
ในโลกที่มีพลวัตของการผลิตความต้องการผลิตภัณฑ์ที่มีทั้งการใช้งานที่เหนือกว่าและเป็นที่ชื่นชอบในการใช้งานได้ผลักดันนวัตกรรมที่สำคัญ ส่วนประกอบที่ทันสมัยมักจะต้องรวมวัสดุหลายชนิด - พลาสติกแข็งสำหรับโครงสร้าง, อีลาสโตเมอร์อ่อนนุ่มสำหรับการยึดเกาะหรือสองสีที่แตกต่างกันสำหรับการสร้างแบรนด์ - ภายในการออกแบบที่ไร้รอยต่อเดี่ยว ในขณะที่วิธีการดั้งเดิมขึ้นอยู่กับขั้นตอนการผลิตและการประกอบแยกต่างหาก แต่วิธีการแก้ปัญหาขั้นสูงได้เกิดขึ้นเพื่อปรับปรุงกระบวนการนี้: การฉีดแบบฉีด 2 นัด
รู้เบื้องต้นเกี่ยวกับการปั้นการฉีด 2 ช็อต
การฉีดแบบฉีด 2 ช็อตคืออะไร?
เป็นแกนหลักของมัน การฉีดแบบฉีด 2 นัด (หรือที่รู้จักกันในชื่อการขึ้นรูปแบบสองช็อต) เป็นกระบวนการผลิตที่มีความเชี่ยวชาญสูงซึ่งผลิตส่วนประกอบที่เสร็จสิ้นแล้วจากวัสดุสองชนิดที่แตกต่างกันในวงจรการขึ้นรูปแบบต่อเนื่องเดี่ยว ซึ่งแตกต่างจากวิธีการดั้งเดิมที่หลายส่วนถูกหล่อแยกต่างหากจากนั้นประกอบการขึ้นรูป 2 นัดรวมขั้นตอนเหล่านี้เข้ากับการดำเนินการที่มีประสิทธิภาพเพียงครั้งเดียว กระบวนการนี้เป็นเครื่องมือในการสร้างชิ้นส่วนที่มีรูปทรงที่ซับซ้อนซีลบูรณาการความสวยงามหลายสีและการทำงานที่เพิ่มขึ้นโดยไม่จำเป็นต้องมีการประกอบรอง
คำพ้องความหมาย: การปั้นหลายนัดและการล้นเกิน
ในขณะที่มักใช้แทนกันได้คำศัพท์ การปั้นหลายนัด และ การเก็บเงินมากเกินไป มีความหมายที่แตกต่างที่สำคัญที่จะเข้าใจ
-
การปั้นแบบหลายนัด: นี่คือหมวดหมู่ที่กว้างซึ่งการขึ้นรูป 2 นัดเป็นรูปแบบที่พบบ่อยที่สุด มันหมายถึงกระบวนการฉีดขึ้นรูปใด ๆ ที่ใช้การฉีดวัสดุที่แตกต่างกันสองแบบขึ้นไปลงในแม่พิมพ์เดียวกันเพื่อสร้างส่วนเดียว กระบวนการ 3 ช็อตหรือ 4 ช็อตจะตกอยู่ภายใต้ร่มนี้
-
ล้นเกิน: นี่เป็นเทคนิคเฉพาะที่มีการฉีดวัสดุที่สองผ่านส่วนที่มีอยู่ก่อน ("สารตั้งต้น") ในขณะที่การปั้น 2 นัดเป็นประเภทของการล้นเกินคำศัพท์ยังสามารถอธิบายกระบวนการที่ชิ้นส่วนพื้นผิวถูกสร้างแยกต่างหากและจากนั้นวางด้วยตนเองหรือหุ่นยนต์ลงในแม่พิมพ์ที่สองสำหรับขั้นตอนการล้นเหลือ ความแตกต่างที่สำคัญคือในกระบวนการ 2 ช็อตจริงวัสดุทั้งสองจะถูกหล่อขึ้นตามลำดับภายในวงจรเครื่องเดียวกันโดยไม่ต้องออกจากเครื่อง
หลักการพื้นฐานและภาพรวมกระบวนการ
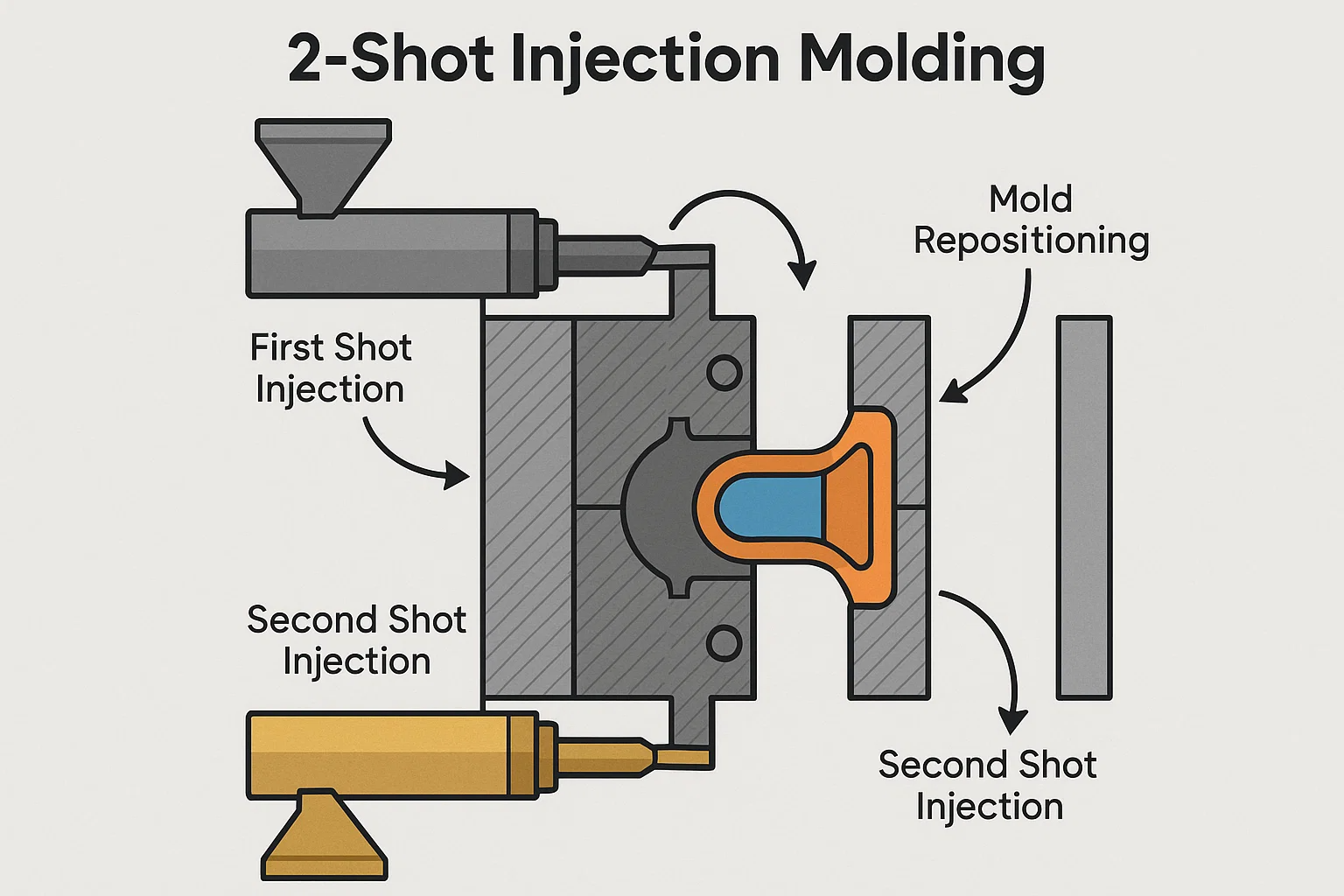
หลักการพื้นฐานของการปั้นการฉีด 2 ช็อตคือการฉีดตามลำดับของวัสดุสองชนิดลงในแม่พิมพ์ที่ออกแบบมาเป็นพิเศษ กระบวนการโดยทั่วไปเป็นไปตามขั้นตอนสำคัญเหล่านี้:
-
การฉีดนัดแรก: วัสดุแรก (มักจะเป็นพลาสติกแข็ง) ถูกฉีดเข้าไปในโพรงหลักของแม่พิมพ์
-
การเปลี่ยนตำแหน่งแม่พิมพ์: จากนั้นแม่พิมพ์จะเปิดขึ้นและแท่นวางหรือแกนหมุนหรือถ่ายโอนส่วนแรกที่เกิดขึ้นใหม่ไปยังโพรงที่สอง
-
การฉีดนัดที่สอง: วัสดุที่สอง (มักจะเป็นพลาสติกที่นุ่มกว่าหรือสีที่แตกต่างกัน) ถูกฉีดเข้าไปในโพรงใหม่ไหลไปรอบ ๆ และยึดติดกับส่วนแรกของการยิง
-
ดีดออก: เมื่อวัสดุที่สองเย็นลงและทำให้แข็งตัวชิ้นส่วนที่ทำมาหลายวัสดุเสร็จแล้วจะถูกขับออกจากแม่พิมพ์
การบูรณาการวัสดุที่ราบรื่นนี้ส่งผลให้พันธะคุณภาพสูงทนทานและผลิตภัณฑ์สำเร็จรูปที่พร้อมใช้งานกำจัดแรงงานและศักยภาพสำหรับข้อผิดพลาดที่เกี่ยวข้องกับการประกอบแบบดั้งเดิม
ประวัติศาสตร์และวิวัฒนาการ
ต้นกำเนิดของการปั้น 2 นัดย้อนกลับไปในช่วงกลางศตวรรษที่ 20 ซึ่งได้รับแรงหนุนจากความต้องการในการสร้างผลิตภัณฑ์พลาสติกที่ซับซ้อนยิ่งขึ้น วิธีการเริ่มต้นมักจะเป็นน้ำมันดิบและถูก จำกัด โดยความสามารถของทั้งวัสดุและเครื่องจักร วิวัฒนาการที่แท้จริงของกระบวนการเริ่มต้นด้วยการพัฒนาเครื่องฉีดแบบฉีดเฉพาะที่มีแผ่นโรตารี่และเทคโนโลยีแกนกลับ ความก้าวหน้าเหล่านี้ประกอบกับนวัตกรรมอย่างต่อเนื่องในวิทยาศาสตร์พอลิเมอร์ที่แนะนำวัสดุที่เข้ากันได้ในวงกว้างได้เปลี่ยนการขึ้นรูป 2 นัดจากเทคนิคเฉพาะเป็นโซลูชันการผลิตที่นำมาใช้อย่างกว้างขวางและขาดไม่ได้สำหรับอุตสาหกรรมนับไม่ถ้วนในปัจจุบัน
ประโยชน์ของการฉีดแบบฉีด 2 นัด
ทางเลือกเชิงกลยุทธ์ในการใช้การฉีดแบบฉีด 2 นัดนั้นเกินกว่าความซับซ้อนทางเทคนิคเท่านั้น มอบผลประโยชน์ที่เป็นรูปธรรมซึ่งอาจส่งผลกระทบอย่างมากต่อประสิทธิภาพการทำงานของผลิตภัณฑ์ประสิทธิผลและการดึงดูดตลาด ด้วยการรวมสองขั้นตอนการผลิตแยกกันเข้ากับกระบวนการเดียวที่ไร้รอยต่อการขึ้นรูป 2 นัดช่วยแก้ปัญหาความท้าทายมากมายที่เกี่ยวข้องกับผลิตภัณฑ์หลายองค์ประกอบ
