
บทนำ
ในโลกแห่งการผลิต การฉีดขึ้นรูป ยังคงมาตรฐานทองคำในการผลิตชิ้นส่วนพลาสติกคุณภาพสูงสม่ำเสมอ อย่างไรก็ตาม อุปสรรคที่ใหญ่ที่สุดในการเข้ามาไม่ใช่ต้นทุนของเม็ดพลาสติก แต่เป็นต้นทุนของ แม่พิมพ์ (หรือ “เครื่องมือ”) นั้นเอง
สำหรับนักออกแบบผลิตภัณฑ์และวิศวกร “กลยุทธ์การใช้เครื่องมือ” มักเป็นการตัดสินใจที่สำคัญที่สุดในวงจรชีวิตของโครงการ การเลือกผิดอาจนำไปสู่การสูญเสียงบประมาณหลายพันดอลลาร์ หรือในทางกลับกัน แม่พิมพ์ที่เสื่อมสภาพก่อนที่คุณจะดำเนินการตามคำสั่งซื้อของคุณ
อุตสาหกรรมโดยทั่วไปแบ่งการทำแม่พิมพ์ออกเป็นสองประเภท: เครื่องมือแบบอ่อน และ การใช้เครื่องมืออย่างหนัก - แม้ว่าชื่อจะบ่งบอกถึงความแตกต่างในพื้นผิวทางกายภาพ แต่ความแตกต่างที่แท้จริงอยู่ที่โลหะวิทยา ความเร็วในการตัดเฉือน และอายุการใช้งานที่ยาวนานของวัสดุแม่พิมพ์
คู่มือนี้จะสำรวจความแตกต่างทางเทคนิคและเชิงพาณิชย์ระหว่างสองแนวทางนี้ เพื่อช่วยคุณตัดสินใจว่าเส้นทางใดสอดคล้องกับงบประมาณ ลำดับเวลา และปริมาณการผลิตของคุณ
เครื่องมือแบบอ่อน คืออะไร?
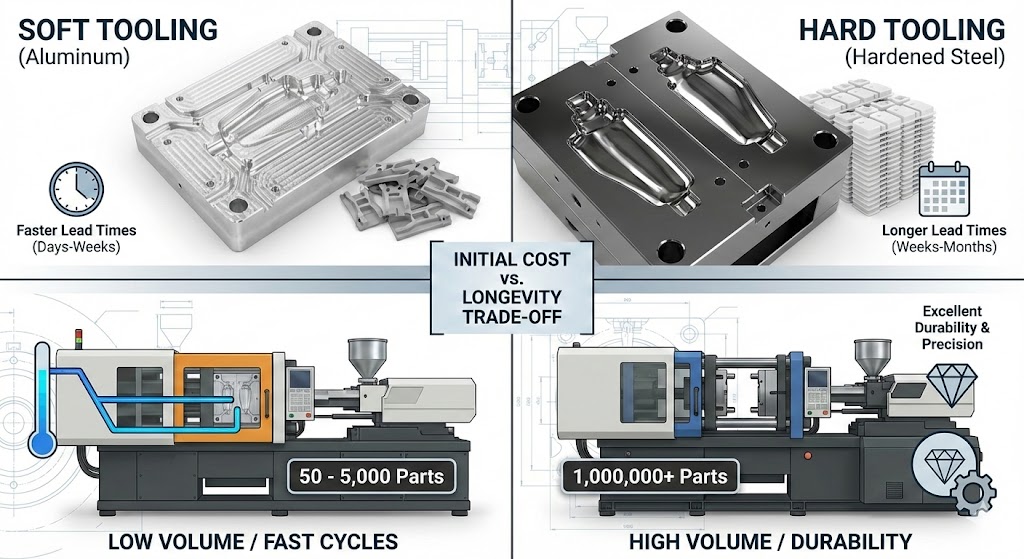
เครื่องมือที่อ่อนนุ่ม โดยทั่วไปหมายถึงแม่พิมพ์ที่กลึงจากวัสดุที่นุ่มกว่าและตัดง่ายกว่าเหล็กกล้าเครื่องมือแบบดั้งเดิม เป็นวิธีการหลักสำหรับการสร้างต้นแบบ การสร้างสะพาน และการดำเนินการผลิตในปริมาณน้อย (โดยทั่วไปคือ 50 ถึง 5,000 ชิ้นส่วน)
สิ่งสำคัญคือต้องชี้แจงว่า "อ่อน" ไม่ได้หมายความว่าแม่พิมพ์จะยืดหยุ่นได้เหมือนยาง มันทำจากโลหะเกือบทุกครั้ง แต่เป็นโลหะที่ขาดความแข็งมากของเหล็กที่ผ่านการอบร้อน
วัสดุทั่วไป
- อลูมิเนียมอัลลอยด์: วัสดุที่ใช้กันทั่วไปในการทำเครื่องมือแบบอ่อนคืออะลูมิเนียม โลหะผสมคุณภาพสูงเช่น อลูมิเนียม 7075 หรือ คซี-10 มักใช้เนื่องจากมีความแข็งแรงสูงและสามารถแปรรูปได้ดีเยี่ยม
- เหล็กอ่อน: ในบางครั้ง เหล็กกล้าเกรดต่ำกว่าที่ไม่แข็งตัวจะถูกใช้ในการทำเครื่องมือแบบอ่อน แม้ว่าอะลูมิเนียมจะนิยมใช้เนื่องจากคุณสมบัติในการระบายความร้อนก็ตาม
- คอมโพสิตที่พิมพ์ 3D: ในกรณีที่จำเพาะเจาะจงมาก ปริมาณการผลิตต่ำมาก จะใช้แม่พิมพ์โพลีเมอร์ที่พิมพ์แบบ 3 มิติ แม้ว่าจะเสื่อมสภาพเร็วมากก็ตาม
ข้อดีของการใช้เครื่องมือแบบอ่อน
- ต้นทุนเริ่มต้นที่ต่ำกว่า: อลูมิเนียมนั้นตัดเฉือนได้ง่ายกว่าเหล็กมาก ทำให้เกิดการสึกหรอน้อยลงบนคัตเตอร์ CNC และสามารถตัดเฉือนที่ความเร็วที่สูงกว่ามากได้ สิ่งนี้สามารถลดต้นทุนการใช้เครื่องมือเริ่มต้นได้ 30% ถึง 50% เมื่อเทียบกับเครื่องมือที่แข็ง
- เวลานำที่เร็วขึ้น: เนื่องจากวัสดุมีความนุ่มกว่าและไม่ต้องผ่านกระบวนการให้ความร้อนหลังการตัดเฉือน เครื่องมือแบบอ่อนจึงมักจะพร้อมใส่เข้าไปได้ 1-2 สัปดาห์ เทียบกับ 4-8 สัปดาห์สำหรับเครื่องมือแบบแข็ง
