
สรุปโดยย่อสำหรับมืออาชีพ
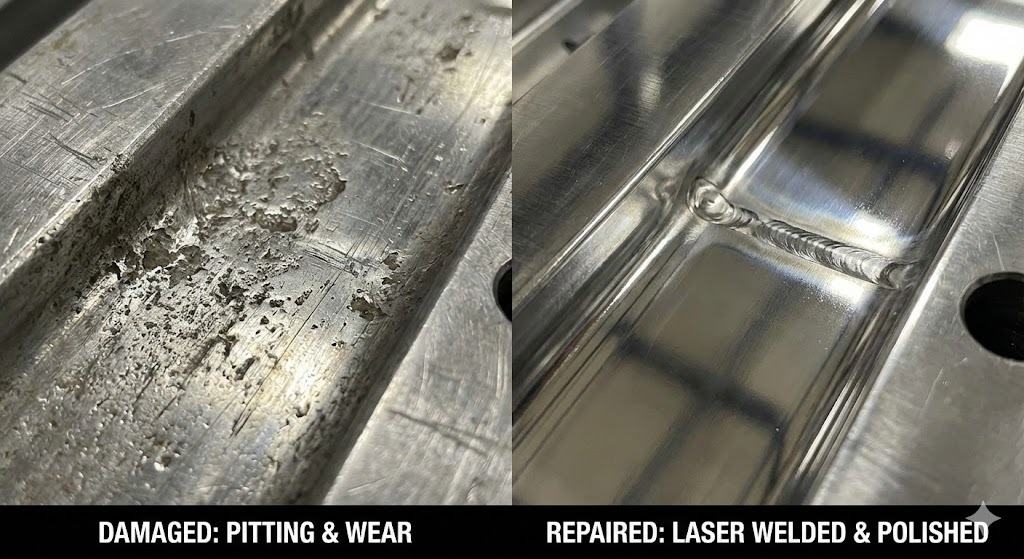
ซ่อมแม่พิมพ์ฉีด เป็นกระบวนการพิเศษในการกู้คืนเครื่องมือที่เสียหายให้กลับสู่ข้อกำหนดทางวิศวกรรมดั้งเดิม เพื่อให้มั่นใจในคุณภาพของชิ้นส่วนและป้องกันการหยุดการผลิต ผสมผสานแนวทางสมัยใหม่ที่มีประสิทธิภาพมากที่สุดเข้าด้วยกัน การเชื่อมด้วยเลเซอร์ที่มีความแม่นยำ —ซึ่งเพิ่มวัสดุที่มีผลกระทบต่อความร้อนน้อยที่สุด—และ การรักษาพื้นผิวขั้นสูง (เช่นการเคลือบ PVD หรือการชุบฮาร์ดโครม) เพื่อเพิ่มอายุการใช้งานของแม่พิมพ์ ด้วยการใช้เทคนิคเหล่านี้ ผู้ผลิตสามารถลดการหยุดทำงานลงได้สูงสุดถึง 70% เมื่อเทียบกับการเชื่อม TIG แบบดั้งเดิมหรือการเปลี่ยนเครื่องมือทั้งหมด
1. รู้เบื้องต้นเกี่ยวกับการซ่อมแซมแม่พิมพ์ฉีด
เหตุใดการบำรุงรักษาแม่พิมพ์อย่างเหมาะสมจึงมีความสำคัญ
การบำรุงรักษาแม่พิมพ์ คือการปฏิบัติประจำในการตรวจสอบ ทำความสะอาด และซ่อมแซมชุดหัวฉีดเพื่อป้องกันข้อบกพร่อง ในการผลิตที่ความเร็วสูง แม้แต่รอยขีดข่วนเล็กๆ น้อยๆ บนพื้นผิวของโพรงก็อาจทำให้เกิด "แฟลช" (พลาสติกส่วนเกินในชิ้นส่วน) หรือจุดอ่อนของโครงสร้างได้ การซ่อมแซมเชิงรุกช่วยให้มั่นใจได้ ความแม่นยำของมิติ และประหยัดเงินได้หลายพันดอลลาร์โดยหลีกเลี่ยงต้นทุนที่สูงในการตัดเฉือนแม่พิมพ์ใหม่ทั้งหมด
สาเหตุทั่วไปของความเสียหายของแม่พิมพ์ฉีดคืออะไร?