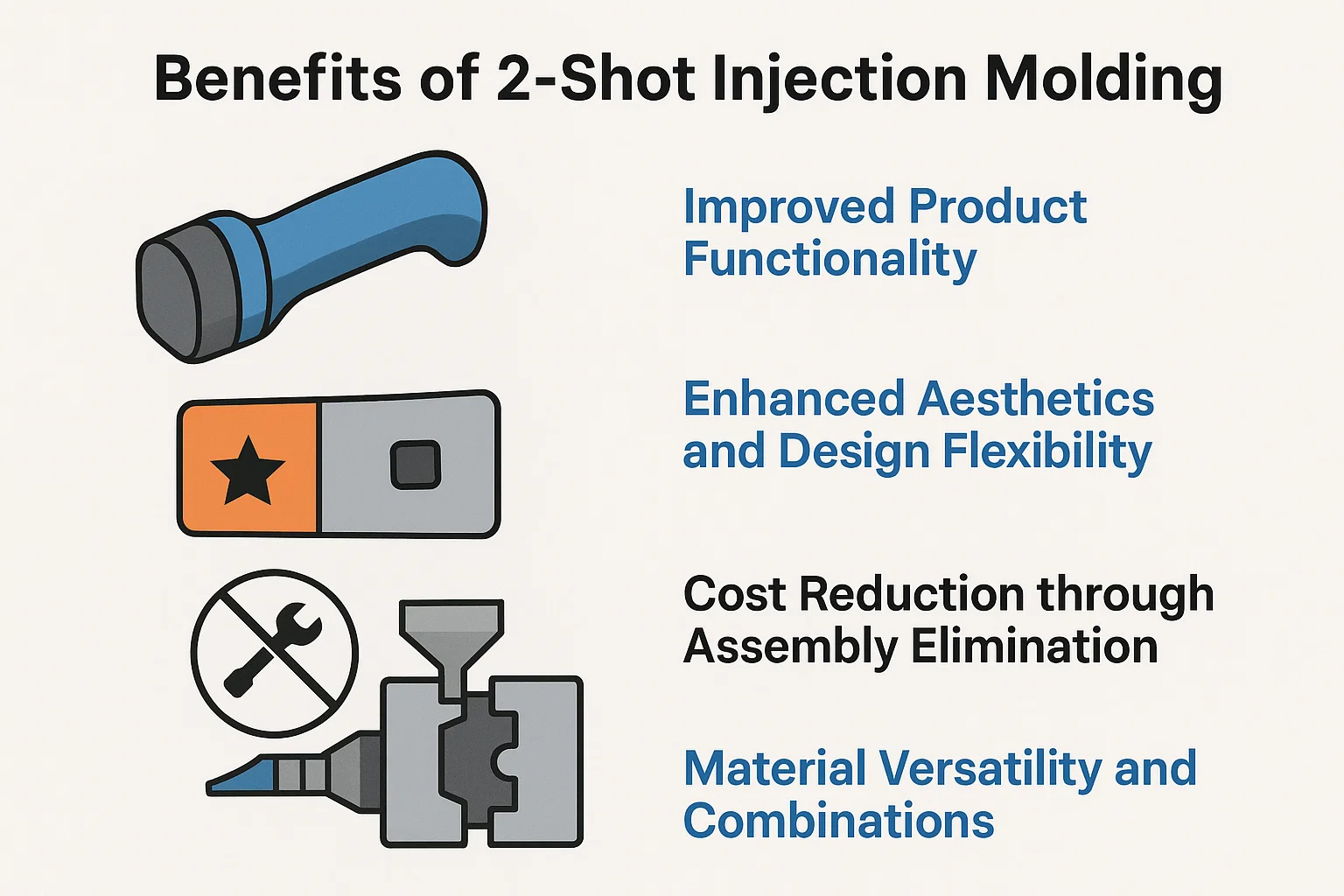
ปรับปรุงฟังก์ชั่นผลิตภัณฑ์
หนึ่งในข้อได้เปรียบที่สำคัญที่สุดของการขึ้นรูป 2 นัดคือความสามารถในการปรับปรุงการทำงานของผลิตภัณฑ์โดยการรวมวัสดุเข้ากับคุณสมบัติที่แตกต่างกัน ตัวอย่างเช่นเทอร์โมพลาสติกที่แข็งสามารถสร้างโครงสร้างโครงสร้างของผลิตภัณฑ์ในขณะที่ elastomer เทอร์โมพลาสติกอ่อน (tpe) จะถูกครอบงำเพื่อสร้างด้ามจับที่สะดวกสบายและไม่ลื่น เทคนิคนี้เป็นสิ่งจำเป็นสำหรับเครื่องมือไฟฟ้าอุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภคและเครื่องมือทางการแพทย์ที่การยศาสตร์และความรู้สึกสัมผัสเป็นสิ่งสำคัญ นอกจากนี้กระบวนการนี้เหมาะอย่างยิ่งสำหรับการสร้างซีลบูรณาการปะเก็นและบานพับที่อยู่อาศัยซึ่งปรับปรุงความทนทานของผลิตภัณฑ์กันน้ำและประสิทธิภาพโดยรวมโดยไม่จำเป็นต้องใช้ส่วนประกอบแยกต่างหากที่อาจล้มเหลวเมื่อเวลาผ่านไป
เพิ่มความสวยงามและความยืดหยุ่นในการออกแบบ
การขึ้นรูป 2 นัดให้ความยืดหยุ่นในการออกแบบที่ไม่มีใครเทียบได้ช่วยให้วิศวกรและนักออกแบบตระหนักถึงผลิตภัณฑ์ที่ซับซ้อนและน่าดึงดูดยิ่งขึ้น ด้วยการฉีดวัสดุสองสีที่แตกต่างกันลงในแม่พิมพ์เดียวกันกระบวนการสามารถสร้างโลโก้ที่ซับซ้อนการสร้างแบรนด์หรือคุณสมบัติรหัสสีที่ถูกผูกมัดอย่างถาวรกับชิ้นส่วน สิ่งนี้ช่วยลดความจำเป็นในการวาดภาพการพิมพ์แผ่นหรือการติดฉลากซึ่งสามารถจางหายไปหรือชิป ความสามารถในการสร้างพื้นผิวที่แตกต่างกันบนพื้นผิวเดียว - เช่นการตกแต่งที่เรียบเนียนถัดจากด้ามจับพื้นผิว - ยังยกระดับคุณภาพการรับรู้ของผลิตภัณฑ์และค่าความงาม
การลดต้นทุนผ่านการกำจัดการชุมนุม
บางทีกรณีธุรกิจที่น่าสนใจที่สุดสำหรับการขึ้นรูป 2 นัดคือการลดต้นทุนที่สำคัญโดยการกำจัดชุดประกอบรอง การผลิตแบบดั้งเดิมของชิ้นส่วนสองวัสดุจะต้องมีการปั้นสองชิ้นแยกกันจากนั้นเข้าร่วมด้วยตนเองหรือหุ่นยนต์โดยใช้กาวสกรูหรือสกรูอื่น ๆ กระบวนการหลายขั้นตอนนี้เพิ่มต้นทุนแรงงานที่สำคัญต้องใช้อุปกรณ์เพิ่มเติมและเพิ่มความเสี่ยงของข้อผิดพลาดในการประกอบ ด้วยการผลิตส่วนที่ทำมาหลายวัสดุเสร็จแล้วในรอบการขึ้นรูปเดี่ยวการขึ้นรูป 2 นัดบายค่าใช้จ่ายเหล่านี้นำไปสู่สายการผลิตที่มีความผอมลงและต้นทุนต่อหน่วยลดลง
ความเก่งกาจของวัสดุและการผสมผสาน
การปั้น 2 นัดเปิดโลกที่กว้างใหญ่ของการผสมผสานวัสดุทำให้วิศวกรสามารถเลือกคุณสมบัติที่เหมาะสมที่สุดสำหรับแต่ละส่วนของส่วนประกอบ กระบวนการนี้ไม่ได้ จำกัด อยู่ที่พลาสติกแข็งและด้ามจับที่นุ่ม มันสามารถรวมพลาสติกแข็งสองชนิดที่แตกต่างกันพลาสติกใสกับทึบแสงหรือเทอร์โมพลาสติกกับวัสดุเทอร์โมเซต ความเก่งกาจนี้ช่วยให้การสร้างชิ้นส่วนที่มีแกนกลางแข็งและแข็งและส่วนประกอบที่ทนทานมีความยืดหยุ่นหรือส่วนประกอบที่มีทั้งฉนวนไฟฟ้าและคุณสมบัติการนำความร้อน กุญแจสำคัญคือการเลือกวัสดุที่เข้ากันได้ทางเคมีและความร้อนเพื่อให้แน่ใจว่าพันธะที่แข็งแกร่งและเชื่อถือได้
เพิ่มประสิทธิภาพการผลิต
โดยการรวมหลายขั้นตอนในกระบวนการเดียวการฉีดแบบฉีด 2 นัดจะเพิ่มประสิทธิภาพการผลิตโดยรวมอย่างมีนัยสำคัญ ระยะเวลาที่ใช้เวลานานและมักใช้แรงงานมากในการประกอบการบ่มหรือการรอให้กาวแห้งจะถูกลบออกอย่างสมบูรณ์จากการไหลของการผลิต ซึ่งส่งผลให้เวลารอบที่เร็วขึ้นจากวัตถุดิบไปจนถึงผลิตภัณฑ์ที่เสร็จแล้วและขายได้ กระบวนการที่มีความคล่องตัวต้องการเครื่องจักรที่น้อยลงพื้นที่พื้นโรงงานน้อยลงและพนักงานที่มีขนาดเล็กลงซึ่งทั้งหมดนี้มีส่วนช่วยในการดำเนินการผลิตที่มีประสิทธิภาพและสร้างผลกำไรมากขึ้น
กระบวนการฉีดแบบฉีด 2 นัด
การทำความเข้าใจกลไกที่ซับซ้อนของการขึ้นรูป 2 นัดเป็นกุญแจสำคัญในการชื่นชมประสิทธิภาพและความแม่นยำ ในขณะที่กระบวนการอาจดูซับซ้อน แต่ก็เป็นลำดับเหตุการณ์ที่มีการควบคุมสูงซึ่งส่งผลให้ส่วนเดียวรวมกันอย่างสมบูรณ์แบบ ด้านล่างนี้เป็นรายละเอียดรายละเอียดของกระบวนการทีละขั้นตอนและเทคนิคหลักที่ใช้ในการบรรลุเป้าหมาย
คำอธิบายทีละขั้นตอนโดยละเอียด
การเดินทางของชิ้นส่วนที่ขึ้นรูป 2 นัดเริ่มต้นด้วยสองหน่วยฉีดแยกต่างหากที่ให้อาหารวัสดุที่แตกต่างกันเป็นแม่พิมพ์ที่มีความเชี่ยวชาญเพียงตัวเดียว กระบวนการคลี่ออกเป็นวัฏจักรที่ซิงโครไนซ์:
-
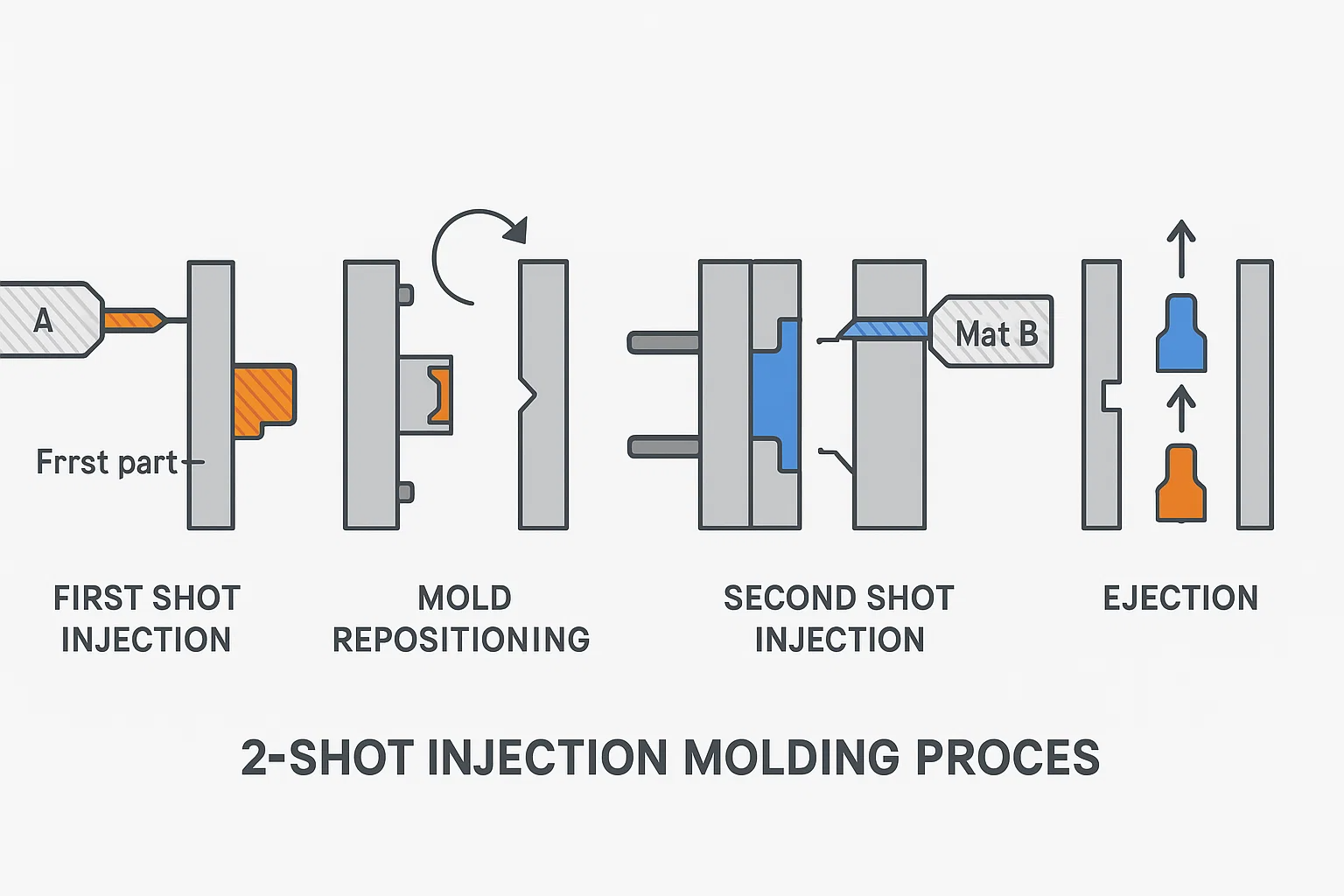
การฉีดนัดแรก: กระบวนการเริ่มต้นด้วยการฉีดวัสดุแรกมักจะเป็นเทอร์โมพลาสติกแข็ง (วัสดุ A) ลงในโพรงแม่พิมพ์แรก โพรงนี้เป็นแกนกลางหรือพื้นผิวของส่วนสุดท้าย เมื่อวัสดุได้รับการฉีดและเวลาเย็นลงอย่างเพียงพอแล้วส่วนแรกก็จะแข็งตัว