- การนำความร้อนที่เหนือกว่า: นี่คือข้อได้เปรียบทางเทคนิคที่มักถูกมองข้าม อลูมิเนียมถ่ายเทความร้อน เร็วขึ้น 5 เท่า มากกว่าเหล็กกล้าเครื่องมือ ช่วยให้พลาสติกเย็นตัวและแข็งตัวเร็วขึ้น ลดเวลารอบการผลิตลงอย่างมาก และอาจลดราคาชิ้นส่วนลงด้วย
- ความง่ายในการปรับเปลี่ยน: หากจำเป็นต้องเปลี่ยนแปลงการออกแบบ การตัดเฉือนอะลูมิเนียมที่มีอยู่ออกเพื่อเปิดมิติได้ง่ายกว่าการปรับเปลี่ยนเหล็กชุบแข็ง
ข้อเสียของเครื่องมือแบบอ่อน
- อายุการใช้งานเครื่องมือมีจำกัด: อลูมิเนียมเสี่ยงต่อการกัดเซาะจากพลาสติกที่เติมแก้ว และการสึกหรอจากแรงจับยึดของเครื่อง โดยทั่วไปแล้วเครื่องมือแบบอ่อนจะมีอายุการใช้งาน 1,000 ถึง 10,000 รอบก่อนที่ขนาดจะเริ่มลอยหรือกะพริบ (พลาสติกส่วนเกิน) ปรากฏขึ้น
- ข้อ จำกัด ด้านการตกแต่งพื้นผิว: เครื่องมือที่อ่อนนุ่ม cannot maintain a high-gloss “mirror” polish (SPI A-1 or A-2). The metal is too soft and will scratch during part ejection. It is better suited for matte or textured finishes.
- เส้นพรากจากกันที่เปราะบาง: ขอบที่แม่พิมพ์ทั้งสองครึ่งมาบรรจบกันสามารถโค้งมนหรือบุบได้ง่าย ส่งผลให้เกิดข้อบกพร่องด้านความสวยงามบนชิ้นส่วน
การใช้เครื่องมืออย่างหนัก คืออะไร?
เครื่องมือที่ยากลำบาก สร้างสรรค์ผลงานของโลกการผลิต แม่พิมพ์เหล่านี้ผลิตจากเหล็กเกรดสูงที่สามารถทนทานต่อรอบนับล้านรอบ อุณหภูมิสูง และวัสดุที่มีฤทธิ์กัดกร่อน นี่คือมาตรฐานสำหรับการผลิตจำนวนมาก
วัสดุทั่วไป
- เหล็ก P20: เหล็กกล้าเครื่องมือชุบแข็งล่วงหน้ามักใช้สำหรับแม่พิมพ์ "Class 102" มีความทนทานแต่ไม่เปราะเท่ากับเหล็กชุบแข็งทั้งตัว
- เหล็ก H13: มาตรฐานอุตสาหกรรมสำหรับการผลิตปริมาณมาก ผ่านการอบชุบด้วยความร้อนจนถึงความแข็งสูงสุด (Rockwell C 48-52) เพื่อต้านทานการสึกหรอและความล้าจากความร้อน
- สแตนเลส (420): ใช้เมื่อต้องการความต้านทานการกัดกร่อน เช่น เมื่อขึ้นรูป PVC หรือพลาสติกที่มีฤทธิ์กัดกร่อนอื่นๆ
ข้อดีของการใช้เครื่องมือแบบแข็ง
- ความทนทานต่อปริมาณมาก: เครื่องมือเหล็ก H13 ที่ได้รับการบำรุงรักษาอย่างเหมาะสมสามารถทำงานได้ 1 ล้านรอบ โดยไม่มีการสึกหรออย่างมีนัยสำคัญ
- ความคลาดเคลื่อนแน่น: เหล็กแข็งมีความแข็งและไม่เสียรูปภายใต้แรงกดดันการฉีดสูงที่จำเป็นสำหรับชิ้นส่วนที่ซับซ้อน ซึ่งช่วยให้มีความแม่นยำของมิติที่แน่นหนามาก
- พื้นผิวที่เหนือกว่า: เครื่องมือที่ยากลำบาก is required for high-gloss, optical-grade finishes. The steel is hard enough to be polished to a mirror shine without scratching.