ความเสียหายจากเชื้อราโดยทั่วไปแบ่งออกเป็นสี่ประเภท:
- การสึกหรอทางกล: แรงเสียดทานจากการเสียดสีจากเรซินที่เติมแก้วจะสึกกร่อนที่เกตและโพรง
- การกัดกร่อน: การโจมตีทางเคมีจากพลาสติกที่ปล่อยแก๊สออกมา (เช่น PVC) ที่ทำให้เกิดหลุมบนพื้นผิวเหล็ก
- ข้อผิดพลาดของมนุษย์: รอยขีดข่วนที่เกิดจากการใช้เครื่องมือโลหะเพื่อเอาส่วนที่ติดออก
- ความเหนื่อยล้าจากความร้อน: การแตกร้าวจากความเครียดอันเป็นผลมาจากวงจรการให้ความร้อนและความเย็นอย่างต่อเนื่องระหว่างการผลิต
2. ทำความเข้าใจเกี่ยวกับแม่พิมพ์ฉีด: รากฐานทางเทคนิค
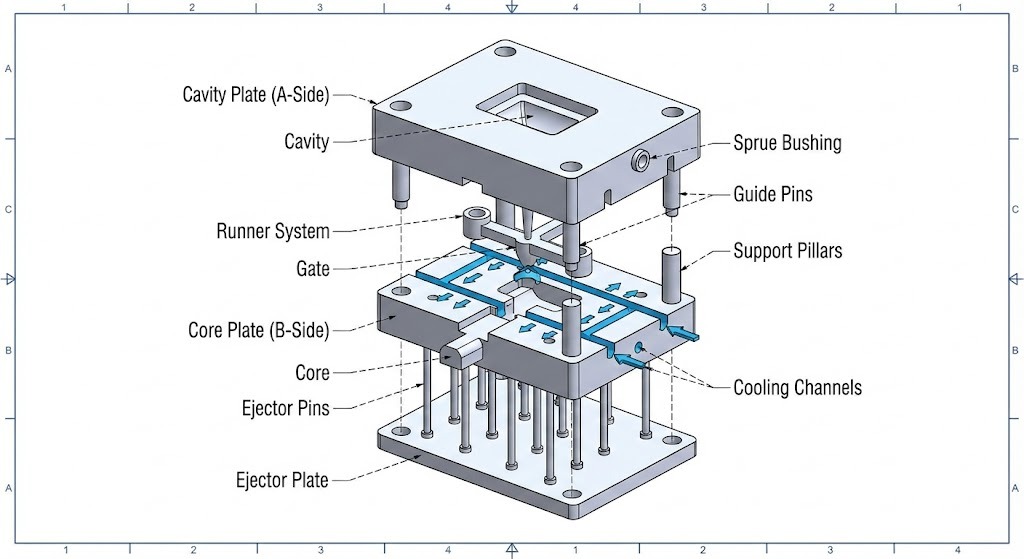
ส่วนประกอบพื้นฐานของแม่พิมพ์ฉีดคืออะไร?
เพื่อให้การซ่อมแซมประสบผลสำเร็จ ช่างเทคนิคจะต้องระบุว่าส่วนประกอบใดเสีย
- โพรงและแกนกลาง: ด้านหลัก “A” และ “B” ที่สร้างรูปทรงของชิ้นส่วนพลาสติก
- หมุดอีเจ็คเตอร์: ส่วนประกอบทางกลที่ดันชิ้นส่วนที่เสร็จแล้วออกจากแม่พิมพ์
- ช่องระบายความร้อน: ทางเดินภายในที่มีน้ำหรือน้ำมันไหลเพื่อควบคุมอุณหภูมิ
- ระบบประตูและทางวิ่ง: “ท่อประปา” ที่นำพลาสติกหลอมเหลวเข้าไปในโพรง
วัสดุทั่วไปที่ใช้ในแม่พิมพ์ฉีด
การเลือกเทคนิคการซ่อมนั้นขึ้นอยู่กับ วัสดุแม่พิมพ์ . แม่พิมพ์ที่มีการผลิตสูงส่วนใหญ่จะทำจาก เหล็กเครื่องมือ ซึ่งเป็นเหล็กกล้าที่ผสมกับธาตุอย่างโครเมียมหรือวานาเดียมเพื่อเพิ่มความแข็ง
ตารางที่ 1: วัสดุแม่พิมพ์ทั่วไปและความเข้ากันได้ในการซ่อมแซม
| ประเภทวัสดุ | เกรดทั่วไป | ซ่อมแซมความยากลำบาก | วิธีการซ่อมแซมที่ดีที่สุด |
|---|---|---|---|
| เหล็กพี20 | เหล็กชุบแข็งล่วงหน้า | ต่ำ | การเชื่อมด้วยเลเซอร์หรือ TIG |
| เหล็ก H13 | เหล็กกล้าเครื่องมืองานร้อน | ปานกลาง | การเชื่อมด้วยเลเซอร์ (ต้องทำความร้อนล่วงหน้า) |
| เอส7 สตีล | เหล็กกันกระแทก | สูง | การเชื่อมด้วยเลเซอร์ที่แม่นยำ |
| อลูมิเนียม | 7075-T6 | ปานกลาง | ลวดเลเซอร์เฉพาะทาง |
ความแตกต่างระหว่างระบบ Hot Runner และ Cold Runner คืออะไร?
- ระบบนักวิ่งร้อน: ใช้ท่อร่วมที่ให้ความร้อนเพื่อป้องกันไม่ให้พลาสติกหลอมเหลวภายในแม่พิมพ์ ช่วยลดของเสียแต่ทำให้การซ่อมแซมซับซ้อนมากขึ้นเนื่องจากมีส่วนประกอบทางไฟฟ้าในตัว
- ระบบวิ่งเย็น: ช่องธรรมดาที่เสริมความแข็งแกร่งให้กับชิ้นส่วน ซ่อมได้ง่ายกว่าแต่ส่งผลให้มีเศษวัสดุเพิ่มมากขึ้น
คำจำกัดความทางเทคนิค
- HAZ (โซนได้รับผลกระทบจากความร้อน): พื้นที่ของโลหะฐานที่ยังไม่หลอม แต่มีโครงสร้างจุลภาคเปลี่ยนแปลงไปตามความร้อนของการเชื่อม การลด HAZ เป็นเป้าหมายหลักของการเชื่อมด้วยเลเซอร์
- ความแข็งร็อกเวลล์ (HRC): สเกลที่ใช้วัดความแข็งของการเยื้องของวัสดุ เหล็กแม่พิมพ์ส่วนใหญ่มีตั้งแต่ 30 ถึง 60 HRC
- แฟลช: ข้อบกพร่องในการฉีดขึ้นรูปที่ชั้นพลาสติกบางๆ หลุดออกมาระหว่างครึ่งแม่พิมพ์ ซึ่งมักบ่งบอกถึงเส้นแบ่งที่สึกหรอ
3. การเชื่อมด้วยเลเซอร์เพื่อการซ่อมแซมแม่พิมพ์ฉีด
การเชื่อมด้วยเลเซอร์ในการซ่อมแม่พิมพ์คืออะไร?