-
การเปลี่ยนตำแหน่งแม่พิมพ์: นี่เป็นขั้นตอนที่สำคัญที่สุดของวัฏจักร แม่พิมพ์เปิดขึ้นและกลไกความแม่นยำเปลี่ยนตำแหน่งแรก โดยทั่วไปแล้วจะทำในหนึ่งในสองวิธี: แพลนต้าโรตารี่ของแม่พิมพ์เปลี่ยน 180 องศาหรือระบบรถรับส่งถ่ายโอนชิ้นส่วน กุญแจสำคัญคือการย้ายส่วนประกอบแรกของการยิงไปยังโพรงที่ว่างเปล่าที่สองซึ่งออกแบบมาเพื่อรับมัน ในขณะเดียวกันโพรงแรกจะถูกนำเสนอไปยังหน่วยฉีดครั้งแรกอีกครั้งเพื่อเริ่มรอบใหม่
-
การฉีดนัดที่สอง: ด้วยส่วนแรกของการยิงอย่างปลอดภัยในโพรงที่สองแม่พิมพ์จะปิดอีกครั้ง หน่วยฉีดที่สองจากนั้นฉีดวัสดุที่สอง (วัสดุ B) มักจะเป็นสีที่แตกต่างกันอีลาสโตเมอร์ที่นุ่มกว่าหรือพอลิเมอร์ที่เข้ากันได้อื่นเข้าไปในพื้นที่รอบ ๆ ส่วนแรก พันธบัตรวัสดุใหม่ไปยังส่วนแรกไม่ว่าจะเป็นทางเคมีหรือทางกลไกการสร้างส่วนประกอบขั้นสุดท้ายที่รวมเข้าด้วยกัน
-
ดีดออก: หลังจากวัสดุที่สองเย็นลงและทำให้แข็งตัวแม่พิมพ์จะเปิดเป็นครั้งสุดท้าย ระบบดีดออกโดยทั่วไปจะกดส่วนที่เสร็จแล้วสองส่วนจากแม่พิมพ์ วงจรเสร็จสมบูรณ์และเครื่องพร้อมที่จะเริ่มต้นใหม่
ประเภทของเทคนิคการขึ้นรูป 2 นัด
ในขณะที่กระบวนการทีละขั้นตอนนั้นเหมือนกันโดยพื้นฐานผู้ผลิตใช้เครื่องจักรและการกำหนดค่าแม่พิมพ์ที่แตกต่างกันเพื่อให้ได้ผลลัพธ์ที่ต้องการ เทคนิคที่พบบ่อยที่สุดสามประการคือ:
-
การขึ้นรูปโต๊ะหมุน: นี่เป็นวิธีที่แพร่หลายและมีประสิทธิภาพมากที่สุด เครื่องตอกของเครื่องมีโต๊ะหมุนที่ถือแม่พิมพ์ ช็อตแรกถูกสร้างขึ้นที่ด้านหนึ่งของแม่พิมพ์ จากนั้นแผ่นก็หมุนได้จัดตำแหน่งส่วนแรกกับชุดฉีดครั้งที่สองในขณะที่ชิ้นส่วนแรกช็อตใหม่ถูกหล่อพร้อมกันในอีกด้านหนึ่ง การผลิตพร้อมกันนี้ช่วยลดเวลารอบและเหมาะสำหรับการผลิตปริมาณสูง
-
การปั้นกลับหลัก: เทคนิคนี้ใช้แกนเลื่อนหรือเม็ดมีดที่เคลื่อนย้ายได้ภายในแม่พิมพ์เดียว หลังจากการยิงครั้งแรกถูกฉีดเข้าไปความสำคัญของแกนจะเลื่อนกลับเพื่อสร้างพื้นที่สำหรับวัสดุที่สอง วัสดุที่สองจะถูกฉีดเข้าไปในโพรงที่เกิดขึ้นใหม่นี้ วิธีนี้มักจะใช้สำหรับชิ้นส่วนที่มีรายละเอียดที่ซับซ้อนเช่นบานพับที่มีชีวิตแบบบูรณาการหรือส่วนประกอบเล็ก ๆ มากซึ่งความซับซ้อนเชิงกลของตารางโรตารี่ไม่สามารถทำได้
-
ถ่ายโอนการขึ้นรูป: ในวิธีนี้ชิ้นส่วนแรกจะถูกฉีดในแม่พิมพ์เดียวและแขนหุ่นยนต์หรือระบบการถ่ายโอนเชิงกลจะเคลื่อนย้ายชิ้นส่วนไปยังแม่พิมพ์ที่สองแยกต่างหากบนเครื่องเดียวกัน เทคนิคนี้พบได้น้อยกว่าสำหรับแอปพลิเคชัน 2 ช็อตมาตรฐาน แต่อาจมีประโยชน์เมื่อแม่พิมพ์ทั้งสองต้องการแรงหนีบที่แตกต่างกันหรือหากทั้งสองนัดต้องทำบนเครื่องแยก
วัสดุที่ใช้ในการฉีดแบบฉีด 2 ช็อต

ความสำเร็จของโครงการฉีดขึ้นรูปแบบ 2 นัดใด ๆ ในการเลือกวัสดุอย่างระมัดระวัง พอลิเมอร์ทั้งสองจะต้องไม่เพียง แต่เป็นไปตามข้อกำหนดการใช้งานและความงามของผลิตภัณฑ์ขั้นสุดท้าย แต่ยังเข้ากันได้กับกันและกันเพื่อสร้างพันธะที่แข็งแกร่งและยั่งยืน ส่วนนี้สำรวจประเภทของการรวมกันของวัสดุและเกณฑ์ที่สำคัญสำหรับการเลือก
การผสมผสานวัสดุที่เข้ากันได้
ความหลากหลายของการขึ้นรูป 2 นัดถูกกำหนดโดยการจับคู่วัสดุที่หลากหลายที่สามารถจัดการได้ ชุดค่าผสมเหล่านี้มักจะถูกจัดหมวดหมู่ตามคุณสมบัติของวัสดุที่ใช้:
-
ชุดค่าผสมที่นุ่มนวล: นี่คือการใช้งานที่พบบ่อยที่สุดของการขึ้นรูป 2 นัดซึ่งวัสดุฐานแข็งรวมเข้ากับวัสดุที่อ่อนนุ่มและยืดหยุ่นได้ วัสดุที่แข็ง (เช่น, ABS, โพลีคาร์บอเนต (พีซี), ไนลอน, โพรพิลีน (PP) ) ให้ความสมบูรณ์ของโครงสร้างในขณะที่วัสดุอ่อน (เช่น thermoplastic elastomers (TPES) หรือ thermoplastic polyurethanes (TPUs) ) ให้ด้ามจับตามหลักสรีรศาสตร์, ซีลกันน้ำหรือพื้นผิวสัมผัสอ่อน เหมาะอย่างยิ่งสำหรับผลิตภัณฑ์เช่นด้ามจับเครื่องมือไฟฟ้าการจับแปรงสีฟันและเครื่องมือทางการแพทย์
-
ชุดค่าผสมแข็ง: การรวมกันนี้เกี่ยวข้องกับพลาสติกแข็งสองชนิดที่แตกต่างกัน สิ่งนี้อาจทำเพื่อรวมคุณสมบัติเฉพาะเช่นการขึ้นรูปที่แข็งแกร่ง โพลีคาร์บอเนต (PC) ฐานที่มีความต้านทานทางเคมีมากขึ้น Acrylonitrile Butadiene Styrene (ABS) ภายนอก. นอกจากนี้ยังใช้เพื่อรวมสองสีที่แตกต่างกันของวัสดุเดียวกันสำหรับการสร้างแบรนด์หรือความสวยงามเช่นสีดำและชิ้นส่วน ABS สีขาวสำหรับปุ่มแผงควบคุม
-