- การดำเนินการที่ซับซ้อน: เครื่องมือที่ยากลำบาก is better suited for complex side-actions, sliders, and lifters that are required for parts with undercuts.
ข้อเสียของการใช้เครื่องมือแบบแข็ง
- การลงทุนเริ่มแรกสูง: วัตถุดิบมีราคาแพง และการตัดเฉือนเหล็กชุบแข็งมักต้องใช้ EDM (Electrical Discharge Machining) และความเร็วตัด CNC ที่ช้า ต้นทุนสูงกว่าเครื่องมือแบบอ่อนอย่างมาก
- ระยะเวลารอคอยที่ยาวนาน: ระหว่างการตัดเฉือนหยาบ การบรรเทาความเครียด การอบชุบด้วยความร้อน และการเจียร/ขัดเงาขั้นสุดท้าย การใช้เครื่องมือหนักมักต้องใช้เวลา 4 ถึง 12 สัปดาห์ เพื่อให้เสร็จสมบูรณ์
- ยากที่จะแก้ไข: เมื่อเครื่องมือเหล็กแข็งตัวแล้ว การเปลี่ยนแปลงก็ทำได้ยาก มักต้องมีการเชื่อมและการเจียรใหม่ ซึ่งจะทำให้ "เครื่องหมายพยาน" อยู่บนเครื่องมือและอาจมีราคาแพง
สรุปโดยย่อ: การแลกเปลี่ยน
| คุณสมบัติ | เครื่องมือแบบอ่อน (Aluminum) | การใช้เครื่องมืออย่างหนัก (Steel) |
|---|---|---|
| เป้าหมายหลัก | ความเร็วและต้นทุนต่ำ | อายุการใช้งานยาวนานและแม่นยำ |
| ปริมาณทั่วไป | 50 – 5,000 ชิ้น | 100,000 – 1,000,000 ชิ้น |
| เวลานำ | วัน ถง สัปดาห์ | สัปดาห์เป็นเดือน |
| การถ่ายเทความร้อน | ดีเยี่ยม (รอบเร็ว) | ปานกลาง (รอบมาตรฐาน) |
ความแตกต่างที่สำคัญ: การดำน้ำลึก
แม้ว่าคำจำกัดความข้างต้นจะสรุปข้อดีและข้อเสียทั่วไป แต่การทำความเข้าใจความแตกต่างเล็กๆ น้อยๆ นั้นเป็นสิ่งสำคัญสำหรับการตัดสินใจในการผลิตโดยมีข้อมูลครบถ้วน
1. พลวัตของต้นทุนและกลยุทธ์ “โคลน”
ความแตกต่างที่ชัดเจนที่สุดคือต้นทุนเริ่มต้น เครื่องมือแบบอ่อนมีราคาถูกกว่ามากเนื่องจากเครื่องจักรอะลูมิเนียมเร็วกว่าและไม่จำเป็นต้องให้ความร้อนหลังการตัดเฉือน เครื่องมือกัดแข็งเกี่ยวข้องกับโลหะผสมเหล็กราคาแพง ความเร็วในการตัดเฉือนที่ช้ากว่า และกระบวนการตัดเฉือนด้วยไฟฟ้า (EDM) ที่ซับซ้อนซึ่งมักจะซับซ้อนเพื่อเผาคุณสมบัติต่างๆ ลงในโลหะที่แข็งตัว
อย่างไรก็ตาม ต้นทุนไม่ใช่เลขฐานสองเสมอไป จุดกลางทั่วไปที่ใช้ในอุตสาหกรรมคือ มาสเตอร์ยูนิตดาย (โคลน) ระบบ
- กลยุทธ์: เครื่องปั้นใช้ฐานแม่พิมพ์เหล็กอเนกประสงค์ (โครง) ที่นำกลับมาใช้ใหม่ได้ซึ่งอยู่ในเครื่องจักร พวกเขาตัดเฉือนเฉพาะ “เม็ดมีด” ขนาดเล็ก (แกนและช่องที่สร้างรูปร่างให้กับชิ้นส่วนเฉพาะของคุณ) ที่ทำจากเหล็กอ่อนหรืออะลูมิเนียม
- ผลประโยชน์: คุณหลีกเลี่ยงการจ่ายเงินสำหรับโครงสร้างฐานเหล็กที่มีน้ำหนักมาก ซึ่งช่วยลดต้นทุนเริ่มต้นสำหรับการสร้างต้นแบบหรือเครื่องมือสะพานได้อย่างมาก ในขณะที่ยังคงใช้เครื่องจักรขึ้นรูปมาตรฐาน