การเชื่อมด้วยเลเซอร์ เป็นกระบวนการซ่อมแซมที่มีความแม่นยำสูงซึ่งใช้ลำแสงที่มีความเข้มข้นเพื่อหลอมลวดตัวเติมชนิดพิเศษลงบนบริเวณที่เสียหายของแม่พิมพ์ เลเซอร์มุ่งพลังงานอย่างแน่นหนาซึ่งต่างจากการเชื่อมแบบเดิมตรงที่ทำให้เกิดพันธะทางโลหะวิทยาที่แข็งแกร่งโดยแทบไม่มีการบิดเบี้ยวต่อเหล็กที่อยู่รอบๆ
ข้อดีของการเชื่อมด้วยเลเซอร์คืออะไร?
สำหรับช่างเทคนิค การเชื่อมด้วยเลเซอร์เป็นวิธีที่นิยมสำหรับเครื่องมือที่มีมูลค่าสูง เนื่องจาก:
- โซนรับผลกระทบความร้อนขั้นต่ำ (HAZ): ความร้อนเฉพาะจุดจะป้องกันไม่ให้เหล็กแม่พิมพ์บิดเบี้ยวหรือสูญเสียความแข็งเดิม
- ความแม่นยำสูงสุด: ช่างเทคนิคสามารถซ่อมแซมความเสียหายได้น้อยที่สุด 0.05มม ช่วยให้สามารถทำงานบนพื้นผิวที่ซับซ้อนและมุมที่คมชัดได้
- เรขาคณิตที่ซับซ้อน: ลักษณะที่ไม่สัมผัสของเลเซอร์ช่วยให้สามารถซ่อมแซมภายในโพรงลึกหรือซี่โครงแคบซึ่งไฟฉาย TIG ไม่สามารถเข้าถึงได้
- ลดขั้นตอนหลังการประมวลผล: เนื่องจากการเชื่อมสะอาดมาก เวลาที่ใช้ในการเจียรและขัดเงาแบบแมนนวลจึงลดลงไปมาก 50% .

3.4. กระบวนการเชื่อมด้วยเลเซอร์: คำแนะนำทีละขั้นตอน
เพื่อให้ได้รับการซ่อมแซมระดับมืออาชีพ ช่างเทคนิคจะต้องปฏิบัติตามลำดับมาตรฐาน:
ขั้นตอนที่ 1: การเตรียมพื้นผิวแม่พิมพ์
ความสะอาดเป็นปัจจัยที่สำคัญที่สุด จะทำให้เกิดพลาสติก น้ำมัน หรือสนิมที่หลงเหลืออยู่ ความพรุน (ฟองเล็กๆ)ในรอยเชื่อม
- การดำเนินการ: ใช้การทำความสะอาดอัลตราโซนิกหรือตัวทำละลายพิเศษเพื่อกำจัดสิ่งปนเปื้อนทั้งหมด
- การยืนยัน: ตรวจสอบพื้นที่ตาม ก กล้องจุลทรรศน์ 10x เพื่อให้แน่ใจว่าโลหะ "สว่าง" และปราศจากสารตกค้างที่เป็นคาร์บอน
ขั้นตอนที่ 2: เลือกพารามิเตอร์และการตั้งค่าการเชื่อม
ต้องปรับการตั้งค่าเลเซอร์ตามโลหะฐานและความหนาของการซ่อมแซม
- พลังงานพัลส์ (จูล): ควบคุมความลึกของการเจาะทะลุของรอยเชื่อม
- ระยะเวลาพัลส์ (มิลลิวินาที): กำหนดระยะเวลาที่เลเซอร์จะเปิดอยู่ พัลส์ที่ยาวกว่านั้นใช้สำหรับสายไฟที่หนากว่า
- ความถี่ (เฮิร์ตซ์): ความเร็วของพัลส์เลเซอร์
- ขนาดจุด (มม.): เส้นผ่านศูนย์กลางของลำแสงเลเซอร์ มักจะตั้งอยู่ระหว่าง 0.2 มม. และ 1.5 มม .
