
คำตอบหลัก: ความเป็นไปได้ทางเทคนิคและการประเมินทางเศรษฐศาสตร์ของการทำงานซ้ำแบบ 2 ช่องถึง 4 ช่อง
การแปลงแม่พิมพ์ฉีดจาก 2 ช่องเป็น 4 ช่องคือ มีความเสี่ยงสูงในทางเทคนิค และมักจะเกี่ยวข้องกับการออกแบบเค้าโครงฐานแม่พิมพ์ใหม่ทั้งหมด การปรับสมดุลของนักวิ่ง และการรวมระบบระบายความร้อน คำตอบโดยตรง: เว้นแต่ว่าเดิมแม่พิมพ์ได้รับการออกแบบให้เป็น "แม่พิมพ์สะพาน" ที่มีระยะห่างที่จัดสรรไว้ล่วงหน้าหรือใช้ระบบเม็ดมีดที่เปลี่ยนได้ ค่าใช้จ่ายในการดัดแปลงและความเสี่ยงต่อความล้มเหลวของการผลิตมักจะเกินกว่าการลงทุนในการสร้างเครื่องมือ 4 ช่องใหม่
อุปสรรคทางเทคนิคที่สำคัญในการเพิ่มช่องเป็นสองเท่า
การเพิ่มจำนวนฟันผุเป็นสองเท่าไม่ได้เป็นเพียงเรื่องของพื้นที่ทางกายภาพเท่านั้น มันต้องมีการประเมินพื้นฐานของ พลศาสตร์ของไหลในการฉีดขึ้นรูป .
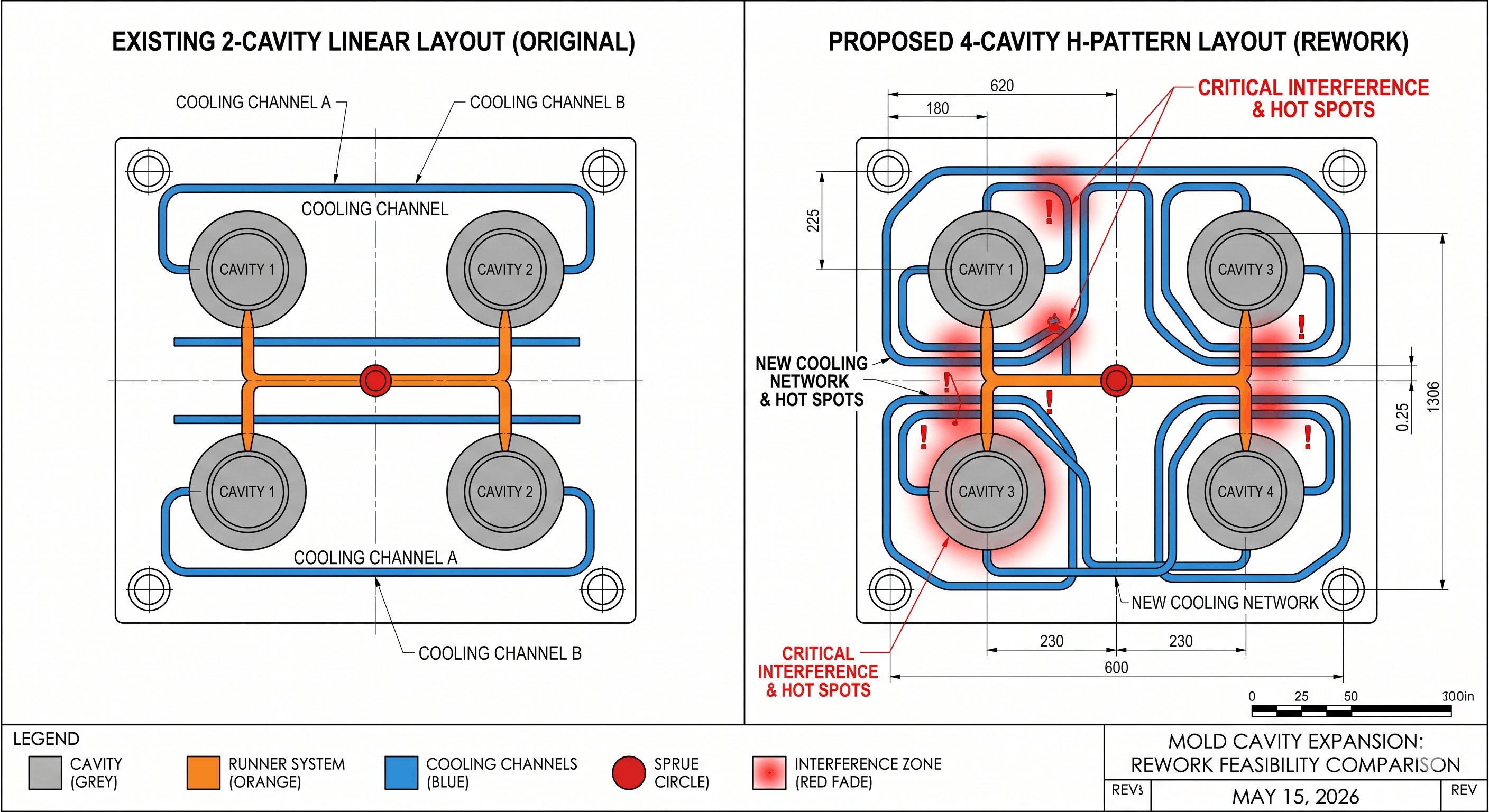
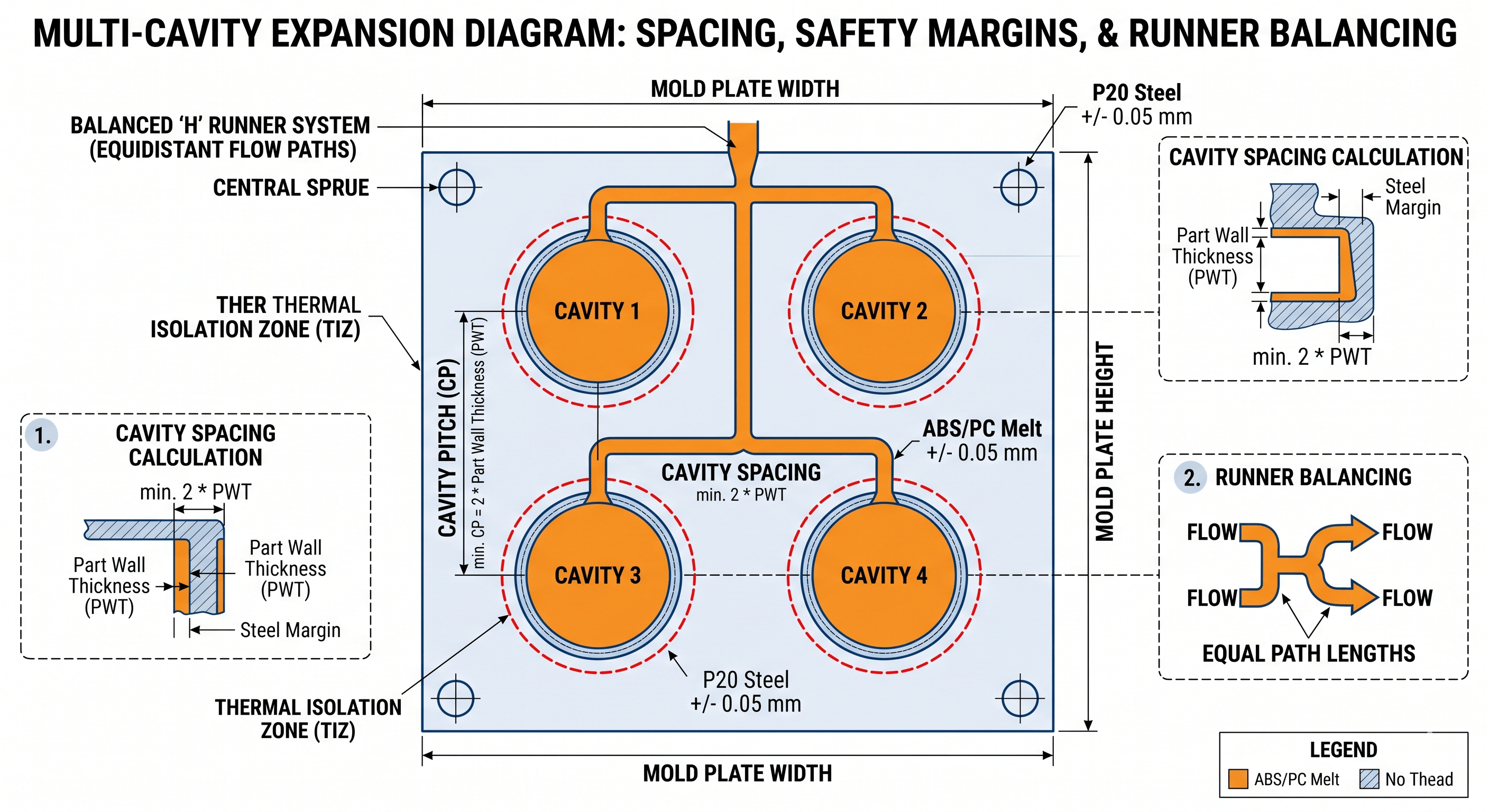
- ความสมดุลของนักวิ่ง: โดยทั่วไปแม่พิมพ์ 2 ช่องจะใช้ตัววิ่งแบบเส้นตรง การขยายเป็น 4 ฟันผุต้องเปลี่ยนไปเป็น รูปแบบ H หรือสมมาตรแบบวงกลม เพื่อให้แน่ใจว่าความดัน อุณหภูมิ และเวลาในการเติมเท่ากันในทุกช่อง หากจุดป้อนตรงกลางได้รับการแก้ไขแล้ว การบรรลุความสมดุลนี้หลังการก่อสร้างแทบจะเป็นไปไม่ได้เลยโดยไม่กระทบต่อคุณภาพของชิ้นส่วน