2. รอบเวลาและการนำความร้อน
นี่มักจะเป็นตัวสร้างความแตกต่างที่ถูกมองข้ามมากที่สุด ความเร็วในการผลิตชิ้นส่วนจะขึ้นอยู่กับความเร็วที่คุณสามารถทำให้พลาสติกหลอมเหลวเย็นลงได้
- เครื่องมือแบบอ่อน Advantage: อลูมิเนียมมีค่าการนำความร้อนสูงกว่าเหล็กอย่างมาก ดึงความร้อนออกจากพลาสติกได้เร็วกว่ามาก ทำให้ชิ้นส่วนแข็งตัวเร็วขึ้น สำหรับการดำเนินการผลิตชิ้นส่วน 5,000 ชิ้น ระยะเวลาการทำงานที่เร็วขึ้นของเครื่องมืออะลูมิเนียมบางครั้งสามารถชดเชยต้นทุนเริ่มแรกที่สูงขึ้นได้ เมื่อเทียบกับเครื่องมือเหล็กราคาถูกมาก
- การใช้เครื่องมืออย่างหนัก Reality: เหล็กเก็บความร้อนได้นานกว่า เพื่อให้ได้รอบเวลาที่รวดเร็วด้วยการใช้เครื่องมือหนัก มักจะต้องใช้ช่องระบายความร้อนภายในที่ซับซ้อนและเจาะ (“การระบายความร้อนตามรูปแบบ”) ซึ่งจะทำให้ต้นทุนเครื่องมือเพิ่มขึ้นอีก
3. การตกแต่งพื้นผิวและความแม่นยำ
หากชิ้นส่วนของคุณต้องการผิวเคลือบแบบกระจกเงา (SPI A-1 หรือ A-2) จำเป็นต้องใช้เครื่องมือหนัก .
- อลูมิเนียมอ่อนเกินกว่าจะรักษาความเงางามไว้ได้นาน ขั้นตอนการดีดออกของวงจรการขึ้นรูปจะทำให้พื้นผิวเกิดรอยขีดข่วนด้วยกล้องจุลทรรศน์หลังจากการฉีดเพียงไม่กี่ร้อยช็อต ซึ่งจะทำให้ความมันเงาลดลง
- เหล็กชุบแข็งมีความยืดหยุ่นเพียงพอที่จะรักษาความเงางามได้ไร้ที่ตินับแสนรอบ
ในทำนองเดียวกัน สำหรับชิ้นส่วนที่ต้องการพิกัดความเผื่อที่แน่นหนามาก (เช่น ±0.001 นิ้ว) แนะนำให้ใช้เหล็กกล้าแข็ง เนื่องจากจะไม่โก่งตัวหรืองอภายใต้แรงกดดันการฉีดสูง ทำให้มั่นใจได้ถึงขนาดของชิ้นส่วนที่สม่ำเสมอ
4. ความเข้ากันได้ของวัสดุ (การเสียดสี)
เม็ดพลาสติกที่คุณเลือกจะกำหนดเครื่องมือที่คุณต้องการ พลาสติกมาตรฐาน เช่น โพลีโพรพีลีน (PP) หรือ ABS ค่อนข้างอ่อนโยนต่อแม่พิมพ์
อย่างไรก็ตาม เรซินเกรดวิศวกรรมมักจะมีสารเติมแต่งเช่น ใยแก้ว หรือ สารตัวเติมแร่ธาตุ เพื่อเพิ่มความแข็งแกร่ง วัสดุเหล่านี้ทำหน้าที่เหมือนกระดาษทรายเหลวภายในแม่พิมพ์ การฉีดไนลอนที่เติมแก้วลงในเครื่องมือแบบอ่อนอะลูมิเนียมจะกัดกร่อนรายละเอียดประตูและพื้นผิวอย่างรวดเร็ว โดยทำลายเครื่องมือภายในเวลาไม่ถึง 1,000 ครั้ง ต้องใช้เหล็ก H13 ชุบแข็งเพื่อต้านทานการเสียดสีนี้

การใช้งานในอุดมคติ
การเลือกกลยุทธ์การใช้เครื่องมือที่เหมาะสมนั้นขึ้นอยู่กับว่าคุณอยู่จุดใดในวงจรการพัฒนาผลิตภัณฑ์ของคุณ
การใช้งานที่ดีที่สุดสำหรับเครื่องมือแบบอ่อน (อะลูมิเนียม/เหล็กเหนียว)
- การสร้างต้นแบบและการตรวจสอบการออกแบบ: เมื่อคุณต้องการชิ้นส่วน 50–200 ชิ้นในวัสดุการผลิตจริงเพื่อทดสอบความพอดี รูปแบบ และการทำงาน ก่อนที่จะตัดสินใจใช้เครื่องมือเหล็กราคาแพง