ขั้นตอนที่ 3: การดำเนินการเทคนิคการเชื่อม
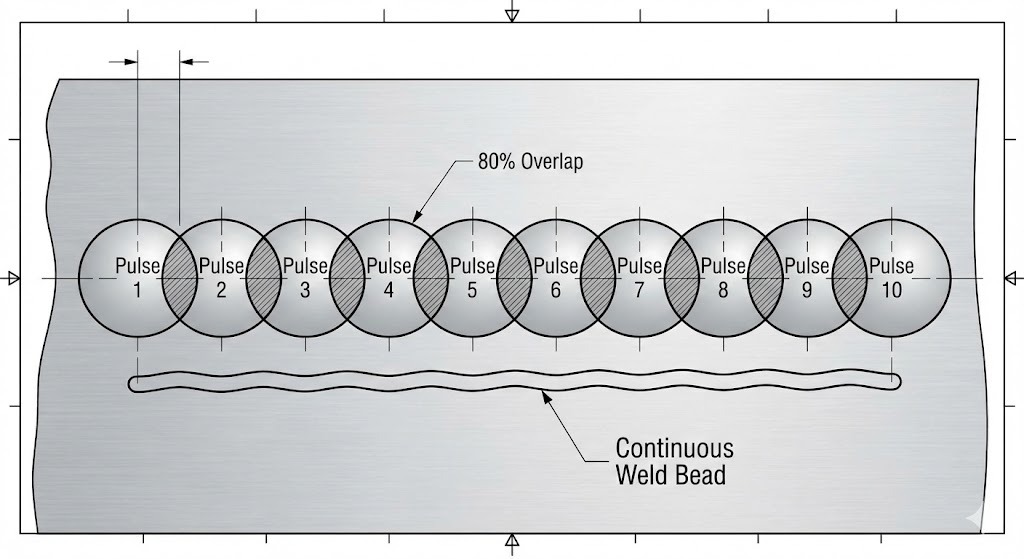
- การเชื่อมแบบพัลส์: วิธีการซ่อมมาตรฐาน แต่ละพัลส์จะสร้าง "จุด" เล็กๆ ของโลหะหลอมเหลว
- การเชื่อมต่อเนื่อง/ทับซ้อนกัน: ช่างเทคนิคจะซ้อนทับ "จุด" แต่ละจุดด้วย 70-80% เพื่อสร้างลูกปัดโลหะที่ไร้รอยต่อและแข็งแกร่ง
3.5. แนวทางปฏิบัติที่ดีที่สุดสำหรับช่างเทคนิค
- จับคู่ลวดฟิลเลอร์: ใช้ลวดเลเซอร์ที่ตรงกับคุณสมบัติทางเคมีของเหล็กกล้าแม่พิมพ์เสมอ (เช่น ใช้ลวด H13 สำหรับแม่พิมพ์ H13) เพื่อให้แน่ใจว่ามีความแข็งและสีสม่ำเสมอหลังจากการขัดเงา
- จัดการแก๊สป้องกัน: ใช้ ก๊าซอาร์กอน ที่อัตราการไหลคงที่เพื่อป้องกันการเกิดออกซิเดชันซึ่งจะทำให้รอยเชื่อมเป็นสีดำและเปราะ
- หลีกเลี่ยงการสร้างเกิน: เพิ่มเฉพาะปริมาณวัสดุขั้นต่ำที่จำเป็นเท่านั้น การเชื่อมที่มากเกินไปจะเพิ่มความเสี่ยงที่จะเกิดความร้อนสะสมและใช้เวลาในการตัดเฉือนเพิ่มขึ้น
3.6. ปัญหาและแนวทางแก้ไขทั่วไป
| ปัญหา | สาเหตุน่าจะ | โซลูชั่นระดับมืออาชีพ |
|---|---|---|
| การตัดราคา | กำลังไฟฟ้า (แรงดันไฟฟ้า) สูงเกินไป | ต่ำer the pulse energy and increase the spot size. |
| รูขุมขน/ฟองอากาศ | พื้นผิวที่ปนเปื้อน | ทำความสะอาดพื้นที่อีกครั้งด้วยแอลกอฮอล์และตรวจสอบการไหลของแก๊ส |
| แคร็ก | สูง carbon steel cooling too fast | อุ่นแม่พิมพ์ก่อน 150-200°ซ ก่อนทำการเชื่อม |
| กำลังจม | การป้อนลวดที่ไม่เหมาะสม | ตรวจสอบให้แน่ใจว่าลวดถูกดันเข้าตรงกลางสระหลอมเหลว |
ข้อมูลเชิงลึกทางเทคนิคที่สำคัญ: ความสำคัญของโครงสร้างจุลภาค
เมื่อพัลส์เลเซอร์กระทบกับเหล็ก อัตราการทำความเย็นจะสูงมาก สิ่งนี้ทำให้เกิด โครงสร้างจุลภาคของมาร์เทนซิติก ในบริเวณรอยเชื่อมซึ่งมีความแข็งมากแต่อาจเปราะได้ เพื่อให้มั่นใจถึงความทนทานในระยะยาว การซ่อมแซมขนาดใหญ่ควรผ่านวงจรการทำความร้อนแบบ "บรรเทาความเครียด" เพื่อทำให้โครงสร้างโลหะมีความเสถียร
4. เทคนิคการรักษาพื้นผิวสำหรับแม่พิมพ์ฉีด
การรักษาพื้นผิวในการซ่อมแซมแม่พิมพ์คืออะไร?
การรักษาพื้นผิว คือการใช้วัสดุพิเศษบางๆ หรือการเปลี่ยนแปลงทางเคมีกับ “ผิวหนัง” ด้านนอกของเหล็กแม่พิมพ์ ในวงจรการซ่อมแซม นี่เป็นขั้นตอนสุดท้ายหลังจากการเชื่อมและขัดเงา ได้รับการออกแบบมาเพื่อคืนหรือเพิ่มประสิทธิภาพเดิมของแม่พิมพ์ โดยเฉพาะความต้านทานต่อการสึกหรอ การกัดกร่อน และการเสียดสี
ประเภทของการรักษาพื้นผิวสำหรับแม่พิมพ์
4.2.1. ชุบฮาร์ดโครม
นี่เป็นกระบวนการเคมีไฟฟ้าแบบดั้งเดิมที่ใช้ชั้นโครเมียมกับเหล็กโดยตรง
- ดีที่สุดสำหรับ: ป้องกันพลาสติกที่มีฤทธิ์กัดกร่อน เช่น PVC และปรับปรุงการ “ปล่อย” ของชิ้นส่วน
- ความแข็ง: โดยปกติแล้ว 65–70 เหล็กแผ่นรีดร้อน .
