเกินไปมีการพัฒนาอย่างต่อเนื่องโดยได้รับแรงหนุนจากความก้าวหน้าทางวิทยาศาสตร์วัสดุเทคโนโลยีการผลิตและความต้องการที่เพิ่มขึ้นสำหรับผลิตภัณฑ์แบบบูรณาการและยั่งยืน
ความก้าวหน้าในวัสดุและเทคโนโลยี:
การรวมวัสดุหลายชนิด : คาดว่าจะมีการพัฒนาอย่างต่อเนื่องใน TPE ที่มีความเชี่ยวชาญสูงและ TPU ที่ให้พันธะเคมีที่เหนือกว่าไปยังพลาสติกและโลหะวิศวกรรมที่หลากหลายลดการพึ่งพาการรักษาพื้นผิว
วัสดุและเซ็นเซอร์อัจฉริยะ: การเพิ่มการรวมตัวของอิเล็กทรอนิกส์ขั้นสูงเซ็นเซอร์ (เช่นความดันอุณหภูมิ RFID) และแม้แต่วงจรที่ยืดหยุ่นโดยตรงไปยังส่วนประกอบที่มีค่ามากเกินไปสร้างชิ้นส่วน "สมาร์ท" ด้วยฟังก์ชั่นฝังตัว
วัสดุที่ยั่งยืน: การเพิ่มการใช้งานวัสดุที่มีพื้นฐานทางชีวภาพรีไซเคิลและรีไซเคิลได้มากเกินไปเพื่อให้เป็นไปตามกฎระเบียบด้านสิ่งแวดล้อมและความต้องการของผู้บริโภคสำหรับผลิตภัณฑ์สีเขียว
การผลิตสารเติมแต่ง (การพิมพ์ 3 มิติ) สำหรับเม็ดมีด: การสร้างต้นแบบและแม้แต่การผลิตเม็ดมีดที่ซับซ้อนต่ำผ่านการพิมพ์ 3 มิติก็กลายเป็นที่แพร่หลายมากขึ้น
ยางซิลิโคนเหลว (LSR) การขายเกิน: ในขณะที่เทคโนโลยีการขึ้นรูป LSR เติบโตขึ้นการใช้งานมากเกินไปไปสู่พลาสติกและโลหะสำหรับการสัมผัสแบบนุ่มการปิดผนึกและการใช้งานทางการแพทย์จะยังคงเติบโตอย่างต่อเนื่องเนื่องจากคุณสมบัติที่เป็นเอกลักษณ์ (ความเข้ากันได้ทางชีวภาพช่วงอุณหภูมิกว้าง)
ซอฟต์แวร์จำลองสถานการณ์ที่ปรับปรุงแล้ว: เครื่องมือจำลองการจำลองที่ซับซ้อนมากขึ้นจะช่วยให้วิศวกรสามารถทำนายการไหลของวัสดุความแข็งแรงของพันธะความเค้นที่เหลือและการแปรปรวนที่มีศักยภาพด้วยความแม่นยำมากขึ้นการปรับการออกแบบให้เหมาะสมก่อนที่เครื่องมือจะถูกตัด
การรวมระบบอัตโนมัติและอุตสาหกรรม 4.0 การรวม:
หุ่นยนต์สำหรับการแทรก: ความก้าวหน้าเพิ่มเติมในระบบหุ่นยนต์ความเร็วสูงที่แม่นยำสำหรับการโหลดเม็ดมีดอัตโนมัติจะช่วยปรับปรุงประสิทธิภาพและความสอดคล้องโดยเฉพาะอย่างยิ่งสำหรับเม็ดมีดที่ละเอียดอ่อนหรือซับซ้อน
เซลล์การผลิตแบบบูรณาการ: สายการขายมากเกินไปจะรวมเข้ากับกระบวนการดาวน์สตรีมมากขึ้น (แอสเซมบลี, การทดสอบ, บรรจุภัณฑ์) ในสภาพแวดล้อมการผลิตแบบอัตโนมัติ "ไฟออก"
การควบคุมกระบวนการแบบเรียลไทม์: การใช้ประโยชน์จาก AI และการเรียนรู้ของเครื่องเพื่อการตรวจสอบแบบเรียลไทม์และการควบคุมการปรับตัวของพารามิเตอร์การขึ้นรูปเพิ่มคุณภาพให้เหมาะสมและลดของเสีย