- การทดสอบตลาด: การผลิตเป็นชุดเล็กๆ เพื่อวัดความสนใจของผู้บริโภคที่งานแสดงสินค้าหรือสำหรับรุ่นเบต้าที่จำกัด
- เครื่องมือสะพาน: กลยุทธ์สำคัญในการสร้างเครื่องมือแบบอ่อนอย่างรวดเร็วเพื่อเริ่มจัดหาชิ้นส่วนทันทีในขณะที่รอเวลาในการผลิตที่ยาวนานของการสร้างเครื่องมือแบบแข็งปริมาณสูงที่อื่น
- ผลิตภัณฑ์เฉพาะกลุ่มที่มีปริมาณน้อย: ผลิตภัณฑ์ที่มีความต้องการอายุการใช้งานรวมต่ำกว่า 5,000 หน่วย ซึ่งการลงทุนด้านเครื่องมือชุบแข็งจะไม่มีวันได้รับผลตอบแทน
การใช้งานที่ดีที่สุดสำหรับการใช้เครื่องมือหนัก (เหล็กชุบแข็ง)
- การผลิตจำนวนมาก: โครงการใดๆ ที่ต้องใช้ชิ้นส่วน 100,000 ถึงล้านชิ้นต่อปี (เช่น เครื่องใช้ไฟฟ้า ชิ้นส่วนยานยนต์ ฝาขวด)
- วัสดุที่มีฤทธิ์กัดกร่อน: ชิ้นส่วนที่ทำจากเรซินที่เติมแก้วหรือเติมแร่ธาตุซึ่งจะเคี้ยวเครื่องมือแบบอ่อนได้
- ข้อกำหนดความแม่นยำสูง: เกียร์ อุปกรณ์ทางการแพทย์ หรือตัวเชื่อมต่ออิเล็กทรอนิกส์ที่ความเสถียรของมิติตลอดหลายล้านรอบเป็นสิ่งสำคัญ
- ข้อกำหนดด้านเครื่องสำอางสูง: ชิ้นส่วนที่ต้องการความมันวาวสูงยาวนานหรือมีพื้นผิวที่สลับซับซ้อนและสม่ำเสมอ
ปัจจัยที่ต้องพิจารณาเมื่อเลือก
เมื่อต้องเผชิญกับการตัดสินใจด้านเครื่องมือแบบอ่อนและแบบแข็ง ให้ประเมินโครงการของคุณโดยเทียบกับปัจจัยสำคัญ 5 ประการเหล่านี้
1. ปริมาณการผลิตรวม (อายุการใช้งาน)
นี่คือตัวกรองหลัก หากการคาดการณ์อายุการใช้งานของคุณต่ำกว่า 5,000 ชิ้นส่วน ให้เริ่มด้วยการดูที่เครื่องมือแบบอ่อน หากเกิน 50,000 ชิ้น การใช้เครื่องมือหนักก็เกือบจะเป็นเส้นทางที่ถูกต้องอย่างแน่นอน พื้นที่สีเทาในระหว่างนั้นจำเป็นต้องมีการวิเคราะห์ต้นทุนเชิงลึก
2. ความเร็วสู่ตลาด (Lead Time)
คุณต้องการชิ้นส่วนภายใน 3 สัปดาห์เพื่อให้ตรงตามกำหนดเวลาการเปิดตัวที่สำคัญ หรือคุณมีเวลา 3 เดือน หากความเร็วเป็นสิ่งสำคัญยิ่ง การใช้เครื่องมือแบบอ่อนคือตัวเลือกเดียวที่สามารถส่งมอบได้อย่างรวดเร็ว การใช้เครื่องมืออย่างหนักเป็นกระบวนการที่ช้าและมีเจตนา
3. ข้อจำกัดด้านงบประมาณ (Capex กับ Opex)
คุณถูกจำกัดโดยรายจ่ายฝ่ายทุนเริ่มแรก (Capex) หรือไม่? เครื่องมือแบบอ่อนช่วยลดราคาสติกเกอร์ล่วงหน้า อย่างไรก็ตาม หากคุณมีเงินทุน เครื่องมือกลึงจะให้ราคาชิ้นงานที่ต่ำกว่าในระยะยาว ซึ่งช่วยลดค่าใช้จ่ายในการดำเนินงาน (Opex)
4. เรขาคณิตของชิ้นส่วนและความซับซ้อน
แม้ว่าทั้งสองวิธีจะสามารถรองรับรูปทรงที่ซับซ้อนได้ แต่การใช้เครื่องมือแข็งนั้นเหมาะกว่าสำหรับ “การทำงาน” ที่ซับซ้อนภายในแม่พิมพ์ เช่น ตัวเลื่อนที่ซับซ้อน ตัวยกสำหรับการตัดส่วนล่าง และกลไกการคลายเกลียวสำหรับชิ้นส่วนที่เป็นเกลียว ส่วนประกอบที่เคลื่อนไหวเหล่านี้จะเสื่อมสภาพอย่างรวดเร็วหากทำจากโลหะอ่อน