4.2.2. การชุบนิเกิลแบบไม่ใช้ไฟฟ้า
ต่างจากการชุบแบบมาตรฐาน ซึ่งใช้ปฏิกิริยาทางเคมีมากกว่าการใช้ไฟฟ้า เพื่อให้มั่นใจว่ามีความหนาสม่ำเสมออย่างสมบูรณ์แบบแม้ในรูลึกหรือช่องระบายความร้อน
- ดีที่สุดสำหรับ: รูปทรงที่ซับซ้อนซึ่งจำเป็นต้องมีความหนาสม่ำเสมอ
4.2.3. การเคลือบไทเทเนียมไนไตรด์ (ดีบุก)
การเคลือบ PVD (Physical Vapour Deposition) สีทองซึ่งมีความแข็งมาก
- ดีที่สุดสำหรับ: สภาพแวดล้อมที่มีการเสียดสีสูง เช่น แม่พิมพ์ที่ใช้เรซินที่เติมแก้ว
- ความแข็ง: ขึ้นไป 80 เหล็กแผ่นรีดร้อน .
4.3. ประโยชน์ของการรักษาพื้นผิว
การใช้การรักษาที่ถูกต้องจะให้ข้อดีทางเทคนิคหลักสามประการ:
- ปรับปรุงความต้านทานการสึกหรอ: ป้องกัน "การชะล้าง" ที่ประตูซึ่งมีพลาสติกแรงดันสูงไหล
- การป้องกันการกัดกร่อนที่เพิ่มขึ้น: ปกป้องเหล็กกล้าเครื่องมือราคาแพงจากไอน้ำและก๊าซผลพลอยได้ที่เป็นกรด
- คุณสมบัติการเปิดตัวที่ได้รับการปรับปรุง: ลด “การเกาะติด” ระหว่างพลาสติกและโลหะ ช่วยให้รอบเวลาเร็วขึ้นและชิ้นส่วนเสียหายน้อยลง
4.4. วิธีการเลือกการรักษาที่เหมาะสม
ตัวเลือกจะขึ้นอยู่กับ "โหมดความล้มเหลว" ของแม่พิมพ์:
- หากแม่พิมพ์มีรอยขีดข่วน: ใช้ TiN หรือ DLC (คาร์บอนคล้ายเพชร) เพื่อความแข็งสูงสุด
- หากแม่พิมพ์เกิดสนิม: ใช้ นิกเกิลแบบไม่ใช้ไฟฟ้า เพื่อความคุ้มครอง 100%
- หากพลาสติกเกาะติด: ใช้ ฮาร์ดโครม หรือเฉพาะทาง สารเคลือบผสม PTFE .
4.5. กระบวนการบำบัดพื้นผิว: คำแนะนำทีละขั้นตอน
ขั้นตอนที่ 1: การเตรียมและทำความสะอาดแม่พิมพ์
สารเคลือบจะยึดติดกับพื้นผิวที่สะอาดหมดจดเท่านั้น
- การดำเนินการ: ทำการขัดขั้นสุดท้ายตามที่ต้องการ SPI เสร็จสิ้น (เช่น ผิวกระจก A-2)
- หมายเหตุทางเทคนิค: น้ำมันขนาดเล็กที่เหลือจากสารขัดเงาจะทำให้สารเคลือบหลุดลอก (หลุดร่อน)
ขั้นตอนที่ 2: การลงสีเคลือบ
แม่พิมพ์ถูกวางในห้องสุญญากาศ (สำหรับ PVD/CVD) หรืออ่างเคมี (สำหรับการชุบ)
- ความแม่นยำ: โดยทั่วไปการเคลือบจะใช้ที่ความหนา 0.002 มม. ถึง 0.010 มม ดังนั้นจึงไม่เปลี่ยนขนาดสุดท้ายของชิ้นส่วน
ขั้นตอนที่ 3: กระบวนการหลังการรักษา
- การดำเนินการ: ตรวจสอบพื้นผิวว่ามี “รูเข็ม” หรือความหนาไม่สม่ำเสมอหรือไม่
- การดำเนินการ: ดำเนินการตรวจสอบขนาดขั้นสุดท้ายเพื่อให้แน่ใจว่าการเคลือบไม่ได้ทำให้เครื่องมือ “อยู่นอกพิกัดความเผื่อ”
4.6. การแก้ไขปัญหาการรักษาพื้นผิวทั่วไป
| ปัญหา | สาเหตุน่าจะ | โซลูชั่นระดับมืออาชีพ |
|---|---|---|
| การลอก/การหลุดล่อน | การทำความสะอาดพื้นผิวไม่ดี | ลอกสารเคลือบ ขัดใหม่ และใช้การทำความสะอาดอัลตราโซนิก |
| ความน่าเบื่อของ Finish | การเคลือบหนาเกินไป | ลดเวลาในการสะสม ตรวจสอบเกจวัดความหนาไมครอน |
| การสร้างขอบ | สูง current density (in plating) | ใช้ “dummy” cathodes to pull excess current away from sharp corners. |