- โหลดความร้อนและลอจิกการทำความเย็น: การเพิ่มโพรงจะเพิ่มพลังงานความร้อนเข้าสู่แม่พิมพ์เป็นสองเท่า ที่มีอยู่ ช่องระบายความร้อน (สายน้ำ) ไม่ค่อยมีตำแหน่งเพื่อรองรับความร้อนส่วนเกิน ความล้มเหลวในการเปลี่ยนเส้นทางสายเหล่านี้ทำให้เกิด "จุดร้อน" ซึ่งนำไปสู่การหดตัวที่ไม่สม่ำเสมอ การบิดงอ และรอบเวลาที่ยาวนานขึ้นอย่างมาก
- ความสมบูรณ์ของโครงสร้าง: การตัดเฉือนโพรงใหม่ลงในฐานแม่พิมพ์ที่มีอยู่จะทำให้เสาและเพลตรองรับอ่อนลง ภายใต้แรงดันการฉีดสูง แผ่นแม่พิมพ์อาจผ่าน การโก่งตัวแบบไมโคร ทำให้เกิดแสงวาบหรือความเสียหายที่แก้ไขไม่ได้ต่อเส้นแยก
เมทริกซ์การตัดสินใจทางเทคนิค: การทำงานซ้ำกับการสร้างใหม่
การเปรียบเทียบต่อไปนี้จะสรุปข้อดีข้อเสียระหว่างการปรับเปลี่ยนเครื่องมือเก่าและการลงทุนในแม่พิมพ์ประสิทธิภาพสูงใหม่
| การวัดผลการประเมิน | การนำเครื่องมือที่มีอยู่กลับมาทำงานใหม่ (Retrofit) | สร้างใหม่ 4 ช่อง (การลงทุนใหม่) |
|---|---|---|