5. วัสดุเรซิน
ตามที่กล่าวไว้ข้างต้น หากรายการวัสดุของคุณกำหนดให้ใช้ไนลอนที่เติมแก้ว 30% คุณต้องจัดงบประมาณสำหรับเครื่องมือที่แข็ง โดยไม่คำนึงถึงปริมาณของคุณ การใช้เครื่องมือแบบอ่อนสำหรับวัสดุที่มีฤทธิ์กัดกร่อนถือเป็นการประหยัดที่ผิดพลาด
การวิเคราะห์ต้นทุน: การใช้เครื่องมือแบบอ่อนและแบบแข็ง
การตัดสินใจมักมาจากปัญหาทางคณิตศาสตร์: ต้นทุนรวมในการเป็นเจ้าของ (TCO) - คุณต้องสร้างสมดุลระหว่าง "ราคาสติกเกอร์" ล่วงหน้าของแม่พิมพ์กับ "ราคาชิ้นส่วน" ในระยะยาวของชิ้นส่วน
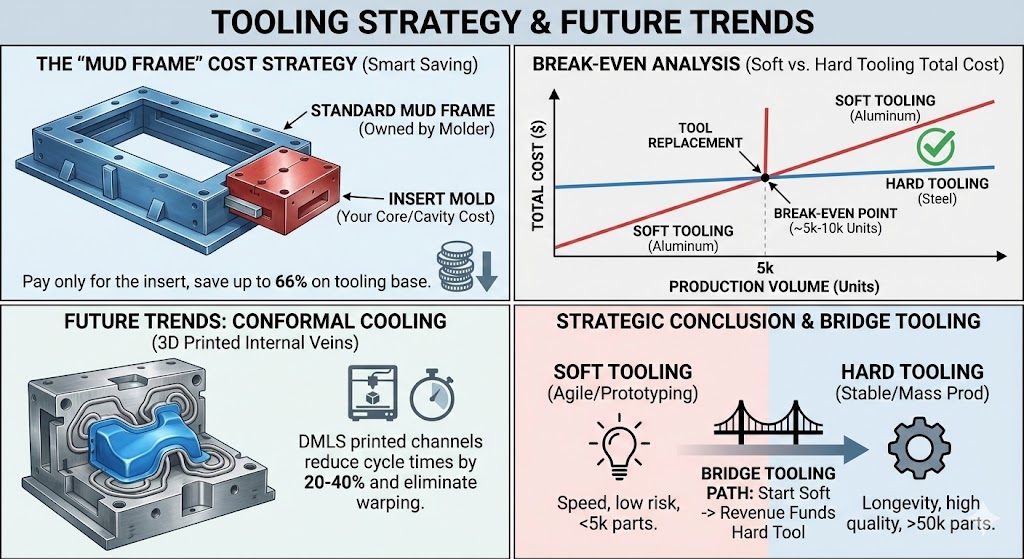
1. กลยุทธ์ “MUD Frame” (เคล็ดลับมือโปร)
ก่อนจะดูค่าใช้จ่ายทั้งหมดควรรู้เกี่ยวกับ มาสเตอร์ยูนิตดาย (โคลน) เม็ดมีด
แทนที่จะซื้อฐานแม่พิมพ์แบบกำหนดเองแบบเต็ม (ซึ่งหนักและมีราคาแพง) คุณสามารถใช้ "ส่วนแทรกโคลน" นี่คือเฟรมมาตรฐานที่ช่างปั้นเป็นเจ้าของ ซึ่งจะเลื่อนแกนและช่องเฉพาะของคุณเข้าไป
- ผลกระทบด้านต้นทุน: วิธีนี้สามารถลดต้นทุนเครื่องมือเริ่มต้นของคุณได้ มากถึง 66% เพราะคุณไม่ได้จ่ายค่าฐานแม่พิมพ์โครงสร้าง แต่จ่ายแค่ค่าพื้นที่ขึ้นรูปเท่านั้น
- ดีที่สุดสำหรับ: วิธีการใช้เครื่องมือทั้งแบบอ่อนและแบบแข็งสำหรับชิ้นส่วนที่มีขนาดต่ำกว่า 6 นิ้ว
2. การพังทลายตามสมมุติฐาน: “ตัวเรือนพลาสติก”
เรามาดูสถานการณ์จริงสำหรับตัวเรือนพลาสติกมาตรฐาน (ประมาณ 4" x 4") เพื่อดูว่าจุดคุ้มทุนอยู่ที่ไหน
| ตัวแปรต้นทุน | เครื่องมือแบบอ่อน (Aluminum 7075) | การใช้เครื่องมืออย่างหนัก (P20/H13 Steel) |
|---|---|---|
| การลงทุนด้านเครื่องมือ | 3,500 ดอลลาร์ | 12,000 ดอลลาร์ |
| ประมาณ อายุการใช้งานของเครื่องมือ | 5,000 นัด | 250,000 นัด |
| รอบเวลา | 20 วินาที (เย็นเร็ว) | 35 วินาที (ระบายความร้อนมาตรฐาน) |
| ราคาอะไหล่ | $1.20 | $1.45 (ที่ปริมาณต่ำ) / $0.85 (ที่ปริมาณสูง) |
การวิเคราะห์จุดคุ้มทุน:
-
จำนวน 1,000 ยูนิต:
- เครื่องมือแบบอ่อน Total: $3,500 ($1.20 * 1,000) = 4,700 ดอลลาร์
- การใช้เครื่องมืออย่างหนัก Total: 12,000 ดอลลาร์ (1.45 * 1,000) = 13,450 ดอลลาร์
- ผู้ชนะ: เครื่องมือแบบอ่อน โดยแผ่นดินถล่ม
-
จำนวน 20,000 หน่วย:
- เครื่องมือแบบอ่อน Total: ต้องใช้แม่พิมพ์ใหม่ 4 ชิ้น ($14,000) ชิ้นส่วน ($24,000) = 38,000 ดอลลาร์
- การใช้เครื่องมืออย่างหนัก Total: ชิ้นส่วนหนึ่งแม่พิมพ์ ($12,000) ($17,000 @ อัตราจำนวนมาก) = 29,000 ดอลลาร์
- ผู้ชนะ: การใช้เครื่องมืออย่างหนัก .