คำจำกัดความทางเทคนิค: PVD กับ CVD
- PVD (การสะสมไอทางกายภาพ): กระบวนการสุญญากาศที่อุณหภูมิต่ำ (ต่ำกว่า 500°C) ที่ไม่ทำให้เหล็กแม่พิมพ์บิดเบี้ยว
- CVD (การสะสมไอสารเคมี): กระบวนการที่อุณหภูมิสูง (สูงถึง 1,000°C) ที่สร้างพันธะที่แข็งแกร่งขึ้น แต่อาจต้องทำให้แม่พิมพ์แข็งตัวอีกครั้งในภายหลัง
5. ข้อควรพิจารณาในทางปฏิบัติสำหรับช่างเทคนิค
ช่างเทคนิคจะปลอดภัยในระหว่างการซ่อมแซมแม่พิมพ์ได้อย่างไร
ความปลอดภัยเป็นสิ่งสำคัญยิ่งเมื่อต้องจัดการกับเลเซอร์พลังงานสูงและการบำบัดด้วยสารเคมี
- ความปลอดภัยของเลเซอร์: ทำงานในสถานที่ที่กำหนดเสมอ พื้นที่เลเซอร์คลาส 4 . ช่างเทคนิคต้องสวมแว่นตานิรภัยเฉพาะความยาวคลื่นเพื่อป้องกันจอประสาทตาเสียหายอย่างถาวรจากลำแสงสะท้อน
- การสกัดควัน: การเชื่อมและการทำความสะอาดด้วยสารเคมีจะปล่อยอนุภาคโลหะขนาดเล็กและสารอินทรีย์ระเหย (สารประกอบอินทรีย์ระเหยง่าย) ใช้การระบายอากาศเสียเฉพาะที่เพื่อรักษาคุณภาพอากาศ
- การป้องกันความร้อน: แม้จะมี HAZ เฉพาะที่ ฐานแม่พิมพ์ก็สามารถกักเก็บความร้อนได้มาก ใช้ถุงมือกันความร้อนเมื่อจัดการกับส่วนประกอบหลังการเชื่อม
อุปกรณ์และเครื่องมือที่จำเป็นเพื่อความสำเร็จ
สถานีงานซ่อมแม่พิมพ์แบบมืออาชีพต้องการมากกว่าแค่ช่างเชื่อม เครื่องมือสำคัญได้แก่:
- กล้องจุลทรรศน์สเตอริโอ: กำลังขยายขั้นต่ำ 10 เท่าสำหรับการดูสระเชื่อม
- เครื่องเจียรที่แม่นยำ: เครื่องมือโรตารี่แบบนิวแมติกหรือไฟฟ้าความเร็วสูงสำหรับ "การกัดหยาบ" ในแนวเชื่อม
- ชุดขัดไมโคร: เพชรเพสต์และหินเซรามิกเพื่อคืนสภาพพื้นผิว SPI
- ไมโครมิเตอร์แบบดิจิตอล: เพื่อตรวจสอบว่าการซ่อมแซมได้คืนส่วนประกอบให้กลับสู่ค่าเผื่อเดิมแล้ว
การวิเคราะห์ต้นทุน: การซ่อมแซมแม่พิมพ์กับการเปลี่ยนทดแทน
บทบาทที่สำคัญที่สุดประการหนึ่งของช่างเทคนิคคือการให้คำปรึกษาแก่ฝ่ายบริหารว่าควรซ่อมแซมหรือทิ้งแม่พิมพ์หรือไม่
ตารางที่ 2: เมทริกซ์การตัดสินใจสำหรับการซ่อมแซมและการเปลี่ยนทดแทน
| ปัจจัย | การซ่อมแซม (พื้นผิวเลเซอร์) | ทดแทนเต็มรูปแบบ |
|---|---|---|
| ต้นทุนทั่วไป | 5% – 20% ของต้นทุนเครื่องมือเดิม | 100% ของค่าเครื่องมือ |
| เวลานำ | 24 – 72 ชั่วโมง | 8 – 16 สัปดาห์ |
| ความทนทาน | 80% – 100% ของชีวิตดั้งเดิม | 100% (วงจรชีวิตใหม่) |
| ดีที่สุดสำหรับ | ความเสียหายเฉพาะที่, ประตู, เส้นแบ่ง | เฟรมแตกอย่างรุนแรง ชะล้างทั้งหมด |
กรณีศึกษา: การลดการหยุดทำงานของเครื่องมือในยานยนต์
ซัพพลายเออร์ด้านยานยนต์ระดับ 1 ประสบปัญหา "ประตูแข็ง" เนื่องจากการเสียดสีบนแม่พิมพ์ที่มี 32 ช่อง
- ปัญหา: เส้นแบ่งส่วนทำให้เกิดอัตราการปฏิเสธ 15%
- แนวทางแก้ไข: ช่างก็ใช้ สายเลเซอร์ H13 เพื่อสร้างเส้นแบ่งส่วนขึ้นมาใหม่ ตามด้วยก TiN (ไทเทเนียมไนไตรด์) เคลือบพีวีดี.