ที่rmoplastics และ ที่rmosets: ในขณะที่พบน้อยกว่าแอปพลิเคชันพิเศษบางอย่างสามารถเกี่ยวข้องกับการจับคู่เทอร์โมพลาสติกกับเทอร์โมเซตหรืออีลาสโตเมอร์ นี่เป็นกระบวนการที่ซับซ้อนที่ต้องมีการควบคุมอุณหภูมิและความดันอย่างรอบคอบเนื่องจากเทอร์โมเซ็ตรักษาความร้อนได้อย่างถาวร
-
ชุดค่าผสมที่ชัดเจน: สิ่งนี้ใช้เพื่อสร้างชิ้นส่วนด้วยหน้าต่างในตัวท่อแสงหรือหน้าจอแสดงผลเช่นเคสสมาร์ทโฟนพร้อมพอร์ตที่ชัดเจนสำหรับเลนส์กล้อง วัสดุเช่น อะคริลิค หรือ โพลีคาร์บอเนต (PC) มักจะใช้สำหรับส่วนประกอบที่ชัดเจนเนื่องจากความชัดเจนของแสงและความทนทาน
เกณฑ์การเลือกวัสดุ
การเลือกวัสดุที่เหมาะสมสำหรับโครงการ 2-shot เกี่ยวข้องกับการประเมินอย่างรอบคอบของคุณสมบัติที่สำคัญหลายประการ ความสำเร็จของพันธบัตรและความสมบูรณ์ของส่วนสุดท้ายขึ้นอยู่กับปัจจัยเหล่านี้:
-
ความเข้ากันได้ทางเคมี: นี่เป็นปัจจัยที่สำคัญที่สุด สำหรับความผูกพันที่แข็งแกร่งและถาวรในรูปแบบโพลิเมอร์ทั้งสองจะต้องเข้ากันได้ทางเคมีทำให้โมเลกุลของพวกเขาสามารถสร้างส่วนต่อประสานกาว พอลิเมอร์ที่มีองค์ประกอบทางเคมีที่คล้ายกันหรือที่อยู่ในตระกูลพอลิเมอร์เดียวกัน (เช่นพีซีและ ABS) มักจะผูกพันกัน ในทางกลับกันวัสดุจากครอบครัวที่แตกต่างกัน (เช่นโพลีเมอร์อสัณฐานเช่นพีซีและพอลิเมอร์ผลึกเช่น PP) มักจะมีการยึดเกาะทางเคมีที่ไม่ดีซึ่งนำไปสู่การปนเปื้อน
-
ความเข้ากันได้ของการขยายตัวทางความร้อน: วัสดุทั้งสองควรมีค่าสัมประสิทธิ์ที่คล้ายกันของการขยายตัวทางความร้อนและอัตราการหดตัวที่เทียบเคียงได้ เมื่อส่วนที่เสร็จแล้วเย็นลงในแม่พิมพ์วัสดุแต่ละชนิดจะหดตัว หากอัตราการหดตัวของพวกเขาแตกต่างกันอย่างมากอาจทำให้เกิดความเครียดภายในนำไปสู่การแปรปรวนการแตกหรือพันธะที่อ่อนแอที่อินเทอร์เฟซ การเลือกวัสดุอย่างระมัดระวังและการออกแบบแม่พิมพ์เป็นสิ่งจำเป็นเพื่อชดเชยความแตกต่างเหล่านี้
-
คุณสมบัติการยึดเกาะ: พันธะระหว่างวัสดุทั้งสองสามารถเป็นสารเคมีหรือกลไก อัน พันธะเคมี เป็นการเชื่อมต่อโมเลกุลโดยตรงที่เกิดขึ้นที่ส่วนต่อประสาน อัน พันธะทางกล ถูกสร้างขึ้นเมื่อวัสดุที่สองไหลลงสู่ใต้เส้นใยซี่โครงหรือคุณสมบัติอื่น ๆ ที่หล่อหลอมเป็นส่วนแรกสร้างการเชื่อมต่อทางกายภาพ การออกแบบ 2 ช็อตที่ดีที่สุดมักใช้ประโยชน์จากการยึดเกาะทางเคมีและเชิงกลเพื่อให้แน่ใจว่าพันธะที่เป็นไปได้ที่แข็งแกร่งที่สุดแม้ภายใต้ความเครียด การเลือกวัสดุจะต้องคำนึงถึงว่าพอลิเมอร์ทั้งสองจะปฏิบัติตามเงื่อนไขการประมวลผลเฉพาะได้ดีเพียงใด
ข้อควรพิจารณาการออกแบบแม่พิมพ์สำหรับการขึ้นรูป 2 นัด
ความสำเร็จของโครงการฉีดขึ้นรูป 2 ช็อตนั้นเชื่อมโยงกับความแม่นยำและความซับซ้อนของการออกแบบแม่พิมพ์ แม่พิมพ์เป็นองค์ประกอบสำคัญของกระบวนการและวิศวกรรมของมันกำหนดคุณภาพความสมบูรณ์และสุนทรียภาพขั้นสุดท้ายของผลิตภัณฑ์ การออกแบบแม่พิมพ์ 2 นัดนั้นซับซ้อนกว่าการออกแบบแม่พิมพ์นัดเดียวเนื่องจากต้องทำหน้าที่เป็นแม่พิมพ์สองตัวในหนึ่งเดียวรองรับกระบวนการฉีดสองกระบวนการแยกกัน
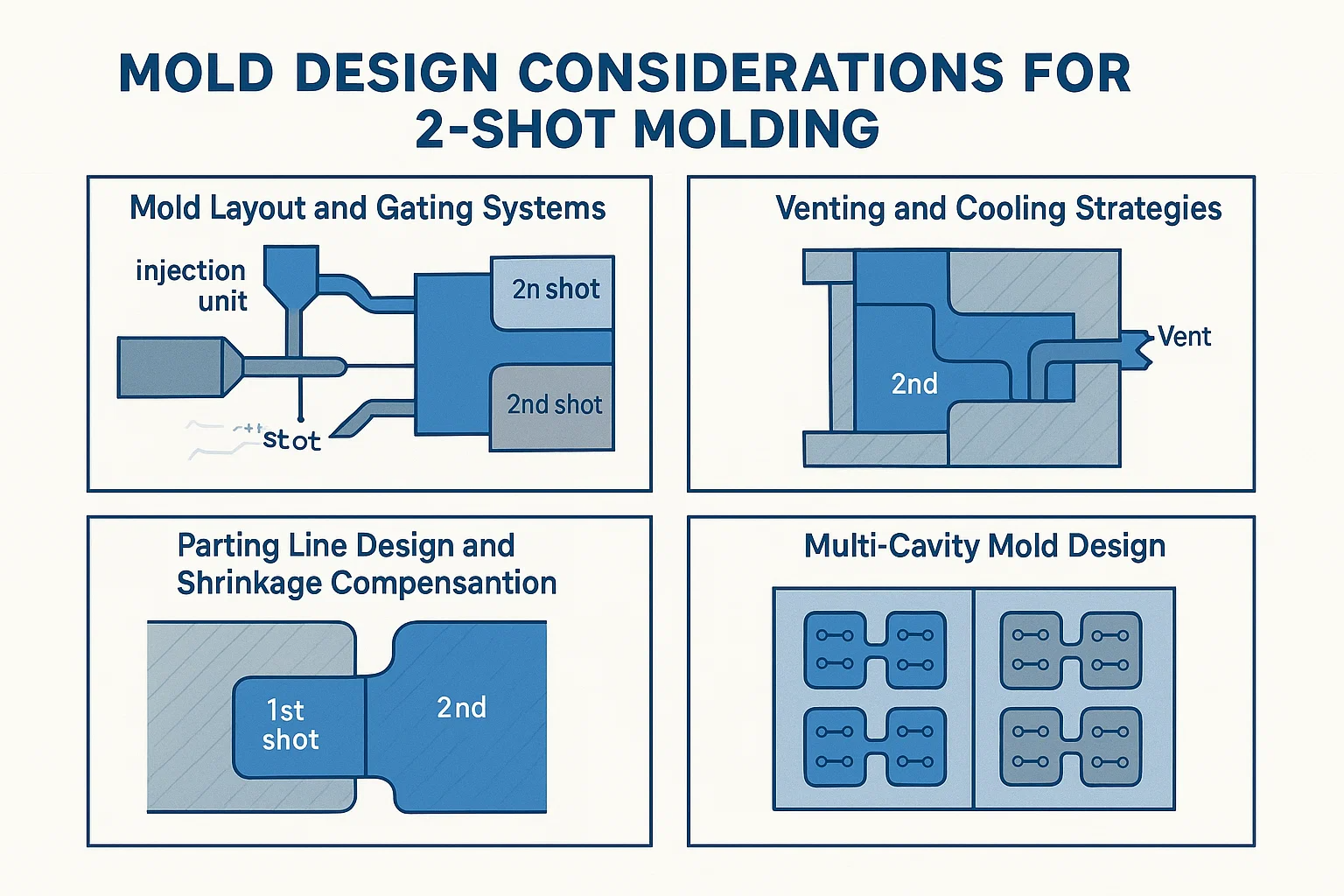
รูปแบบแม่พิมพ์และระบบ gating
ต้องวางแม่พิมพ์ 2 นัดเพื่อให้มีสองชุดที่แตกต่างกัน: หนึ่งสำหรับการยิงครั้งแรกและอีกอันสำหรับวินาที ที่ ระบบ gating - ช่องทางที่นำพลาสติกหลอมเหลวเข้าสู่โพรง - เป็นส่วนสำคัญของการออกแบบนี้ มีสองระบบ gating แยกกันแต่ละครั้งจากหน่วยฉีดของตัวเอง การออกแบบจะต้องตรวจสอบให้แน่ใจว่าวัสดุแต่ละชนิดถูกนำไปยังโพรงที่ตั้งใจไว้โดยไม่ต้องปนเปื้อนข้าม
-
ที่ ประตูแรก นำวัสดุเริ่มต้นไปยังโพรง
-
The ประตูนัดที่สอง อยู่ในตำแหน่งที่จะอนุญาตให้วัสดุที่สองไหลผ่านหรือรอบ ๆ ส่วนแรกของการยิง ระบบ gating นี้จะต้องวางไว้อย่างระมัดระวังเพื่อป้องกันความเสียหายต่อการยิงครั้งแรกที่มีอยู่ก่อนและเพื่อให้แน่ใจว่าการเติมเต็มของโพรงที่สอง-ช็อต
กลยุทธ์การระบายและความเย็น
มีประสิทธิภาพ การระบายอากาศ เป็นสิ่งสำคัญในการปั้นการฉีดทั้งหมด แต่มันก็ยิ่งสำคัญยิ่งขึ้นในการปั้น 2 นัด เมื่อวัสดุที่สองถูกฉีดไปรอบ ๆ ส่วนแรกของการยิงอากาศสามารถติดอยู่ในกระเป๋าขนาดเล็กได้อย่างง่ายดายซึ่งนำไปสู่ข้อบกพร่องเช่นรอยไหม้การยิงสั้นหรือพันธะที่ไม่สมบูรณ์ การออกแบบแม่พิมพ์จะต้องมีช่องระบายอากาศที่วางไว้อย่างมีกลยุทธ์เพื่อให้อากาศนี้หลบหนีได้