บทเรียน: “จุดครอสโอเวอร์” มักจะเกิดขึ้นระหว่าง 5,000 และ 10,000 หน่วย - หากคุณวางแผนที่จะขยายขนาดเกินกว่านั้น เครื่องมือเหล็กราคาแพงจะกลายเป็นตัวเลือกที่ถูกกว่า
แนวโน้มในอนาคตของเครื่องมือฉีดขึ้นรูป
ตัวเลือกไบนารีระหว่าง "อลูมิเนียมกับเหล็ก" กำลังเบลอเมื่อเทคโนโลยีก้าวหน้า นี่คือสิ่งที่จะเปลี่ยนแปลงเกมในปี 2025 และต่อๆ ไป
1. Conformal Cooling (“เส้นเลือดภายใน”)
โดยปกติแล้ว ช่องระบายความร้อนจะถูกเจาะเป็นเส้นตรงผ่านเหล็ก ซึ่งจะทำให้ "จุดร้อน" อยู่ในจุดที่สว่านไม่สามารถเข้าถึงได้
- นวัตกรรม: การใช้ การเผาผนึกด้วยเลเซอร์โลหะโดยตรง (DMLS) (การพิมพ์โลหะ 3 มิติ) วิศวกรสามารถพิมพ์แม่พิมพ์เหล็กที่มีช่องระบายความร้อนที่โค้งและบิดได้ ภายใน ผนังแม่พิมพ์ตามรูปทรงของชิ้นส่วนได้อย่างลงตัว
- ผลประโยชน์: ซึ่งจะช่วยลดรอบเวลาลงได้ 20% ถึง 40% และ virtually eliminates warping.
2. การใช้เครื่องมือแบบไฮบริด
นักออกแบบมีการใช้มากขึ้น แม่พิมพ์ไฮบริด - พวกเขาใช้ฐานเหล็กกลึงมาตรฐานเพื่อความทนทาน แต่ใช้เม็ดมีดเหล็กพิมพ์ 3 มิติสำหรับคุณสมบัติที่ซับซ้อนซึ่งเป็นไปไม่ได้ที่จะตัดเฉือนด้วยเครื่องตัด CNC ซึ่งเป็นการผสมผสานความแม่นยำของ AM (การผลิตแบบเติมเนื้อวัสดุ) เข้ากับความทนทานของเครื่องมือแบบดั้งเดิม
3. แม่พิมพ์อัจฉริยะ (อุตสาหกรรม 4.0)
ปัจจุบัน อุปกรณ์เครื่องมือแข็งระดับไฮเอนด์มีการติดตั้งเซ็นเซอร์เพียโซอิเล็กทริกแบบฝังอยู่ เซ็นเซอร์เหล่านี้จะตรวจสอบความดันและอุณหภูมิภายในคาวิตี้แบบเรียลไทม์ โดยจะปรับเครื่องฉีดขึ้นรูปโดยอัตโนมัติเพื่อป้องกันข้อบกพร่องก่อนที่จะเกิดขึ้น
บทสรุป
การเลือกระหว่างเครื่องมือแบบอ่อนและแบบแข็งไม่ได้เกี่ยวกับ "ดีกับไม่ดี" แต่เป็นเรื่องของ การจัดการความเสี่ยง .
- เลือกเครื่องมือแบบอ่อน (อะลูมิเนียม) หาก: คุณอยู่ในขั้นตอนการสร้างต้นแบบ ต้องการชิ้นส่วนภายในเวลาไม่ถึง 2 สัปดาห์ มีงบประมาณที่เข้มงวดต่ำกว่า 5,000 ดอลลาร์ หรือความต้องการของตลาดโดยรวมของคุณไม่แน่นอน เป็นจุดเริ่มต้นที่คล่องตัวและมีความเสี่ยงต่ำ
- เลือกเครื่องมือช่าง (เหล็ก) หาก: คุณมีการออกแบบที่ผ่านการตรวจสอบแล้ว ต้องมีการเคลือบเกรดออพติคอล ขึ้นรูปวัสดุที่เติมแก้วที่มีฤทธิ์กัดกร่อน หรือต้องรับประกันการจัดหาสำหรับหน่วยนับแสนชิ้น เป็นการลงทุนด้านความมั่นคงและคุณภาพ
คำแนะนำขั้นสุดท้าย:
หากคุณไม่แน่ใจ โปรดสอบถามพันธมิตรการผลิตของคุณเกี่ยวกับก “เครื่องมือสะพาน” กลยุทธ์ เริ่มต้นด้วยเครื่องมืออะลูมิเนียมราคาประหยัดเพื่อออกสู่ตลาดอย่างรวดเร็ว ใช้รายได้จากชิ้นส่วน 5,000 ชิ้นแรกเพื่อเป็นทุนในการก่อสร้างแม่พิมพ์เหล็ก P20 แบบถาวร สิ่งนี้จะช่วยให้คุณได้รับความเร็วของการใช้เครื่องมือแบบอ่อนพร้อมกับอายุการใช้งานที่ยาวนานของเครื่องมือแบบแข็งในที่สุด