Digital Twins: การสร้างแบบจำลองดิจิตอลของกระบวนการผลิตเพื่อทำนายประสิทธิภาพการแก้ไขปัญหาปัญหาและเพิ่มประสิทธิภาพการดำเนินงานจากระยะไกล
แนวโน้มเหล่านี้บ่งบอกถึงอนาคตที่การแทรกมากเกินไปจะมีความซับซ้อนมากขึ้นหลากหลายและเป็นศูนย์กลางในการสร้างผลิตภัณฑ์ขั้นสูงและอเนกประสงค์ในทุกอุตสาหกรรม
ดังนั้น
การเดินทางผ่านการแทรกมากเกินไปเผยให้เห็นกระบวนการผลิตที่ซับซ้อนและมีค่าอย่างมากซึ่งเป็นรากฐานที่สำคัญของการออกแบบผลิตภัณฑ์ที่ทันสมัย จากการเพิ่มประสิทธิภาพและความสวยงามไปจนถึงการรวมส่วนประกอบและลดต้นทุนระยะยาวลงความสามารถของมันคือการเปลี่ยนแปลง
สรุปประเด็นสำคัญ:
มันคืออะไร: แทรกมากเกินไปอย่างแม่นยำห่อหุ้มส่วนประกอบที่เกิดขึ้นล่วงหน้า (แทรก) ด้วยวัสดุที่ฉีดยาแบบฉีดโดยสร้างชิ้นส่วนแบบบูรณาการเดี่ยว
กระบวนการหลัก: เกี่ยวข้องกับการเตรียมแทรกอย่างระมัดระวังตำแหน่งที่ปลอดภัยในแม่พิมพ์การฉีดวัสดุที่แม่นยำการระบายความร้อนและการขับออกมักจะใช้ประโยชน์จากระบบอัตโนมัติเพื่อประสิทธิภาพ
การออกแบบเป็นสิ่งสำคัญยิ่ง: บานพับที่ประสบความสำเร็จในการออกแบบอย่างพิถีพิถันของทั้งเม็ดมีดและพลาสติกที่มีขนาดเกินกำหนดพิจารณาแง่มุมต่าง ๆ เช่นคุณสมบัติการเชื่อมต่อกลไกความหนาของผนังสม่ำเสมอ gating ที่เหมาะสมและมุมร่างเพื่อให้แน่ใจ
ความเข้ากันได้ของวัสดุเป็นสิ่งสำคัญ: การเลือกวัสดุแทรกและวัสดุที่เกินขนาดจะต้องคำนึงถึงความเข้ากันได้ด้วยความร้อนสารเคมีและการยึดเกาะเพื่อให้ได้พันธะที่แข็งแกร่งและเชื่อถือได้มักใช้ประโยชน์จากเทอร์โมพลาสติกทั่วไปเช่น TPEs, TPUs, PC, ABS และโลหะเช่นอลูมิเนียม, ทองเหลืองและเหล็ก
กลไกการยึดเกาะ: การยึดเกาะนั้นทำได้โดยการเชื่อมต่อกลไกเชิงกลที่แข็งแกร่งการยึดติดทางเคมี (โดยเฉพาะกับวัสดุเฉพาะ) หรือโดยทั่วไปแล้วกาวในโมลด์ทั้งหมดได้รับการสนับสนุนจากการเตรียมพื้นผิวอย่างพิถีพิถัน
แอปพลิเคชั่นที่กว้างขวาง: จากการเสริมสร้างการยศาสตร์และการปกป้องอุปกรณ์อิเล็กทรอนิกส์ที่ละเอียดอ่อนในอุปกรณ์การแพทย์และสินค้าอุปโภคบริโภคไปจนถึงการปรับปรุงความทนทานและการใช้งานในส่วนประกอบยานยนต์และอุตสาหกรรมความเก่งกาจของ Overmolding นั้นกว้างใหญ่
ข้อดีและข้อเสีย: ในขณะที่เสนอข้อได้เปรียบที่สำคัญในการปฏิบัติงานการรวมส่วนและการลดต้นทุนระยะยาว แต่ต้องการการลงทุนเครื่องมือเริ่มต้นที่สูงขึ้นและการจัดการอย่างระมัดระวังของความเข้ากันได้ของวัสดุและความซับซ้อนของกระบวนการ