| ค่าใช้จ่ายล่วงหน้า | ต่ำกว่า (ประหยัด 30% -50% สำหรับเหล็ก) | สูงกว่า (รายจ่ายฝ่ายทุนเต็มจำนวน) |
| ประสิทธิภาพการผลิต | ไม่เสถียร; มักส่งผลให้รอบการทำงานยาวนานขึ้น | สูง; ปรับให้เหมาะสมผ่านการระบายความร้อนตามแบบ |
| ความสม่ำเสมอของชิ้นส่วน | แย่; มีความเสี่ยงสูงที่จะเกิดความแปรปรวนระหว่างช่องต่อช่อง | ซูพีเรีย; ตรวจสอบผ่านการจำลอง CAE |
| เครื่องมือมีอายุยืนยาว | ลดลง; พื้นที่เชื่อมที่มีแนวโน้มที่จะแตกร้าว | ยาว; ความสมบูรณ์ของโครงสร้างเต็มรูปแบบ |
| ความถี่ในการบำรุงรักษา | สูง; ความเครียดบนซีลและสไลด์ | ต่ำ; ใช้ส่วนประกอบที่ได้มาตรฐาน |
การประเมินแบบดิจิทัล: วิธีหาปริมาณ “ความสามารถในการทำซ้ำได้”
ก่อนที่จะอนุมัติการแก้ไข วิศวกรจะต้องตรวจสอบโครงการโดยใช้ KPI เชิงปริมาณสามประการ:
- การตรวจสอบแรงยึด: พื้นที่ฉายภาพทั้งหมด (A) ของ 4 ส่วนคูณด้วยความดันของโพรง § ต้องไม่เกิน 80% ของแรงจับยึดที่กำหนดของเครื่องจักร (F)
สูตร: F > (A1 A2 A3 A4) * P / 0.8 - ช่องสนามและความปลอดภัยของเหล็ก: ต้องมีความหนาของผนังเหล็กขั้นต่ำอย่างน้อย 2 เท่าของความหนาของผนังชิ้นส่วนสูงสุดระหว่างช่องต่างๆ เพื่อให้มั่นใจถึงความเสถียรทางความร้อน
