
Flash เป็นหนึ่งในข้อบกพร่องที่พบบ่อยที่สุดในการฉีดขึ้นรูป — และเป็นหนึ่งในข้อบกพร่องที่มีการวินิจฉัยผิดพลาดมากที่สุด ครีบบางของวัสดุส่วนเกินที่ปรากฏที่เส้นแยกส่วน สลักดีดตัว หรือส่วนเชื่อมต่อเม็ดมีด มักถูกตำหนิที่พารามิเตอร์กระบวนการเพียงอย่างเดียว เมื่อสาเหตุที่แท้จริงมักเกิดจากเครื่องมือ คู่มือนี้ให้กรอบการทำงานการวินิจฉัยที่เป็นระบบซึ่งครอบคลุมสาเหตุที่แท้จริงทั้ง 7 หมวดหมู่ มาตรฐานการป้องกันเชิงปริมาณ และเมทริกซ์ลำดับความสำคัญในการดำเนินการแก้ไขเพื่อกำจัดแฟลชอย่างมีประสิทธิภาพ
1. การกระพริบของแม่พิมพ์คืออะไร?
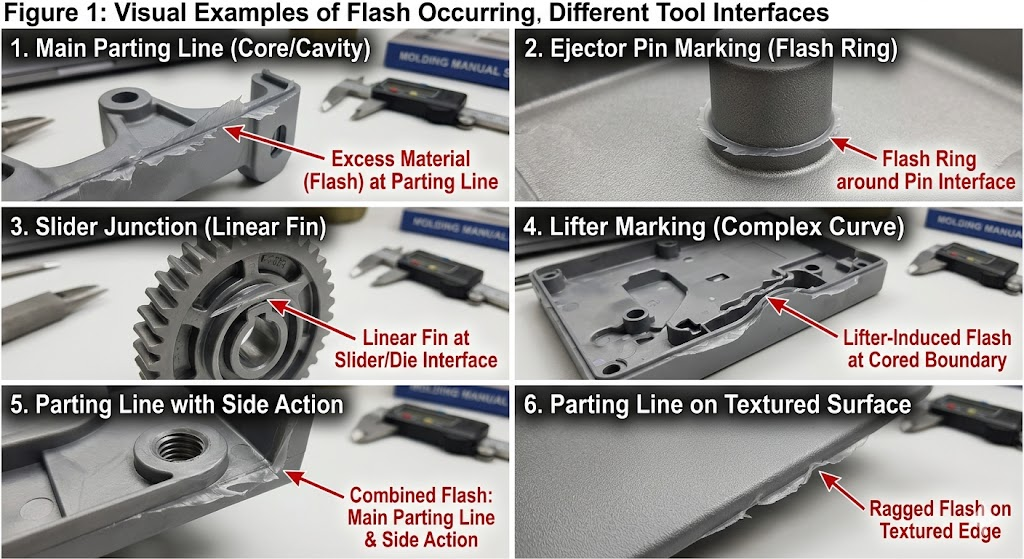
Flash (เช่น: flashing, burr) คือวัสดุส่วนเกินที่จะหลุดออกจากโพรงแม่พิมพ์ผ่านช่องว่างใดๆ ในเครื่องมือก่อนที่จะแช่แข็ง ปรากฏเป็นครีบบาง ใย หรือขอบขนนกติดอยู่กับชิ้นส่วนที่:
- เส้นพรากจากกัน - ตำแหน่งที่พบมากที่สุด
- อินเทอร์เฟซพินอีเจ็คเตอร์ — วงแหวนแฟลชแบบวงกลมรอบใบหน้าพิน
- อินเทอร์เฟซของสไลด์และตัวยก — ครีบเชิงเส้นตามแนวหน้าสัมผัสด้านข้าง
- แทรกขอบเขต — ที่ขอบด้านนอกของเม็ดมีดโลหะในการขึ้นรูปเม็ดมีด
- สถานที่ระบายอากาศ — หากช่องระบายอากาศมีขนาดใหญ่เกินไปหรือสึกกร่อน
- พื้นผิวปิด — ในลักษณะคอร์และรูทะลุ
Flash ไม่ใช่แค่ความสวยงามเท่านั้น เพิ่มการดำเนินการตัดแต่งรอง เสี่ยงต่อการรบกวนในการประกอบ ทำให้เกิดขอบคม (อันตรายจากการบาดเจ็บและการซีลล้มเหลว) และในการใช้งานทางการแพทย์หรือการสัมผัสอาหารจะกระตุ้นให้เกิดความไม่สอดคล้องตามกฎระเบียบ ที่สำคัญกว่านั้น มันส่งสัญญาณถึงช่องว่างในระบบแม่พิมพ์ ซึ่งหากไม่ได้รับการรักษา ก็จะขยายกว้างขึ้นเรื่อยๆ ในแต่ละช็อต
2. หมวดสาเหตุเจ็ดประการ
แฟลชมีสาเหตุเฉพาะหน้าเดียวกันเสมอ — วัสดุที่อยู่ภายใต้ความกดดันในการค้นหาช่องว่าง แต่ที่มาของช่องว่างนั้นแบ่งออกเป็นเจ็ดประเภทที่แตกต่างกัน ซึ่งแต่ละประเภทต้องมีการดำเนินการแก้ไขที่แตกต่างกัน
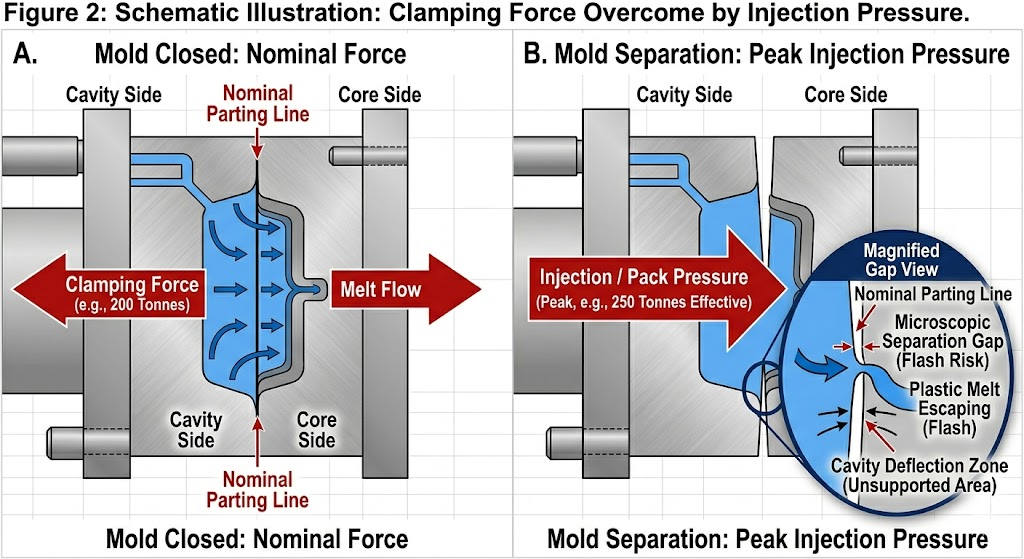
2.1 แรงจับยึดไม่เพียงพอ
สาเหตุที่ถูกมองข้ามบ่อยที่สุด หากแรงดันการฉีดเกินแรงจับยึดที่มีประสิทธิผลของการกดบนพื้นที่ที่คาดการณ์ไว้ของชิ้นส่วนและระบบรันเนอร์ แผ่นแม่พิมพ์จะแยกออกจากกันชั่วขณะระหว่างการเติมและการบรรจุ ทำให้เกิดช่องว่างแบบไดนามิกที่แนวการแยกส่วน
การตรวจวินิจฉัย:
แรงยึดที่ต้องการ (ตัน) = พื้นที่ที่ฉาย (ซม.²) × ความดันในโพรง (MPa) ÷ 100สำหรับชิ้นส่วนที่มีพื้นที่ฉายภาพ 180 ตร.ซม. (รวมนักวิ่ง) ที่เติมแรงดันโพรงโดยเฉลี่ย 80 MPa:
แคลมป์ที่ต้องการ = 180 × 80 ÷ 100 = ขั้นต่ำ 144 ตันเพิ่มส่วนต่างความปลอดภัย 20–25% → ขั้นต่ำ 175–180 ตัน
การใช้ชิ้นส่วนนี้บนแท่นพิมพ์ขนาด 150 ตันจะทำให้เกิดแสงแฟลชเส้นแยกส่วน โดยไม่คำนึงถึงการปรับพารามิเตอร์อื่นๆ
ข้อผิดพลาดทั่วไป: คำนวณพื้นที่ฉายจากชิ้นส่วนเท่านั้น ไม่รวมระบบรันเนอร์ Sprue, runners และ gates มีส่วนสำคัญในการฉายพื้นที่และแรงกดดันในโพรง
| วัสดุ | ช่วงความดันโพรงทั่วไป | กฎแรงยึดของนิ้วหัวแม่มือ |
|---|---|---|
| พีพี, พีอี (ผนังบาง) | 40–80 เมกะปาสคาล | 0.4–0.8 ตัน/ซม.² |
| เอบีเอส, PS | 50–90 เมกะปาสคาล | 0.5–0.9 ตัน/ซม.² |
| PA6, PA66 | 60–100 เมกะปาสคาล | 0.6–1.0 ตัน/ซม.² |
| พีซี, พีซี/เอบีเอส | 80–130 เมกะปาสคาล | 0.8–1.3 ตัน/ซม.² |
| พีพีเอส รพช | 90–150 เมกะปาสคาล | 0.9–1.5 ตัน/ซม.² |
| ปอม | 70–110 เมกะปาสคาล | 0.7–1.1 ตัน/ซม.² |
2.2 การสึกหรอหรือความเสียหายของพื้นผิว
พื้นผิวการแยกส่วน (PS) เป็นจุดปิดผนึกหลักระหว่างโพรงและบรรยากาศ การเบี่ยงเบนจากความเรียบที่สมบูรณ์แบบ ไม่ว่าจะจากการสึกหรอ ความเสียหายจากแรงกระแทก การกัดเซาะของประกายไฟ EDM หรือความแข็งของพื้นผิวไม่เพียงพอ จะทำให้วัสดุหลุดออกมาได้
ความคลาดเคลื่อนที่สำคัญ:
| ขนาดแม่พิมพ์ | ค่าเบี่ยงเบนความเรียบ PS สูงสุดที่อนุญาต | ความแข็งของเหล็กที่แนะนำ |
|---|---|---|
| ขนาดเล็ก (<250 × 250 มม.) | 0.005 มม | 48–52 เหล็กแผ่นรีดร้อน |
| ปานกลาง (250–500 มม.) | 0.008 มม | 48–52 เหล็กแผ่นรีดร้อน |
| ใหญ่ (>500 มม.) | 0.010–0.012 มม | 44–48 เหล็กแผ่นรีดร้อน |
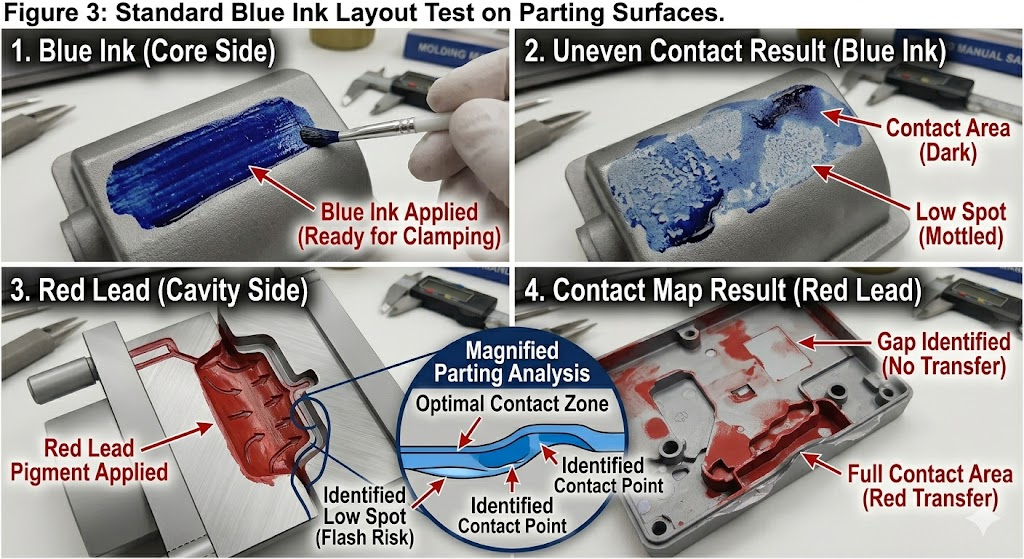
โปรโตคอลการตรวจสอบ: การทดสอบการถ่ายเทหมึกสีน้ำเงินหรือฟิลเลอร์เกจจะกวาดไปทั่วพื้นผิวที่แยกส่วนทั้งหมด ช่องว่างใดๆ >0.010 มม. บนวัสดุสินค้าโภคภัณฑ์หรือ >0.005 มม. บนวัสดุที่มีความหนืดต่ำ (LCP, PPS) ถือเป็นความเสี่ยงที่เกิดขึ้นทันที
วิธีการซ่อมแซมตามความรุนแรง:
| ประเภทความเสียหาย | วิธีการซ่อมแซม | เวลานำ |
|---|---|---|
| การสึกหรอเล็กน้อย (พื้นที่ต่ำ <0.05 มม.) | การเชื่อมด้วยเลเซอร์อีกครั้ง | 1–3 วัน |
| การสึกหรอปานกลาง (0.05–0.2 มม.) | การเชื่อมแบบสเปรย์หรือการเชื่อม TIG ด้วยเครื่องจักรใหม่ | 3–5 วัน |
| กระแทกเสียหาย/บุบ | การเชื่อมด้วยเลเซอร์ EDM จุดประกายใหม่ | 2–4 วัน |
| การสึกหรออย่างกว้างขวาง (>0.2 มม.) | PS รีดเรียบอีกครั้งบนเครื่องบดพื้นผิว | 3–7 วัน |