ออกแบบมาอย่างดี ระบบทำความเย็น เป็นสิ่งจำเป็นสำหรับการรักษาคุณภาพของชิ้นส่วนและการเพิ่มประสิทธิภาพรอบเวลา ในแม่พิมพ์ 2 ช็อตช่องระบายความร้อนจะต้องได้รับการออกแบบมาเพื่อทำให้ชิ้นส่วนแรกช็อตเย็นลงอย่างเพียงพอก่อนที่จะฉีดนัดที่สอง หากส่วนแรกร้อนเกินไปช็อตที่สองสามารถแปรปรวนหรือละลายได้ การระบายความร้อนที่เหมาะสมช่วยให้มั่นใจว่าอุณหภูมิสม่ำเสมอทั่วทั้งแม่พิมพ์ซึ่งมีความสำคัญต่อความมั่นคงในมิติและป้องกันข้อบกพร่องเช่นการแปรปรวน
การออกแบบสายแยกและการชดเชยการหดตัว
The สายแยก เป็นที่ที่ทั้งสองครึ่งของแม่พิมพ์พบกัน สำหรับการขึ้นรูป 2 นัดบรรทัดนี้จะต้องได้รับการออกแบบอย่างพิถีพิถันเพื่อให้แน่ใจว่าซีลแน่นในสองขั้นตอนที่แตกต่างกัน สายการแยกสำหรับโพรงที่สองจะต้องปิดผนึกกับส่วนแรกของการยิงเพื่อป้องกันไม่ให้วัสดุที่สองไหลเข้าสู่พื้นที่ที่ไม่พึงประสงค์ สิ่งนี้ต้องใช้ความแม่นยำพิเศษเพื่อหลีกเลี่ยงการกระพริบ (วัสดุรั่วไหลออกมาจากแม่พิมพ์)
การชดเชยการหดตัว เป็นความท้าทายที่สำคัญอีกประการหนึ่ง พลาสติกทั้งหมดหดตัวลงเมื่อมันเย็น แต่วัสดุที่แตกต่างกันสองชนิดที่ใช้ในส่วน 2-shot จะมีอัตราการหดตัวที่แตกต่างกัน นักออกแบบแม่พิมพ์ต้องคำนึงถึงการหดตัวที่แตกต่างนี้ หากไม่ได้รับการชดเชยอย่างถูกต้องส่วนสุดท้ายสามารถสัมผัสกับการแปรปรวนความเครียดภายในหรือการปนเปื้อนซึ่งนำไปสู่ความผูกพันที่อ่อนแอและผลิตภัณฑ์ที่มีข้อบกพร่อง
การออกแบบแม่พิมพ์หลายเซลล์
สำหรับการผลิตปริมาณสูงแม่พิมพ์ 2 นัดสามารถออกแบบได้ด้วยโพรงหลายแห่งเพื่อผลิตหลายส่วนต่อรอบ สิ่งนี้จะเพิ่มประสิทธิภาพอย่างมีนัยสำคัญ แต่ยังเพิ่มความซับซ้อนของการออกแบบแม่พิมพ์ ระบบนักวิ่งสำหรับทั้งสองนัดจะต้องมีความสมดุลอย่างพิถีพิถันเพื่อให้แน่ใจว่าโพรงทั้งหมดจะเต็มไปด้วยกันอย่างสม่ำเสมอและพร้อมกัน สิ่งนี้จะช่วยป้องกันการเปลี่ยนแปลงในส่วนที่มีคุณภาพจากโพรงหนึ่งไปยังอีกช่องหนึ่ง ในขณะที่แม่พิมพ์ 2-shot แบบหลายเซลล์มีต้นทุนเริ่มต้นที่สูงขึ้นมากการประหยัดระยะยาวในเวลาการผลิตและแรงงานทำให้เป็นโซลูชันที่คุ้มค่าสำหรับการผลิตมวล
การประยุกต์ใช้การฉีดแบบฉีด 2 ช็อต
การผสมผสานที่เป็นเอกลักษณ์ของฟังก์ชั่นความสวยงามและประสิทธิภาพที่นำเสนอโดยการฉีดแบบฉีด 2 ช็อตทำให้เป็นวิธีการผลิตที่ต้องการในอุตสาหกรรมที่หลากหลาย ความสามารถในการสร้างส่วนที่หลากหลายและหลากหลายในรอบหนึ่งได้แก้ไขการออกแบบที่ซับซ้อนและความท้าทายในการประกอบซึ่งนำไปสู่คุณภาพของผลิตภัณฑ์ที่เพิ่มขึ้นและประสิทธิภาพในภาคต่อไปนี้
อุตสาหกรรมยานยนต์
ภาคยานยนต์อย่างหนักต้องอาศัยการปั้น 2 นัดสำหรับส่วนประกอบภายในและภายนอก มันใช้เพื่อสร้างชิ้นส่วนที่มีความทนทานและสัมผัสได้
-
ส่วนประกอบภายใน: เป็นเรื่องปกติที่จะหาชิ้นส่วนที่ขึ้นรูป 2 นัดในการตกแต่งภายในของยานพาหนะเช่น ปุ่มแดชบอร์ด ช่องระบายอากาศและปุ่มเปลี่ยนเกียร์ พลาสติกแข็งให้โครงสร้างที่เข้มงวดและจุดติดตั้งในขณะที่อีลาสโตเมอร์แบบสัมผัสนุ่มสร้างความรู้สึกพรีเมี่ยมและด้ามจับตามหลักสรีรศาสตร์ลดเสียงรบกวนและการสั่นสะเทือน
-
ส่วนประกอบภายนอก: สำหรับชิ้นส่วนภายนอกจะใช้การปั้น 2 นัด ไฟหน้าและไฟท้าย ด้วยแมวน้ำที่มีน้ำแบบบูรณาการ นอกจากนี้ยังใช้ในการสร้างชุดกระจกด้านข้างที่ซับซ้อนหรือการออกแบบกระจังหน้าสลับกันที่รวมสองสีที่แตกต่างกันหรือเสร็จสิ้น
อุปกรณ์การแพทย์
ในสาขาการแพทย์ความแม่นยำสุขอนามัยและความน่าเชื่อถือเป็นสิ่งสำคัญยิ่ง การขึ้นรูป 2 นัดเป็นสิ่งจำเป็นสำหรับการผลิตอุปกรณ์คุณภาพสูงที่ผ่านการฆ่าเชื้อและใช้งานได้
-
เครื่องมือผ่าตัด: ที่จับของเครื่องมือและเครื่องมือผ่าตัดจำนวนมากได้รับการขึ้นรูป 2 นัด พอลิเมอร์ที่แข็งตัวให้แกนกลางที่แข็งแรง
-
ระบบส่งยา: เข็มฉีดยา เครื่องพ่นยาและอุปกรณ์ส่งยาอื่น ๆ มักจะใช้การขึ้นรูป 2 นัดเพื่อสร้าง ซีลและปะเก็นแบบบูรณาการ เพื่อให้แน่ใจว่าเนื้อหายังคงเป็นหมันและอุปกรณ์ทำงานอย่างถูกต้องโดยไม่รั่วไหล
สินค้าอุปโภคบริโภค
ตั้งแต่อุปกรณ์ในครัวเรือนไปจนถึงอุปกรณ์อิเล็กทรอนิกส์ส่วนบุคคลการขึ้นรูป 2 นัดช่วยเพิ่มประสบการณ์ผู้ใช้ผ่านการปรับปรุงการยศาสตร์และความทนทาน
-
เครื่องมือไฟฟ้า: นี่คือแอปพลิเคชั่นคลาสสิก เครื่องมือจัดการพลังงานมีร่างกายที่มีโครงสร้างที่เข้มงวดซึ่งมักจะทำจาก ไนลอน หรือ PC ล้น TPE หรือ TPU ด้ามจับ สิ่งนี้ให้พื้นผิวที่สะดวกสบายและไม่ลื่นที่ทนต่อผลกระทบและสารเคมี
-
เคสโทรศัพท์มือถือ: เคสโทรศัพท์ระดับสูงจำนวนมากได้รับการขึ้นรูป 2 นัดรวมโครงกระดูกโพลีคาร์บอเนตที่แข็งสำหรับการป้องกันโครงสร้างเข้ากับกันชน TPU แบบดูดซับแรงกระแทกเพื่อป้องกันการหยด