คำถามที่พบบ่อย (FAQ)
ถาม: ฉันสามารถแปลง soft tool ให้เป็น hard tool ในภายหลังได้หรือไม่
ตอบ: ไม่ได้ คุณไม่สามารถ "แข็ง" แม่พิมพ์อะลูมิเนียมให้เป็นเหล็กได้ อย่างไรก็ตาม หากคุณใช้ระบบ MUD (Master Unit Die) คุณสามารถเปลี่ยนแกนอะลูมิเนียม/ส่วนแทรกที่เป็นโพรงสำหรับเหล็กกล้าได้ โดยยังคงรักษาโครงฐานแม่พิมพ์แบบเดิมไว้ ซึ่งช่วยประหยัดเงิน
ถาม: เครื่องมือแบบอ่อนมีราคาถูกกว่าเครื่องมือแบบแข็งเสมอไปหรือไม่
ตอบ: โดยทั่วไปแล้วใช่ โดยทั่วไปแล้วเครื่องมือแบบอ่อนจะถูกกว่า 30-50% เมื่อจ่ายล่วงหน้า อย่างไรก็ตาม หากปริมาณการผลิตของคุณเกิน 10,000 หน่วย ค่าใช้จ่ายในการเปลี่ยนแม่พิมพ์แบบอ่อนที่ชำรุดจะทำให้มีราคาแพงกว่าการลงทุนในแม่พิมพ์แข็งที่ทนทานเพียงตัวเดียวในที่สุด
ถาม: ฉันใช้เครื่องมือแบบอ่อนกับไนลอนที่เติมแก้วได้หรือไม่
ตอบ: มันไม่แนะนำ ใยแก้วมีฤทธิ์กัดกร่อนและจะขัดรายละเอียดของแม่พิมพ์อะลูมิเนียมออกอย่างรวดเร็ว หากคุณต้องใช้เครื่องมือแบบอ่อนกับวัสดุที่มีฤทธิ์กัดกร่อน คาดว่าเครื่องมือจะมีอายุการใช้งานสั้นมาก (มักจะต่ำกว่า 500 ชิ้นส่วน)
ถาม: ระยะเวลารอคอยสินค้าต่างกันอย่างไร?
ตอบ: เครื่องมือแบบอ่อนมักจะสามารถตัดเฉือนและพร้อมสำหรับการฉีดช็อตแรก (T1) ได้ภายใน 1-2 สัปดาห์ โดยทั่วไปแล้ว การทำเครื่องมือแบบแข็งจะใช้เวลา 4-8 สัปดาห์เนื่องจากการอบชุบด้วยความร้อน EDM (Electrical Discharge Machining) และเวลาในการขัดเงา
ถาม: วัสดุเครื่องมือส่งผลต่อคุณภาพของชิ้นส่วนพลาสติกหรือไม่
ตอบ: ในแง่ของขนาด ไม่ ทั้งคู่สามารถผลิตชิ้นส่วนที่แม่นยำได้ อย่างไรก็ตาม ในแง่ของการตกแต่งนั้น จำเป็นต้องใช้เครื่องมือแบบแข็งเพื่อให้งานเคลือบที่มีความมันเงาสูงและใสมองเห็นได้ เครื่องมือแบบอ่อนเหมาะกับงานเคลือบด้านหรือพื้นผิวมากกว่า
อภิธานศัพท์คำศัพท์สำคัญ
- ช่อง: ด้านเว้าของแม่พิมพ์ที่สร้างพื้นผิวด้านนอกของชิ้นส่วน (มักเรียกว่า "ด้าน A")
- แกนหลัก: ด้านนูนของแม่พิมพ์ที่สร้างพื้นผิวด้านในและรายละเอียดโครงสร้าง (มักเรียกว่า "ด้าน B")
- EDM (การตัดเฉือนด้วยไฟฟ้า): กระบวนการที่ใช้ในการใช้เครื่องมือแข็งโดยที่อิเล็กโทรดที่มีประจุจะเผารูปร่างให้เป็นเหล็กชุบแข็งซึ่งไม่สามารถตัดด้วยสว่านแบบเดิมได้
- แฟลช: ข้อบกพร่องที่พลาสติกส่วนเกินรั่วไหลออกจากเส้นแยกแม่พิมพ์ สิ่งนี้เกิดขึ้นบ่อยครั้งเมื่อเครื่องมือแบบอ่อนเริ่มเสื่อมสภาพ
- การรักษาความร้อน: กระบวนการให้ความร้อนและความเย็นของเหล็กเพื่อเปลี่ยนคุณสมบัติทางกายภาพ ทำให้มีความแข็งและทนทานมากขึ้น (จำเป็นสำหรับการใช้เครื่องมือที่แข็ง)
- ช็อต: รอบเดียวของเครื่องฉีดพลาสติก
- T1: ตัวอย่าง “ทดสอบ 1”—ชิ้นส่วนแรกที่ผลิตโดยแม่พิมพ์ใหม่เพื่อตรวจสอบการออกแบบ