| แฟลชซ้ำตำแหน่งเดิม | เชื่อม Hardface (Stellite) ขัดใหม่ | 5–10 วัน |
2.3 ความเร็วหรือแรงดันในการฉีดมากเกินไป
แม้แต่แม่พิมพ์ที่มีรูปทรงสมบูรณ์แบบทางเรขาคณิตก็ยังจะกระพริบหากพารามิเตอร์กระบวนการดันความดันโพรงเกินความสามารถในการรับแรงยึด หรือหากความเร็วการฉีดสูงพอที่จะสร้างเอฟเฟกต์ลิ่มไฮดรอลิกที่เส้นแยกก่อนที่น้ำหนักของแคลมป์จะพัฒนาเต็มที่
สภาวะกระบวนการกระตุ้นแฟลช:
- ความเร็วในการฉีดถูกตั้งค่าไว้สูงมากจนช่องจะเต็มภายใน <0.3 วินาที — แรงดันสูงสุดที่เพิ่มขึ้นเกินความสามารถของแคลมป์ชั่วขณะหนึ่ง
- แรงดันในการอัดตั้งไว้สูงกว่า 80% ของแรงดันการฉีดบนวัสดุที่มีความหนืดต่ำ
- ระยะเวลาในการคงตัวยาวนานเกินกว่าการแช่แข็งของเกต — แรงดันอย่างต่อเนื่องหลังจากการแช่แข็งของเกตจะถ่ายเทแรงไปยังแผ่นแม่พิมพ์ ไม่ใช่การบรรจุชิ้นส่วน
- อุณหภูมิหลอมเหลวสูงเกินไป — ลดความหนืด วัสดุจะไหลเข้าไปในช่องว่างที่รุนแรงยิ่งขึ้น
ลำดับการปรับกระบวนการ (ก่อนการแทรกแซงเครื่องมือ):
- ลดความเร็วในการฉีดลงทีละ 10% — ตรวจสอบว่าแฟลชลดลงหรือไม่
- ลดแรงกดในการอัดลงเหลือ 60–70% ของแรงกดในการเติม
- ตรวจสอบเวลาค้างไม่เกินเวลาหยุดการหยุดเกต (ใช้การศึกษาการแช่แข็งเกต)
- ลดอุณหภูมิหลอมเหลวลง 5–10°C
- หากไฟแฟลชยังคงอยู่หลังการปรับทั้งสี่ครั้ง สาเหตุที่แท้จริงอยู่ที่การใช้เครื่องมือ ไม่ใช่การประมวลผล
2.4 ความหนืดของวัสดุต่ำเกินไป
วัสดุที่มีความหนืดต่ำจะไหลเข้าสู่ช่องว่างที่วัสดุที่มีความหนืดมาตรฐานเชื่อมเข้าด้วยกัน นี่คือเหตุผลว่าทำไมเกรด พีพีเอส รพช และ PA ที่มีน้ำหนักโมเลกุลต่ำจึงต้องมีพิกัดความเผื่อพื้นผิวในการกลึงตัดที่เข้มงวดกว่า ABS หรือ PP
Melt Flow Index (MFI) เป็นตัวบ่งชี้ความเสี่ยงแฟลช:
| ช่วง MFI (ก./10 นาที) | หมวดความเสี่ยงแฟลช | ช่องว่าง PS สูงสุดที่อนุญาต |
|---|---|---|
| < 5 | ต่ำ | 0.020 มม |
| 5–20 | ปานกลาง | 0.015 มม |
| 20–50 | สูง | 0.010 มม |
| > 50 (เช่น LCP, PP แบบผนังบาง) | สูงมาก | 0.005–0.008 มม |
การเปลี่ยนแปลงล็อตวัสดุ: MFI อาจแตกต่างกันได้ ±15–25% ระหว่างล็อตที่อยู่ในเกรดเดียวกัน แม่พิมพ์ที่ทำงานที่จุดเริ่มแฟลชที่มีหนึ่งล็อตอาจกะพริบพร้อมกับชิ้นถัดไป ตรวจสอบ MFI ที่เข้ามาเทียบกับข้อมูลคุณสมบัติแม่พิมพ์เสมอ
2.5 อุณหภูมิแม่พิมพ์สูงเกินไป
อุณหภูมิแม่พิมพ์ที่สูงขึ้นจะช่วยลดความหนืดของชั้นหลอมเหลวเมื่อสัมผัสกับพื้นผิวการกลึงตัด ส่งผลให้กรอบเวลาที่วัสดุมีของเหลวมากพอที่จะทะลุช่องว่างออกไปได้ สิ่งนี้มีความสำคัญอย่างยิ่งสำหรับ:
- วัสดุผลึกที่มีจุดหลอมเหลวแหลมคม (POM, PPS, PA)
- วัสดุทำงานใกล้ขีดจำกัดด้านบนของช่วงอุณหภูมิแม่พิมพ์ที่แนะนำ
- แม่พิมพ์วิ่งร้อนที่ความร้อนจากท่อร่วมสามารถยกระดับอุณหภูมิของแผ่นแม่พิมพ์ในพื้นที่ได้
กฎง่ายๆ: อุณหภูมิแม่พิมพ์ที่เพิ่มขึ้นทุกๆ 10°C สูงกว่าค่าต่ำสุดที่แนะนำ จะเพิ่มความไวของแฟลชประมาณหนึ่งเกรดความหนืด - เทียบเท่ากับ MFI ที่เพิ่มขึ้น 20%
2.6 ข้อบกพร่องในการออกแบบแม่พิมพ์
คุณสมบัติทางเรขาคณิตในการออกแบบแม่พิมพ์ที่สร้างความเสี่ยงแฟลชโดยธรรมชาติ:
ช่วงพื้นผิวการกลึงตัดที่ไม่รองรับ: พื้นผิวการกลึงตัดเรียบขนาดใหญ่ที่ไม่มีเสารองรับจะเบนไปภายใต้แรงกดในโพรง แผ่นแม่พิมพ์ที่ไม่รองรับขนาด 400 × 400 มม. ในเหล็ก P20 มีการเบี่ยงเบน 0.03–0.08 มม. ที่ 80 MPa ซึ่งเพียงพอที่จะสร้างแสงวาบที่เส้นรอบวง
กฎการออกแบบเสาสนับสนุน: ระยะห่างสูงสุดที่ไม่ได้รับการสนับสนุนระหว่างเสารองรับ = 150 มม. สำหรับแม่พิมพ์สำหรับงานปานกลาง เพิ่มเสาที่จุดศูนย์กลาง 120–130 มม. สำหรับวัสดุแรงดันสูง (PC, PPS)
ความกว้างของที่ดินไม่เพียงพอที่เส้นแยก: “พื้นดิน” ซึ่งเป็นแถบแบนแคบที่อยู่ติดกับช่องบนพื้นผิวที่แยกจากกัน จะต้องกว้างพอที่จะต้านทานการเสียรูปที่เกิดจากแรงดันได้ ความกว้างของที่ดินขั้นต่ำที่แนะนำ:
| วัสดุ | ความกว้างของที่ดินขั้นต่ำ |
|---|---|
| พีพี, พีอี, เอบีเอส | 3–5 มม |
| พีเอ, ปอม, พีซี | 5–8 มม |
| พีพีเอส รพช | 8–12 มม |
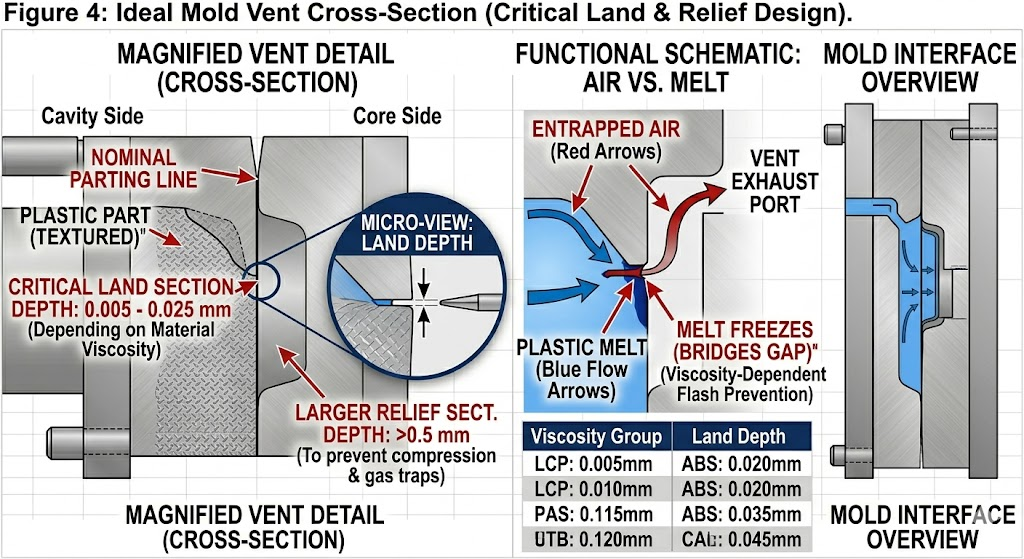
ความลึกของช่องระบายอากาศลึกเกินไป: ช่องระบายอากาศเป็นช่องว่างโดยเจตนา — หากมีขนาดใหญ่เกินไป ช่องระบายอากาศเหล่านั้นจะกลายเป็นตัวกำเนิดแฟลช คำแนะนำความลึกมาตรฐานของช่องระบายอากาศ:
| วัสดุ | ความลึกของช่องระบายอากาศ (ส่วนที่ดิน) | ความลึกของช่องระบายอากาศ (ส่วนนูน) |
|---|---|---|
| PP, PE | 0.015–0.025 มม | 0.5–0.8 มม |
| เอบีเอส, PS | 0.010–0.020 มม | 0.5–0.8 มม |
| พีเอ, ปอม | 0.010–0.015 มม | 0.3–0.5 มม |
| พีซี, พีซี/เอบีเอส | 0.008–0.015 มม | 0.3–0.5 มม |
| พีพีเอส รพช | 0.005–0.010 มม | 0.2–0.3 มม |
2.7 ส่วนประกอบที่สึกหรอหรือเคลื่อนไม่ตรงแนว
การเคลื่อนไหวด้านข้าง ตัวยก การดึงคอร์ และพินดีดตัวสร้างอินเทอร์เฟซแบบไดนามิกที่เคลื่อนไหวทุกรอบ อินเทอร์เฟซเหล่านี้สึกหรออย่างต่อเนื่องและเป็นแหล่งที่มาของแฟลชที่พบบ่อยที่สุดในการผลิตปริมาณมากซึ่งก่อนหน้านี้ไม่มีแฟลช