อิเล็กทรอนิกส์
อุปกรณ์อิเล็กทรอนิกส์ต้องการชิ้นส่วนที่มีความแม่นยำมักจะมีการปิดผนึกแบบรวมหรือคุณสมบัติสัมผัสที่ซับซ้อน
-
ตัวเชื่อมต่อ: การขึ้นรูป 2 นัดใช้ในการสร้าง ตัวเชื่อมต่อที่ปิดผนึก และการบรรเทาสายพันธุ์แบบบูรณาการบนสายเคเบิลทำให้กันน้ำและทนทานมากขึ้น
-
ปุ่ม: เป็นกระบวนการสำคัญสำหรับการทำ ปุ่มควบคุมระยะไกล และ ปุ่มคีย์บอร์ด - แกนด้านในที่เข้มงวดให้ความรู้สึกที่มั่นคงในขณะที่วัสดุที่อ่อนนุ่มหรือใสใช้สำหรับพื้นผิวด้านบนช่วยให้รู้สึกสัมผัสหรือแบ็คไลท์
การบรรจุหีบห่อ
ในอุตสาหกรรมบรรจุภัณฑ์จะใช้การขึ้นรูป 2 นัดเพื่อสร้างคอนเทนเนอร์ที่ใช้งานได้และน่าดึงดูด
-
ปิด: ฝาขวดและการปิดจำนวนมากถูกหล่อขึ้นรูปด้วย ตราประทับแบบบูรณาการ - พลาสติกแข็งก่อตัวเป็นฝาครอบในขณะที่อีลาสโตเมอร์แบบสัมผัสนุ่มด้านในสร้างซีลสุญญากาศโดยไม่จำเป็นต้องมีปะเก็นหรือซับแยกต่างหาก
-
ภาชนะบรรจุ: มันถูกใช้สำหรับภาชนะบรรจุเฉพาะที่ต้องการทั้งโครงสร้างที่เข้มงวดและฝาปิดสแน็ปออนหรือซีลที่ยืดหยุ่น
ข้อดีและข้อเสียของการฉีดแบบฉีด 2 นัด
เช่นเดียวกับเทคนิคการผลิตขั้นสูงการฉีดแบบฉีด 2 นัดนำเสนอชุดของประโยชน์และข้อเสียที่เป็นเอกลักษณ์ ความเข้าใจที่ชัดเจนเกี่ยวกับการแลกเปลี่ยนเหล่านี้เป็นสิ่งจำเป็นสำหรับการพิจารณาว่ากระบวนการเหมาะสมกับผลิตภัณฑ์เฉพาะหรือไม่
ข้อดี
-
ลดต้นทุนการประกอบ: หนึ่งในข้อได้เปรียบที่ยิ่งใหญ่ที่สุดคือการกำจัดการชุมนุมรอง ด้วยการผลิตชิ้นส่วนวัสดุหลายชิ้นในรอบการขึ้นรูปเดี่ยวกระบวนการจะช่วยขจัดความจำเป็นในการใช้แรงงานด้วยตนเอง, กาว, สกรูหรือสกรูอื่น ๆ ซึ่งนำไปสู่การประหยัดต้นทุนและเวลาที่สำคัญ
-
ปรับปรุงคุณภาพของผลิตภัณฑ์: ธรรมชาติแบบบูรณาการของการขึ้นรูป 2 นัดในผลิตภัณฑ์ที่เหนือกว่า พันธะโมเลกุลหรือกลไกที่สร้างขึ้นระหว่างวัสดุทั้งสองนั้นแข็งแกร่งและทนทานกว่าข้อต่อที่ประกอบขึ้นตามแบบเดิมขจัดความเสี่ยงของชิ้นส่วนที่หลวมหรือมีความยาวเมื่อเวลาผ่านไป
-
ความเป็นไปได้ในการออกแบบที่ได้รับการปรับปรุง: กระบวนการนี้ช่วยให้การออกแบบที่สร้างสรรค์และซับซ้อนซึ่งไม่สามารถทำได้ด้วยการปั้นแบบนัดเดียว นักออกแบบสามารถรวมสีพื้นผิวและคุณสมบัติของวัสดุที่แตกต่างกัน (เช่นร่างกายโครงสร้างที่เข้มงวดที่มีสัมผัสที่นุ่มนวลการยึดตามหลักสรีรศาสตร์) เป็นส่วนประกอบเดี่ยวที่ไร้รอยต่อ
-
ด้ามจับและการยศาสตร์ที่ดีขึ้น: สำหรับผลิตภัณฑ์ของผู้บริโภคการแพทย์และอุตสาหกรรมความสามารถในการ overmold elastomer ที่อ่อนนุ่มและสัมผัสบนพื้นผิวพลาสติกแข็งเป็นประโยชน์หลัก สิ่งนี้ช่วยเพิ่มการยึดเกาะของผู้ใช้เพิ่มความสะดวกสบายและสามารถให้ระดับความปลอดภัยที่ไม่สามารถทำได้ด้วยวัสดุเดียว
ข้อเสีย
-
ต้นทุนเชื้อราเริ่มต้นที่สูงขึ้น: ข้อเสียที่สำคัญที่สุดคือค่าใช้จ่ายล่วงหน้าสูงของแม่พิมพ์ แม่พิมพ์ 2 ช็อตนั้นซับซ้อนกว่าแม่พิมพ์มาตรฐานซึ่งมีโพรงคู่, แท่นหมุนหมุนหรือกลไกด้านหลังแกนและระบบการระบายความร้อนที่ซับซ้อนและระบบ gating ซึ่งทั้งหมดนี้เพิ่มค่าใช้จ่ายในการออกแบบและการผลิตอย่างมาก
-
การออกแบบแม่พิมพ์ที่ซับซ้อน: การออกแบบและวิศวกรรมของแม่พิมพ์ 2 ช็อตต้องการความเชี่ยวชาญเฉพาะด้าน มันเป็นกระบวนการที่ท้าทายที่ต้องคำนึงถึงคุณสมบัติที่เป็นเอกลักษณ์ของวัสดุสองชนิดที่แตกต่างกันรวมถึงอัตราการหดตัวความเข้ากันได้ทางเคมีและอุณหภูมิการประมวลผล ความซับซ้อนนี้สามารถขยายขั้นตอนการออกแบบและต้นแบบ
-
รอบเวลาที่ยาวนานขึ้น (อาจเป็นไปได้): ในขณะที่มีประสิทธิภาพมากกว่าการขึ้นรูปแยกและการประกอบเวลารอบเวลาสำหรับชิ้นส่วน 2-shot อาจยาวกว่าชิ้นส่วนนัดเดียวเล็กน้อย เครื่องจะต้องเสร็จสิ้นการฉีดและการระบายความร้อนสองขั้นตอนซึ่งสามารถเพิ่มเวลาการผลิตโดยรวมโดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนที่ซับซ้อนน้อยกว่า
-
ความท้าทายความเข้ากันได้ของวัสดุ: ทางเลือกของวัสดุของนักออกแบบนั้น จำกัด เฉพาะการผสมผสานที่เข้ากันได้ทางเคมีและความร้อน โพลีเมอร์บางตัวไม่สามารถสร้างพันธะที่แข็งแกร่งและการใช้วัสดุที่เข้ากันไม่ได้สามารถนำไปสู่การแยกแยะการแปรปรวนและผลิตภัณฑ์ที่อ่อนแอ
การวิเคราะห์ต้นทุนของการฉีดแบบฉีด 2 ช็อต
การตัดสินใจใช้การขึ้นรูปแบบฉีด 2 ช็อตมักเป็นกลยุทธ์ที่สร้างความสมดุลให้กับการลงทุนเริ่มต้นที่สูงขึ้นเมื่อเทียบกับการออมระยะยาวและผลประโยชน์ของผลิตภัณฑ์อย่างมีนัยสำคัญ การวิเคราะห์ต้นทุนอย่างละเอียดจะต้องพิจารณาทุกขั้นตอนของการผลิตไม่ใช่แค่เครื่องมือเริ่มต้น