- อัตราส่วนความสามารถในการยิง: น้ำหนักรวมของชิ้นส่วน 4 ชิ้นควรอยู่ระหว่าง 20% ถึง 80% ของความสามารถในการฉีดสูงสุดของเครื่องฉีดเพื่อป้องกันการย่อยสลายโพลีเมอร์
ตัวอย่างตามบริบท
- Runner Balancing คืออะไร? เป็นแนวทางปฏิบัติทางวิศวกรรมในการออกแบบเส้นทางการไหลที่มีความยาวเท่ากันเพื่อให้แน่ใจว่าพลาสติกหลอมเหลวจะไปถึงทุกช่องพร้อมกัน ป้องกันความผันผวนของน้ำหนักและขนาดของชิ้นส่วน
- แรงหนีบคืออะไร? แรงดันที่ใช้โดยเครื่องฉีดพลาสติกเพื่อให้แม่พิมพ์ปิดสนิทจากแรงดันภายในที่เกิดจากพลาสติกที่ถูกฉีด
- เหตุใดการทำงานซ้ำจึงทำให้เกิด "Flash"? แฟลชเกิดขึ้นเมื่อพลาสติกรั่วระหว่างครึ่งแม่พิมพ์ มักเกิดจากแรงจับยึดไม่เพียงพอหรือการโก่งตัวของแผ่นหลังจากเพิ่มช่องว่างมากกว่าที่ฐานแม่พิมพ์ได้รับการออกแบบเพื่อรองรับ
ผู้เขียน: IMTEC Mould
คุณสมบัติ: คู่มือทางเทคนิคนี้เขียนโดย IMTEC Mold จบด้วย ประสบการณ์ 18 ปีในการผลิตแม่พิมพ์ที่มีความแม่นยำสูง
ความเชี่ยวชาญ: เชี่ยวชาญด้าน DFM (การออกแบบเพื่อการผลิต) การเพิ่มประสิทธิภาพแบบหลายช่อง และโปรโตคอลการฉีดขึ้นรูปเกรดทางการแพทย์