แฟลชอีเจ็คเตอร์พิน: ระยะห่างระหว่างเส้นผ่านศูนย์กลางพินและเส้นผ่านศูนย์กลางรูต้องอยู่ภายในขีดจำกัดที่แน่นหนา การกวาดล้างมาตรฐานตามวัสดุ:
| วัสดุ | ระยะห่างของสลักกระทุ้ง (ต่อด้าน) |
|---|---|
| พีพี, พีอี, เอบีเอส | 0.010–0.020 มม |
| พีเอ, ปอม | 0.008–0.015 มม |
| พีซี, พีซี/เอบีเอส | 0.005–0.012 มม |
| พีพีเอส รพช | 0.003–0.008 มม |
ระยะห่างที่สูงกว่าขีดจำกัดเหล่านี้จะทำให้เกิดแฟลชพินที่มองเห็นได้ ด้านล่างมีหมุดผูกและหัก นี่เป็นปัญหาในการจัดการการสึกหรอ ควรตรวจสอบระยะห่างของพินทุกๆ 100,000–200,000 ช็อตด้วยเครื่องมือปริมาณมาก
แฟลชอินเทอร์เฟซของสไลด์และตัวยก: การสึกหรอบนแผ่นกันสึก (กิบส์) ที่ควบคุมการเคลื่อนไหวด้านข้างทำให้หน้าสไลด์เลื่อนจากหน้าที่นั่งได้ 0.01–0.05 มม. ซึ่งเพียงพอสำหรับการแฟลช แผ่นกันสึก Gib ควรเป็นส่วนประกอบที่เปลี่ยนได้บนแม่พิมพ์การผลิตใดๆ โดยมีช่วงการตรวจสอบที่กำหนดไว้ในแผนการบำรุงรักษาแม่พิมพ์
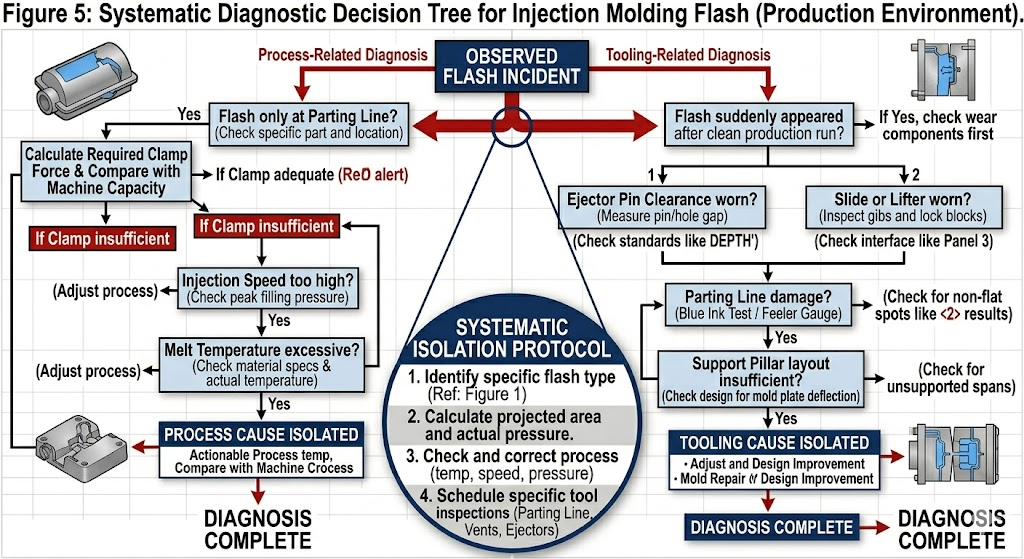
3. แผนผังการตัดสินใจการวินิจฉัยแฟลช
ใช้ลำดับนี้เพื่อระบุสาเหตุที่แท้จริงโดยไม่ต้องถอดชิ้นส่วนแม่พิมพ์โดยไม่จำเป็น:
ตรวจพบแฟลช│├── แฟลชเฉพาะตอนแยกทางเท่านั้นเหรอ?│ ├── ใช่ → ตรวจสอบการคำนวณแรงแคลมป์ก่อน│ │ → จากนั้นตรวจสอบความเรียบของ PS (ทดสอบหมึกสีน้ำเงิน)│ │ → จากนั้นลดความเร็วการฉีด/แรงกดของแพ็ค│ └── ไม่ → ดำเนินการต่อด้านล่าง│├── แฟลชที่หมุดอีเจ็คเตอร์เท่านั้นใช่ไหม│ └── ใช่ → วัดระยะห่างจากเข็มถึงรู│ → ตรวจสอบความยาวของพิน (พินยาว = แรงกดสัมผัสที่สูงขึ้น)│ → ตรวจสอบว่าแผ่นดีดตัวกลับเข้าที่จนสุดก่อนที่แคลมป์จะปิด│├── แฟลชที่อินเทอร์เฟซของสไลด์/ตัวยก?│ └── ใช่ → ตรวจสอบแผ่นสึกหรอของกิ๊บ (ฟีลเลอร์เกจ)│ → ตรวจสอบแรงกดเบาะนั่ง / มุมล็อค│ → ตรวจสอบหน้าสัมผัสของบล็อกส้น│├── แฟลชที่ช่องระบายอากาศเหรอ?│ └── ใช่ → วัดความลึกของช่องระบายอากาศ (เป้าหมาย: ตัดใหม่ตามข้อมูลจำเพาะ)│ → ตรวจสอบการกัดเซาะของช่องระบายอากาศ (วัสดุที่เติมแก้วที่มีฤทธิ์กัดกร่อน)│├── จู่ๆ แฟลชก็ปรากฏขึ้นหลังจากถ่าย X ช็อตของคลีนโปรดักชั่นเหรอ?│ └── ใช่ → สาเหตุที่เกี่ยวข้องกับการสึกหรอ (กิบ พื้นผิวการแยกส่วน หมุดตัวดีด)│ → กำหนดเวลาการตรวจสอบแม่พิมพ์ / การบำรุงรักษาเชิงป้องกัน│└── มีแฟลชตั้งแต่ช็อตแรกของแม่พิมพ์ใหม่เหรอ? └── ใช่ → ออกแบบหรือสร้างปัญหาด้านคุณภาพ → ตรวจสอบการคำนวณแรงแคลมป์ → ตรวจสอบคุณภาพการเจียรพื้นผิวการกลึงตัด → ตรวจสอบโครงร่างเสารองรับ → ตรวจสอบความลึกของช่องระบายอากาศตามข้อกำหนดเฉพาะ