ปัจจัยที่มีผลต่อต้นทุน
-
ความซับซ้อนของเชื้อรา: ปัจจัยที่สำคัญที่สุดในการขับเคลื่อนค่าใช้จ่ายในการปั้น 2 นัดคือแม่พิมพ์เอง แม่พิมพ์ 2 ช็อตเป็นชิ้นส่วนของวิศวกรรมที่ซับซ้อนสูงซึ่งมีโพรงสองชุดคือระบบการหมุนหรือระบบรับส่งและช่องระบายความร้อนที่สลับซับซ้อนและช่องว่างที่สลับซับซ้อน สิ่งนี้ต้องการความเชี่ยวชาญด้านการออกแบบและการตัดเฉือนที่แม่นยำทำให้แม่พิมพ์เริ่มต้นมีค่าใช้จ่ายสูงกว่าแม่พิมพ์นัดเดียวแบบธรรมดา
-
ต้นทุนวัสดุ: การใช้วัสดุสองชนิดที่แตกต่างกันสามารถส่งผลกระทบต่อค่าใช้จ่ายโดยรวมโดยเฉพาะอย่างยิ่งหากเป็นหนึ่งในพรีเมี่ยมเทอร์โมพลาสติกอีลาสโตเมอร์ (TPE) สำหรับด้ามจับแบบนุ่มหรือพอลิเมอร์วิศวกรรมประสิทธิภาพสูง ค่าใช้จ่ายต่อปอนด์ของวัสดุเหล่านี้อาจสูงกว่าเรซินแบบด็อตเดียวมาตรฐาน
-
ปริมาณการผลิต: การขึ้นรูป 2 นัดเป็นกระบวนการที่ออกแบบมาสำหรับ การผลิตปริมาณสูง - ค่าใช้จ่ายเครื่องมือล่วงหน้าสูงจะถูกตัดจำหน่ายอย่างมีประสิทธิภาพมากที่สุดในหลายแสนหรือแม้กระทั่งชิ้นส่วนหลายล้านชิ้น สำหรับการผลิตในปริมาณต่ำต้นทุนต่อส่วนยังคงสูงอย่างห้ามทำให้การขึ้นรูปแบบดั้งเดิมและการประกอบเป็นตัวเลือกที่ประหยัดต้นทุนมากขึ้น
-
รอบเวลา: ในขณะที่รอบ 2 ช็อตยาวกว่ารอบการยิงครั้งเดียวประสิทธิภาพของมันอยู่ในการผลิตผลิตภัณฑ์สำเร็จรูปในครั้งเดียว รอบเวลาเป็นปัจจัยสำคัญในการกำหนดค่าใช้จ่ายต่อส่วนเนื่องจากเป็นตัวกำหนดปริมาณงานของเครื่อง แม่พิมพ์ 2 ช็อตที่ออกแบบมาอย่างดีพร้อมเวลารอบที่สมดุลสามารถประหยัดค่าใช้จ่ายได้มากกว่ากระบวนการประกอบหลายขั้นตอน
การวิเคราะห์ต้นทุน-ผลประโยชน์: เมื่อใดที่จะเลือกการขึ้นรูป 2 นัด
การตัดสินใจเลือกการขึ้นรูป 2 นัดควรขึ้นอยู่กับไฟล์ ค่าใช้จ่ายทั้งหมดของการเป็นเจ้าของ การคำนวณ คุณควรเลือกการขึ้นรูป 2 นัดเมื่อการออมจากการกำจัดชุดประกอบรองมีค่าใช้จ่ายสูงกว่าต้นทุนเครื่องมือล่วงหน้าที่สูงขึ้น
พิจารณาการขึ้นรูป 2 นัดเมื่อผลิตภัณฑ์ของคุณ:
-
ต้องมีแอสเซมบลีที่ซับซ้อน: หากผลิตภัณฑ์ของคุณจำเป็นต้องติดกาวเมาหรือปิดผนึกด้วยตนเองหลังจากการขึ้นรูปค่าใช้จ่ายแรงงานและค่าใช้จ่ายวัสดุของการประกอบจะแสดงให้เห็นถึงกระบวนการ 2 ช็อต
-
ต้องการคุณภาพและสุนทรียศาสตร์ที่เหนือกว่า: สำหรับผลิตภัณฑ์ที่พันธบัตรแบบบูรณาการอย่างสมบูรณ์, การยึดเกาะตามหลักสรีรศาสตร์หรือสุนทรียศาสตร์สองสีมีความสำคัญต่อเอกลักษณ์ของแบรนด์และความพึงพอใจของลูกค้าการขึ้นรูป 2 ช็อตเป็นตัวเลือกที่เหมาะ
-
เป็นผลิตภัณฑ์ที่มีปริมาณมาก: ตามกฎของหัวแม่มือหากปริมาณการผลิตสูงพอค่าใช้จ่ายของแม่พิมพ์สามารถกระจายไปทั่วหน่วยจำนวนมากทำให้ต้นทุนต่อส่วนต่ำกว่าทางเลือกที่ประกอบขึ้นอย่างมีนัยสำคัญ
ค่าใช้จ่ายเริ่มต้นเป็นอุปสรรค แต่สำหรับการใช้งานที่เหมาะสมการลดต้นทุนระยะยาวควบคู่ไปกับผลิตภัณฑ์ที่มีคุณภาพสูงกว่าทำให้การขึ้นรูป 2 นัดเป็นการลงทุนที่ยอดเยี่ยม
การควบคุมคุณภาพในการฉีดแบบฉีด 2 ช็อต
ด้วยความซับซ้อนของการฉีดแบบฉีด 2 ช็อตการควบคุมคุณภาพอย่างเข้มงวดจึงเป็นสิ่งจำเป็นเพื่อให้แน่ใจว่าผลิตภัณฑ์ขั้นสุดท้ายตรงตามข้อกำหนดทั้งการใช้งานและความงาม การตรวจสอบและป้องกันข้อบกพร่องทั่วไปเป็นส่วนสำคัญของกระบวนการ
ข้อบกพร่องทั่วไปและวิธีการป้องกันพวกเขา
-
การปนเปื้อน: นี่คือการแยกวัสดุทั้งสองที่ส่วนต่อประสาน มันมักจะเกิดจากความเข้ากันได้ทางเคมีหรือความร้อนไม่เพียงพอหรือโดยพารามิเตอร์กระบวนการที่ไม่ถูกต้องเช่นอุณหภูมิละลายต่ำหรือความดันไม่เพียงพอ การป้องกันเกี่ยวข้องกับการเลือกวัสดุที่เข้ากันได้ปรับอุณหภูมิการฉีดให้เหมาะสมและมั่นใจได้ว่าการละลายของนัดที่สองนั้นร้อนพอที่จะสร้างความผูกพันที่แข็งแกร่งกับพื้นผิวของช็อตแรก
-
การแปรปรวน: การเสียรูปหรือการบิดของชิ้นส่วนมักเกิดจากการระบายความร้อนที่ไม่สม่ำเสมอหรือความแตกต่างอย่างมีนัยสำคัญในอัตราการหดตัวของวัสดุทั้งสอง เพื่อป้องกันการแปรปรวนนักออกแบบจะต้องเลือกวัสดุที่มีคุณสมบัติทางความร้อนที่คล้ายกันและตรวจสอบให้แน่ใจว่าระบบทำความเย็นของแม่พิมพ์มีความสมดุลในการทำให้เย็นทุกส่วนของชิ้นส่วนอย่างสม่ำเสมอ
-