- ผลลัพธ์: แม่พิมพ์กลับมาผลิตอีกครั้งภายใน 36 ชม และความแข็งผิวเพิ่มขึ้นจาก 52 HRC เป็น 82 HRC ป้องกันการสึกหรอในอนาคต
6. เทคนิคและเทคโนโลยีขั้นสูง
วิธีการซ่อมแซมแบบไฮบริดคืออะไร?
การซ่อมแซมแบบไฮบริดเกี่ยวข้องกับการใช้ การเชื่อมด้วยเลเซอร์ เพื่อการบูรณะโครงสร้างตามมาด้วย การรักษาพื้นผิว เพื่อเพิ่มประสิทธิภาพการทำงาน
- ตัวอย่าง: เชื่อมรูพินอีเจ็คเตอร์ที่เสียหายแล้วจึงใช้ นิกเกิลแบบไม่ใช้ไฟฟ้า เคลือบให้ทั่วทั้งแผ่น ช่วยให้มั่นใจได้ว่าการซ่อมแซมมีความแข็งแรงและพื้นผิวทั้งหมดได้รับการปกป้องจากสนิม
ระบบอัตโนมัติในการซ่อมแม่พิมพ์
อุตสาหกรรมกำลังก้าวไปสู่ การเชื่อมด้วยเลเซอร์ CNC . แทนที่จะให้ช่างเทคนิคนำทางสายไฟด้วยตนเองภายใต้กล้องจุลทรรศน์ แขนหุ่นยนต์จะเดินตามเส้นทางที่ตั้งโปรแกรมไว้ล่วงหน้า ช่วยให้มั่นใจได้ถึงความหนาการเชื่อมที่สม่ำเสมอ 100% และเหมาะอย่างยิ่งสำหรับการซ่อมแซมเม็ดมีดที่เหมือนกันจำนวนมาก
เทคโนโลยีเกิดใหม่: การพิมพ์โลหะ 3 มิติ (การผลิตแบบเติมเนื้อ)
สำหรับความล้มเหลวร้ายแรงซึ่งแม่พิมพ์ส่วนใหญ่หายไป ช่างเทคนิคกำลังใช้งานอยู่ การสะสมพลังงานโดยตรง (DED) . เหล็กกล้าเครื่องมือ “การพิมพ์ 3 มิติ” นี้ลงบนฐานแม่พิมพ์ที่มีอยู่โดยตรง จากนั้นจึงกลึงด้วยเครื่องจักร CNC กลับสู่รูปทรงสุดท้าย
7. สรุปประเด็นสำคัญ
- ความแม่นยำคือกุญแจสำคัญ: การเชื่อมด้วยเลเซอร์ is the gold standard for mold repair because it minimizes the HAZ and prevents tool distortion.
- การทำงานร่วมกันของพื้นผิว: การรักษาพื้นผิวs like TiN or Chrome are not just for new molds; they are essential for extending the life of a repaired tool.
- การบำรุงรักษาเชิงรุก: การระบุการสึกหรอตั้งแต่เนิ่นๆ ด้วยการตรวจสอบด้วยกล้องจุลทรรศน์สามารถป้องกันความจำเป็นในการเปลี่ยนที่มีราคาแพงได้
อนาคตของการซ่อมแม่พิมพ์ฉีด
เนื่องจากชิ้นส่วนพลาสติกมีความซับซ้อนมากขึ้นและเวลาในการผลิตสั้นลง การบูรณาการของ การวินิจฉัยที่ขับเคลื่อนด้วย AI และ การซ่อมแซมเลเซอร์อัตโนมัติ จะกลายเป็นมาตรฐาน ช่างเทคนิคที่เชี่ยวชาญทั้งวิทยาศาสตร์โลหะวิทยาของการเชื่อมและเคมีของการเคลือบผิวจะเป็นทรัพย์สินที่มีค่าที่สุดใน "โรงงานอัจฉริยะ" สมัยใหม่
รายการตรวจสอบการแก้ไขปัญหาด้านเทคนิคสำหรับช่างเทคนิค
- มีการระบุประเภทเหล็กหรือไม่? (จับคู่ลวดกับโลหะฐาน)
- พื้นผิว “สว่างสะอาด” หรือไม่? (ไม่มีน้ำมันหรือสารตกค้าง)
- มีการตั้งค่าพารามิเตอร์เลเซอร์หรือไม่ (ตรวจสอบจูลและขนาดสปอต)
- ก๊าซอาร์กอนไหลหรือไม่? (ป้องกันการเกิดออกซิเดชัน)
- สารเคลือบตรงกับเรซินหรือไม่? (เช่น Chrome สำหรับ PVC)
คำถามที่พบบ่อย: การซ่อมแซมแม่พิมพ์ฉีด
การเชื่อมด้วยเลเซอร์เพื่อซ่อมแซมแม่พิมพ์โดยทั่วไปมีค่าใช้จ่ายเท่าไร?
ค่าใช้จ่ายของ การเชื่อมด้วยเลเซอร์เพื่อซ่อมแซมแม่พิมพ์ โดยทั่วไปมีตั้งแต่ $200 ถึง $2,000 ต่อเซสชันการซ่อมแซม ขึ้นอยู่กับความซับซ้อนของรูปทรงและปริมาณของวัสดุที่ต้องการ ซึ่งแสดงถึงการประหยัดได้มาก เนื่องจากโดยทั่วไปแล้วจะมีค่าใช้จ่ายเท่านั้น 5% ถึง 15% ของราคาเปลี่ยนแม่พิมพ์
คุณสามารถเชื่อมแม่พิมพ์ที่ผ่านการเตรียมพื้นผิวแล้วได้หรือไม่?