4. มาตรฐานการป้องกันตามระยะการสร้างแม่พิมพ์
การป้องกันแฟลชที่คุ้มค่าที่สุดจะเกิดขึ้นก่อนที่แม่พิมพ์จะเริ่มฉีดช็อตแรก
4.1 ขั้นตอนการออกแบบ
- รันการจำลองแรงดันในโพรง Moldflow — ตรวจสอบความดันสูงสุดของโพรง × พื้นที่ฉายไม่เกิน 80% ของความจุแคลมป์กดที่วางแผนไว้
- ออกแบบเสารองรับที่จุดศูนย์กลาง ≤150 มม. สำหรับความดันในโพรงทั้งหมด >60 MPa
- ระบุความกว้างของที่ดินขั้นต่ำตามประเภทวัสดุ (ข้อ 2.6)
- ออกแบบความลึกของช่องระบายอากาศตามข้อกำหนดของวัสดุ — ไม่ต้องพึ่งพาค่าเผื่อการตัดเฉือนเริ่มต้น
- ระบุระยะห่างของหมุดกระทุ้งในการเขียนแบบแม่พิมพ์ — จะต้องปรากฏบนบล็อกพิกัดความเผื่อ โดยไม่ปล่อยให้ช่างเครื่องตัดสิน
4.2 ขั้นตอนการสร้างแม่พิมพ์
- ตรวจสอบความเรียบของพื้นผิวการกลึงตัดบนเครื่องบดพื้นผิวก่อนการประกอบขั้นสุดท้าย — การวัดเอกสาร
- การทดสอบหมึกสีน้ำเงินหลังการประกอบแบบเต็ม — ต้องสัมผัสพื้นผิวแบบแยกส่วน 100% ก่อนการทดลองครั้งแรก
- วัดและบันทึกระยะห่างของพินอีเจ็คเตอร์ทั้งหมด — พินตัวอย่างขั้นต่ำ 5 อันต่อแม่พิมพ์ ครบชุดสำหรับแม่พิมพ์ที่สำคัญ
- ตรวจสอบที่นั่งแบบเลื่อนภายใต้แรงกดจับยึดก่อนการฉีดครั้งแรก — ใช้ดินเหนียวหรือฟิล์ม Fuji Prescale
4.3 ระยะทดลองบทความแรก
- เริ่มต้นที่ความเร็วการฉีด 50% และแรงกดบรรจุภัณฑ์ 60% — เพิ่มขึ้นทีละน้อย
- บันทึกขอบเขตด้านบนของหน้าต่างกระบวนการ (เริ่มแฟลช) — นี่คือพารามิเตอร์คุณสมบัติของแม่พิมพ์ที่สำคัญ
- ความกว้างของหน้าต่างกระบวนการเอกสาร: ความแตกต่างระหว่างการโจมตีระยะสั้นและการโจมตีแบบแฟลชควรอยู่ที่ ≥15% ของแรงดันการฉีดสำหรับแม่พิมพ์ที่แข็งแกร่ง
4.4 ขั้นตอนการผลิต
- กำหนดช่วงการบำรุงรักษาเชิงป้องกันสำหรับ: การตรวจสอบพื้นผิวการกลึงตัด (ทุกๆ 200,000 ช็อต), การวัดแผ่นสึกหรอของกิบ (ทุกๆ 150,000 ช็อต), การตรวจสอบระยะห่างของหมุดตัวกระทุ้ง (ทุกๆ 100,000 ช็อตสำหรับเครื่องมือปริมาณมาก)
- ติดตามเหตุการณ์แฟลชตามตำแหน่งในระบบ SPC — แฟลชแบบโปรเกรสซีฟที่ตำแหน่งเดียวจะส่งสัญญาณการสึกหรอก่อนที่จะกลายเป็นการหลบหนีอย่างมีคุณภาพ
- รักษาบันทึกการตรวจสอบขาเข้าของวัสดุ MFI — เชื่อมโยงเหตุการณ์แฟลชกับข้อมูล MFI
5. เมทริกซ์ลำดับความสำคัญของการดำเนินการแก้ไข
เมื่อสังเกตเห็นแฟลชในการผลิต ให้ใช้เมทริกซ์นี้เพื่อจัดลำดับความสำคัญของการดำเนินการแก้ไขตามต้นทุนและประสิทธิผล:
| การดำเนินการ | ราคา | ถึงเวลานำไปปฏิบัติ | ประสิทธิผล | ลำดับความสำคัญ |
|---|---|---|---|---|
| ลดความเร็วการฉีด/แรงอัดของแพ็ค | ศูนย์ | ทันที | สูง (if process-caused) | ที่ 1 |
| ตรวจสอบความเพียงพอของแรงยึด — เลื่อนไปที่การกดที่ใหญ่ขึ้น | ต่ำ | กะเดียวกัน | ขั้นสุดท้ายสำหรับแฟลชที่เกิดจากแคลมป์ | 2 |
| การทดสอบหมึกสีน้ำเงิน — ระบุช่องว่างหน้าสัมผัส PS | ต่ำ | 2–4 ชั่วโมง | วินิจฉัย ไม่ใช่แก้ไข | 3 |
| การซ่อมแซมการเชื่อมด้วยเลเซอร์จุดต่ำของ PS | ปานกลาง | 1–3 วัน | ถาวรสำหรับแฟลชที่เกิดจากการสึกหรอ | 4 |
| เปลี่ยนแผ่นกันสึก gib ที่สึกหรอ | ต่ำ–Medium | 4–8 ชั่วโมง | ถาวรสำหรับแฟลชสไลด์ | ที่ 5 |
| เปลี่ยนหมุดอีเจ็คเตอร์ (ช่องว่างขนาดใหญ่) | ต่ำ | 4–8 ชั่วโมง | ถาวรสำหรับพินแฟลช | 6 |
| บดพื้นผิวการกลึงตัดอีกครั้ง | ปานกลาง | 3–7 วัน | ถาวรสำหรับการสึกหรอ PS อย่างกว้างขวาง | 7 |
| เพิ่มเสาค้ำ (ขาดการออกแบบ) | สูง | 2–4 สัปดาห์ | ถาวรสำหรับแฟลชที่เกิดจากการโก่งตัว | 8 |
| เพิ่มความแข็งของเหล็ก (ใส่ใหม่ในเหล็กที่แข็งกว่า) | สูง | 3–6 สัปดาห์ | ป้องกันการสึกหรอในระยะยาว | 9 |
6. กรณีพิเศษ: วัสดุที่มีความเสี่ยงสูงต่อแฟลช
พีพีเอส และ รพช
วัสดุทั้งสองมีความหนืดหลอมเหลวต่ำกว่า ABS 3–5 เท่าที่อุณหภูมิการประมวลผล พวกเขาจะค้นหาและใช้ประโยชน์จากช่องว่างที่วัสดุมาตรฐานเชื่อมเข้าด้วยกัน แม่พิมพ์ที่ใช้ PPS หรือ LCP ต้องถูกสร้างขึ้นเพื่อให้มีความคลาดเคลื่อนที่เข้มงวดมากขึ้นตั้งแต่เริ่มต้น การติดตั้งแม่พิมพ์ที่มีความทนทานมาตรฐานเพื่อใช้ PPS นั้นแทบจะไม่คุ้มต้นทุนเลย
ข้อกำหนดบังคับ:
- เหล็กช่อง S136 หรือ 420SS (การกัดกร่อนและความแข็ง)
- ความเรียบของพื้นผิวการกลึงตัด ≤0.005 มม
- ระยะห่างของหมุดกระทุ้ง ≤0.006 มม. ต่อด้าน
- ความลึกของช่องระบายอากาศ ≤0.008 มม. ส่วนพื้นดิน
- เสารองรับที่ศูนย์กลางสูงสุด 120 มม
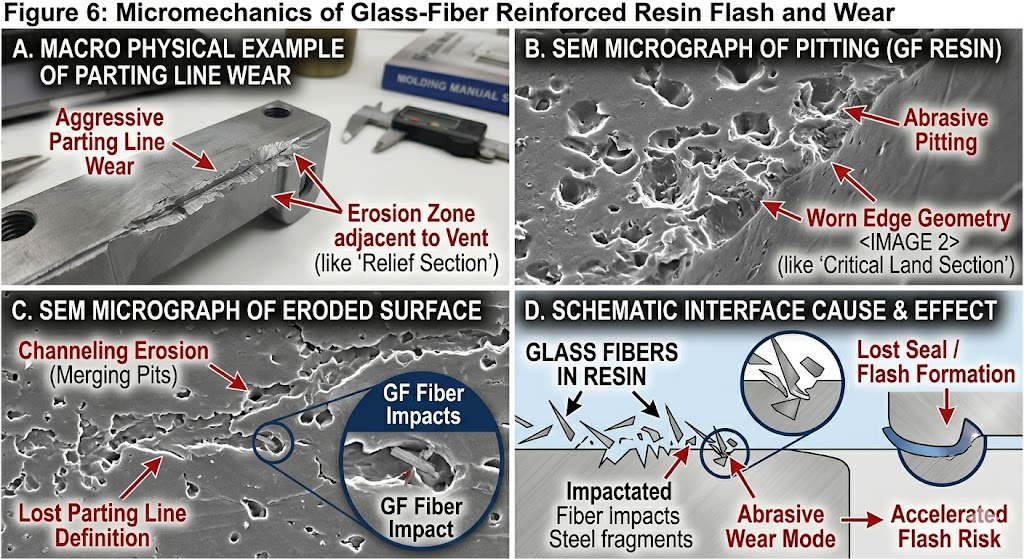
เกรดที่เติมแก้ว (GF30 ขึ้นไป)
ใยแก้วมีฤทธิ์กัดกร่อน พื้นผิวที่แยกส่วน ช่องระบายอากาศ และรูเข็มกระทุ้ง ล้วนสึกหรอเร็วกว่าในการผลิตที่เติม GF มากกว่าเกรดที่ไม่ได้เติม ช่วงเวลาการบำรุงรักษาควรลดลง 30–40% เมื่อเทียบกับตารางวัสดุที่ยังไม่ได้บรรจุ แนะนำให้ใช้เม็ดมีดเหล็กชุบแข็ง (≥50 HRC) ในบริเวณที่มีการสึกหรอสูง (บริเวณประตู แนวแยกส่วนที่อยู่ติดกับประตู) ขอแนะนำอย่างยิ่ง
ชิ้นส่วนผนังบาง (ผนัง <1.0 มม.)