Sink Marks: สิ่งเหล่านี้เป็นความหดหู่เล็กน้อยบนพื้นผิวของชิ้นส่วน ในการปั้น 2 นัดพวกเขามักจะเกิดขึ้นในพื้นที่ที่วัสดุที่สองหนาและหดตัวเมื่อมันเย็นลงดึงวัสดุแรก พวกเขาสามารถป้องกันได้โดยการเพิ่มแรงดันบรรจุภัณฑ์ขยายเวลาพักและออกแบบชิ้นส่วนอย่างระมัดระวังเพื่อหลีกเลี่ยงส่วนที่หนาและหนา
-
ความผูกพันที่อ่อนแอ: นี่เป็นคำทั่วไปสำหรับพันธบัตรที่ล้มเหลวภายใต้ความเครียด มันอาจเกิดจากการปนเปื้อนบนพื้นผิวของชิ้นส่วนแรก (เช่นจากสารปลดปล่อยเชื้อรา) อุณหภูมิละลายที่ไม่เหมาะสมหรือเวลาไม่เพียงพอสำหรับวัสดุที่สองที่จะหลอมรวมกับครั้งแรก การป้องกันเกี่ยวข้องกับการรักษาสภาพแวดล้อมการผลิตที่สะอาดเพื่อให้มั่นใจว่าพารามิเตอร์กระบวนการที่ดีที่สุดและบางครั้งก็ใช้การทดสอบการทำลายล้างเพื่อตรวจสอบความแข็งแรงของพันธะ
เทคนิคการตรวจสอบและอุปกรณ์
-
การตรวจสอบด้วยภาพ: ในฐานะที่เป็นบรรทัดแรกของการป้องกันช่างเทคนิคที่ผ่านการฝึกอบรมตรวจสอบแต่ละส่วนสำหรับข้อบกพร่องของเครื่องสำอาง ซึ่งรวมถึงการตรวจสอบความแปรปรวนของสี, เครื่องหมายจม, แฟลช (วัสดุส่วนเกิน) หรือสัญญาณของการ delamination
-
CMM (เครื่องวัดพิกัด): เพื่อความแม่นยำของมิติจะใช้ CMM เครื่องที่มีความแม่นยำนี้ใช้โพรบเพื่อทำการวัดรูปทรงเรขาคณิตที่แม่นยำสูงเพื่อให้แน่ใจว่าคุณสมบัติทั้งหมดอยู่ในความคลาดเคลื่อนที่ระบุ นี่เป็นสิ่งสำคัญอย่างยิ่งสำหรับชิ้นส่วน 2 ช็อตที่วัสดุสองชนิดจะต้องรวมเข้าด้วยกันอย่างสมบูรณ์แบบ
-
การทดสอบการทำลายล้าง: ในการตรวจสอบความแข็งแรงของพันธะโดยตรงระหว่างวัสดุทั้งสองตัวอย่างชิ้นส่วนเล็ก ๆ จะถูกทดสอบการทำลายล้าง สิ่งนี้สามารถเกี่ยวข้องกับการดึงวัสดุทั้งสองออกจากกันในการทดสอบแรงดึงบิดส่วนหรือการทดสอบผลกระทบ วิธีนี้ยืนยันว่าพันธบัตรนั้นแข็งแกร่งพอที่จะตอบสนองความต้องการด้านประสิทธิภาพและความทนทานของผลิตภัณฑ์
แนวโน้มในอนาคตในการฉีดแบบฉีด 2 ช็อต
อุตสาหกรรมการฉีดขึ้นรูป 2 ช็อตอยู่ในสภาพวิวัฒนาการอย่างต่อเนื่องซึ่งขับเคลื่อนด้วยความก้าวหน้าทางเทคโนโลยีและความต้องการที่เพิ่มขึ้นสำหรับการผลิตที่ซับซ้อนมีประสิทธิภาพและยั่งยืนมากขึ้น อนาคตของกระบวนการจะถูกกำหนดโดยแนวโน้มสำคัญหลายประการที่สัญญาว่าจะเพิ่มขีดความสามารถและความฉลาด
ความก้าวหน้าในวัสดุ
การพัฒนาโพลีเมอร์ใหม่เป็นแนวโน้มที่สำคัญ ผู้ผลิตและนักวิทยาศาสตร์วัสดุกำลังมุ่งเน้นไปที่การสร้างวัสดุพิเศษที่ให้คุณสมบัติที่เพิ่มขึ้นและฟังก์ชันการทำงานใหม่ ซึ่งรวมถึง โพลีเมอร์ที่ใช้ชีวภาพและรีไซเคิล เพื่อจัดการกับความกังวลด้านความยั่งยืนรวมถึงอีลาสโตเมอร์ใหม่และพลาสติกวิศวกรรมที่มีลักษณะที่เหนือกว่า วัสดุเหล่านี้จะให้พันธะเคมีที่แข็งแกร่งความต้านทานอุณหภูมิที่สูงขึ้น
ระบบอัตโนมัติและหุ่นยนต์
ระบบอัตโนมัติเป็นส่วนประกอบสำคัญในการขึ้นรูป 2 นัด แต่มันก็มีความซับซ้อนมากขึ้น คลื่นลูกต่อไปของนวัตกรรมจะเห็นหุ่นยนต์และหุ่นยนต์ร่วมกัน (Cobots) ทำงานที่ซับซ้อนยิ่งขึ้นนอกเหนือจากการกำจัดส่วนที่เรียบง่าย ซึ่งรวมถึง การชุมนุมในโมล ของเม็ดมีดการตรวจสอบคุณภาพอัตโนมัติและการจัดการชิ้นส่วนที่ซับซ้อน ระบบอัตโนมัติที่เพิ่มขึ้นนี้จะช่วยลดต้นทุนแรงงานปรับปรุงความสอดคล้องการผลิตและอนุญาตให้มีการผลิตไฟออกซึ่งเครื่องจักรสามารถทำงานได้โดยไม่ต้องดูแลมนุษย์
ซอฟต์แวร์การจำลองและการเพิ่มประสิทธิภาพ
การใช้ซอฟต์แวร์ขั้นสูงกำลังปฏิวัติกระบวนการออกแบบแม่พิมพ์ ตอนนี้วิศวกรใช้ทรงพลัง ซอฟต์แวร์จำลอง เพื่อจำลองวงจรการขึ้นรูป 2 นัดทั้งหมด สิ่งนี้ช่วยให้พวกเขาสามารถทำนายและป้องกันข้อบกพร่องทั่วไปเช่นการแปรปรวนพันธะที่อ่อนแอหรือการเติมที่ไม่สม่ำเสมอก่อนที่จะผลิตแม่พิมพ์ ด้วยการเพิ่มประสิทธิภาพการออกแบบแม่พิมพ์และพารามิเตอร์กระบวนการอย่างแท้จริงผู้ผลิตสามารถลดความต้องการต้นแบบทางกายภาพที่มีราคาแพงอย่างมีนัยสำคัญซึ่งนำไปสู่รอบการพัฒนาผลิตภัณฑ์ที่เร็วขึ้นและอัตราความสำเร็จครั้งแรกที่สูงขึ้น
การรวมอุตสาหกรรม 4.0
การรวมกันของการปั้น 2 นัดใน โรงงานอัจฉริยะ ระบบนิเวศ (อุตสาหกรรม 4.0) เป็นแนวโน้มที่สำคัญ เครื่องจักรได้รับการติดตั้งเซ็นเซอร์ที่รวบรวมข้อมูลเรียลไทม์เกี่ยวกับอุณหภูมิความดันและตัวแปรกระบวนการสำคัญอื่น ๆ ข้อมูลนี้จะถูกป้อนเข้าสู่ระบบกลางสำหรับการวิเคราะห์ช่วยให้สามารถบำรุงรักษาทำนายการใช้พลังงานที่ดีที่สุดและการปรับกระบวนการอัตโนมัติ ระดับของการเชื่อมต่อและการวิเคราะห์ข้อมูลนี้ช่วยให้การเปลี่ยนจากปฏิกิริยาเป็นการผลิตเชิงรุกทำให้มั่นใจได้ว่าคุณภาพของผลิตภัณฑ์ที่สอดคล้องกันและประสิทธิภาพการดำเนินงานสูงสุด