ใช่ แต่ ต้องถอดการเคลือบพื้นผิวออก ในพื้นที่ซ่อมแซมก่อน การเคลือบเช่น ฮาร์ดโครม หรือ TiN ต้องลอกออกด้วยการกัดด้วยสารเคมีหรือการบดละเอียดก่อนการเชื่อม การเชื่อมโดยตรงบนสารเคลือบจะทำให้เกิด การปนเปื้อน ส่งผลให้การเชื่อมเปราะและการยึดเกาะไม่ดี
การรักษาพื้นผิวพลาสติกที่มีฤทธิ์กัดกร่อนที่ดีที่สุดคืออะไร?
สำหรับพลาสติกที่เสริมด้วยใยแก้วหรือแร่ธาตุ ไทเทเนียมไนไตรด์ (TiN) หรือ คาร์บอนคล้ายเพชร (DLC) คือการรักษาพื้นผิวที่ดีที่สุด การเคลือบ PVD เหล่านี้ให้ความแข็งพื้นผิวมากกว่า 80 เหล็กแผ่นรีดร้อน ซึ่งต้านทานผลกระทบจาก “การพ่นทราย” ของเรซินที่มีฤทธิ์กัดกร่อนได้อย่างมีประสิทธิภาพ
การซ่อมแซมการเชื่อมด้วยเลเซอร์ทั่วไปใช้เวลานานเท่าใด?
การซ่อมแซมการเชื่อมด้วยเลเซอร์เล็กน้อยส่วนใหญ่สามารถทำได้ภายใน 2 ถึง 4 ชั่วโมง รวมถึงการเตรียมการและการทำความสะอาด หากการซ่อมแซมจำเป็นต้องมีการขัดเงาหลังการเชื่อมอย่างกว้างขวางหรือการปรับสภาพพื้นผิวขั้นที่สอง เช่น การเคลือบ PVD โดยปกติระยะเวลารอคอยสินค้าทั้งหมดจะอยู่ที่ 24 ถึง 72 ชั่วโมง .
การเชื่อมด้วยเลเซอร์ทำให้แม่พิมพ์บิดเบี้ยวหรือไม่?
ไม่ การเชื่อมด้วยเลเซอร์ไม่ทำให้เกิดการบิดงอ เมื่อดำเนินการอย่างถูกต้อง เนื่องจากเลเซอร์ส่งลำแสงที่มีความเข้มข้นสูงด้วย โซนรับผลกระทบความร้อนน้อยที่สุด (HAZ) แม่พิมพ์ส่วนใหญ่ยังคงอยู่ที่อุณหภูมิห้อง โดยรักษาความสมบูรณ์ของโครงสร้างและความคลาดเคลื่อนมิติของเครื่องมือ
การเชื่อม TIG และการเชื่อมด้วยเลเซอร์สำหรับแม่พิมพ์แตกต่างกันอย่างไร?
ความแตกต่างหลักคือ อินพุตความร้อน .
- การเชื่อมทิก ใช้ส่วนโค้งความร้อนสูงที่สร้าง HAZ ขนาดใหญ่ ซึ่งมักจะต้องอบอ่อนและชุบแข็งแม่พิมพ์ทั้งหมดอีกครั้ง
- การเชื่อมด้วยเลเซอร์ ใช้ลำแสงที่แม่นยำซึ่งสร้างสระหลอมเหลวด้วยกล้องจุลทรรศน์ ช่วยให้สามารถซ่อมแซมเครื่องมือที่เสร็จแล้วและแข็งตัวได้ โดยไม่ส่งผลกระทบต่อวัสดุโดยรอบ
ฉันจะเลือกลวดเชื่อมเลเซอร์ที่ถูกต้องได้อย่างไร?
คุณต้อง ตรงกับองค์ประกอบทางเคมี ของลวดเชื่อมเข้ากับฐานเหล็กแม่พิมพ์ ตัวอย่างเช่น ใช้ ลวด H13 สำหรับเหล็กกล้าเครื่องมือ H13 . การใช้ลวดที่ไม่ถูกต้องอาจทำให้เกิด “เส้นพยาน” หรือ “ภาพโกสต์” หลังจากที่แม่พิมพ์ถูกขัดเงา ซึ่งจะปรากฏเป็นข้อบกพร่องในชิ้นส่วนพลาสติกขั้นสุดท้าย
ตารางอ้างอิงด่วน: วิธีแก้ปัญหาการซ่อมแซมตามข้อบกพร่อง
| ประเภทข้อบกพร่อง | แนะนำการซ่อม | ทำไม? |
|---|---|---|
| แยกบรรทัดแฟลช | การเชื่อมด้วยเลเซอร์ (P20/H13) | สร้างขอบที่คมชัดขึ้นใหม่โดยไม่มีความผิดเพี้ยน |
| การกัดกร่อนของกรดพีวีซี | นิกเกิลแบบไม่ใช้ไฟฟ้า Plating | ป้องกันสารเคมี 100% ในทุกช่อง |
| การชะล้างประตู | การเคลือบ TiN เชื่อมด้วยเลเซอร์ | คืนขนาดและเพิ่มความทนทานต่อการเสียดสี |
| การให้คะแนนพินอีเจ็คเตอร์ | DLC ขัดเงาแบบไมโคร | ลดแรงเสียดทานเพื่อป้องกันหมุดยึด |