ชิ้นส่วนที่มีผนังบางต้องใช้ความเร็วและแรงดันในการฉีดสูง โดยจะดันแรงดันในโพรงจนถึงขีดจำกัดบนของความสามารถในการกดแคลมป์ กรอบเวลากระบวนการระหว่างช็อตช็อตสั้นและแฟลชนั้นแคบมาก (บางครั้ง <5% ของแรงดันการฉีด) แม่พิมพ์เหล่านี้ต้องการ:
- พื้นผิวการกลึงตัดที่แม่นยำ (ความเรียบ ≤0.005 มม.)
- การกดที่ใหญ่กว่าการคำนวณแคลมป์เพียงอย่างเดียวแนะนำ (เพิ่มระยะขอบ 30%)
- เซ็นเซอร์ความดันโพรงแบบเรียลไทม์ — การควบคุมการกดแบบวงปิดเพื่อป้องกันแสงแฟลช
7. ต้นทุนของแฟลช: เหตุใดการกำจัดจึงคุ้มค่า
Flash ไม่ค่อยมีต้นทุนที่แม่นยำในระบบคุณภาพ ต้นทุนที่แท้จริงประกอบด้วย:
| ราคา Element | ช่วงทั่วไปต่อส่วน | หมายเหตุ |
|---|---|---|
| ตัดแต่งแรงงาน | $0.05–$0.40 | ขึ้นอยู่กับตำแหน่งแฟลชและการเข้าถึง |
| การสึกหรอของเครื่องมือจากแฟลช (เร่งความเสียหาย PS) | $0.01–$0.05 ตัดจำหน่ายแล้ว | แฟลชจะกัดกร่อน PS ทำให้เกิดวงจรที่เลวร้ายลง |
| อัตราของเสียเพิ่มขึ้น (แฟลชทำให้เกิดการปฏิเสธชิ้นส่วน) | 1–5% ของมูลค่าการผลิต | สูงer for tight-tolerance parts |
| การหยุดสายการผลิต (แฟลชทำให้เกิดปัญหาเรื่องความพอดี) | ตัวแปร | สามารถกระตุ้นการปฏิเสธการชำระเงินของลูกค้าได้ |
| การส่งคืนของลูกค้า / ความล้มเหลวในฟิลด์ | สูง | โดยเฉพาะอย่างยิ่งสำหรับพื้นผิวการปิดผนึก |
| การหยุดทำงานของการซ่อมแซมแม่พิมพ์ | $500–$5,000 ต่อเหตุการณ์ | แถมเสียโอกาสในการผลิตอีกด้วย |
สำหรับชิ้นส่วนปริมาณปานกลางที่ 500,000 ชิ้น/ปี โดยมีค่าใช้จ่ายในการตัดแต่ง 0.20 ดอลลาร์/ชิ้นส่วน และเศษที่เกี่ยวข้องกับแฟลช 2% ค่าใช้จ่ายรายปีของแฟลชที่ยังไม่ได้รับการแก้ไขจะสูงกว่า 150,000 ดอลลาร์ — แพงกว่าค่าใช้จ่ายในการซ่อมแซมพื้นผิวการแยกส่วนหรือโปรแกรมการบำรุงรักษาแม่พิมพ์อย่างเหมาะสม
8. บทสรุป
แฟลชเป็นอาการ ไม่ใช่สาเหตุที่แท้จริง การแก้ปัญหาอย่างถาวรจำเป็นต้องระบุสาเหตุที่แท้จริงจากสาเหตุเจ็ดประการ ได้แก่ แรงจับยึด สภาพพื้นผิวการแยกส่วน พารามิเตอร์กระบวนการ ความหนืดของวัสดุ อุณหภูมิแม่พิมพ์ ความบกพร่องของการออกแบบ หรือการสึกหรอของส่วนประกอบ การปรับกระบวนการเพียงอย่างเดียวจะระงับแฟลชชั่วคราว การแก้ไขเครื่องมือและการออกแบบช่วยขจัดปัญหาดังกล่าวอย่างถาวร
กลยุทธ์ที่คุ้มค่าที่สุดคือการป้องกัน: การออกแบบพื้นผิวการแยกส่วน โครงสร้างรองรับ และรูปทรงของช่องระบายอากาศตามข้อกำหนดที่ถูกต้องสำหรับวัสดุเฉพาะที่ใช้งานอยู่ และการนำโปรแกรมการบำรุงรักษาเชิงป้องกันที่มีโครงสร้างไปใช้ซึ่งจะจับการสึกหรอก่อนที่จะกลายเป็นการหลบหนีที่มีคุณภาพ
บทความที่เกี่ยวข้อง:
- ทำความเข้าใจว่าช็อตช็อตคืออะไรในการฉีดขึ้นรูป: สาเหตุ วิธีแก้ไข และการป้องกัน
- การควบคุมการหดตัวและการบิดเบี้ยวในการฉีดขึ้นรูป: คู่มือทางวิศวกรรมสำหรับ OEM
- การปรับปรุงแม่พิมพ์ฉีด: คุณสามารถแปลงเครื่องมือ 2 ช่องให้เป็น 4 ช่องได้หรือไม่
- สุดยอดคู่มือการซ่อมแซมแม่พิมพ์ฉีด: เทคนิคการเชื่อมด้วยเลเซอร์และการปรับสภาพพื้นผิว
- คู่มือการเลือกเหล็กกล้าแม่พิมพ์ฉีดความแม่นยำสูง
แม่พิมพ์ IMTEC | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, เจ้อเจียง, จีน | [email protected] | 86 153 5648 7586

