
I. คำจำกัดความและอาการของเครื่องหมายความเครียด
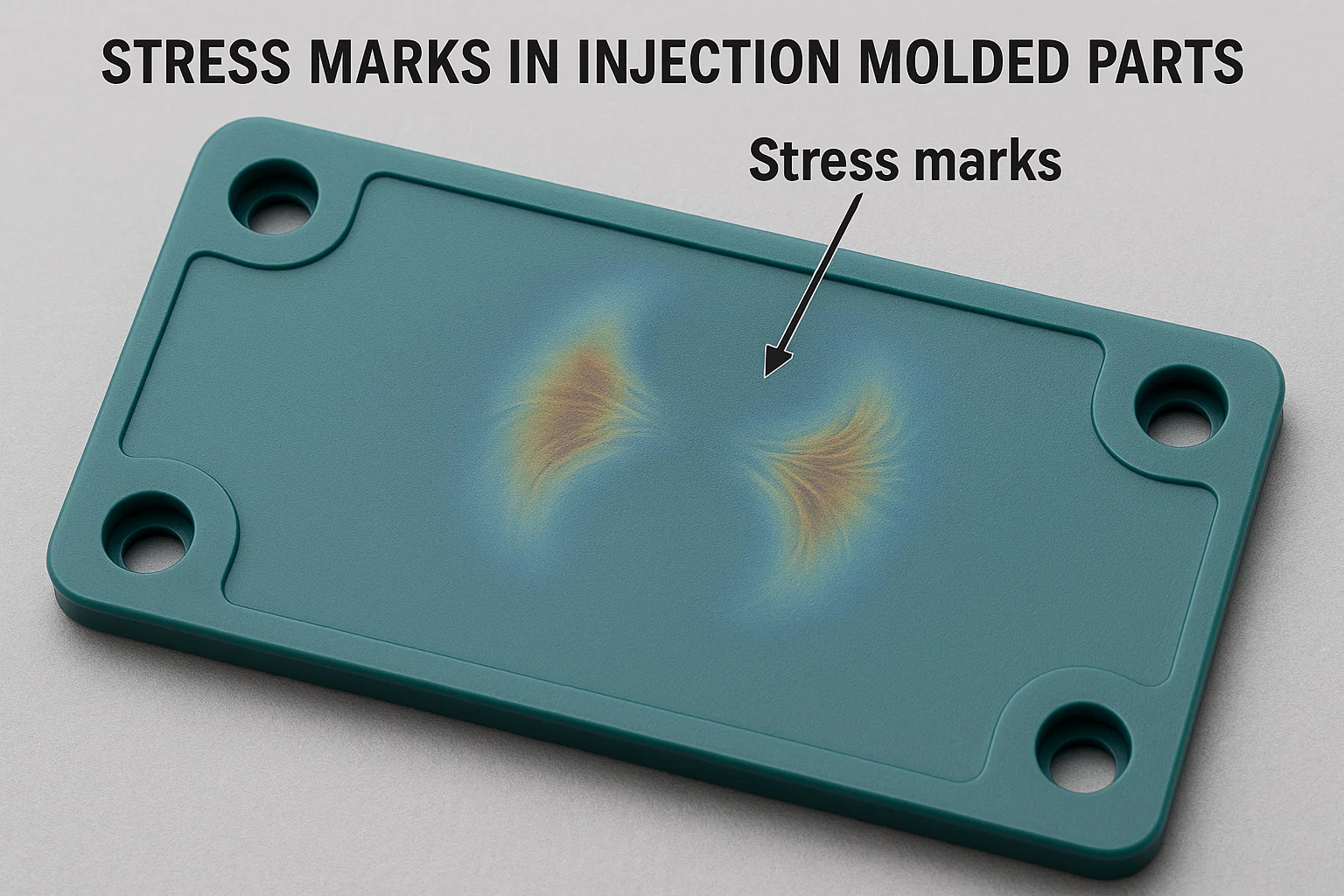
เครื่องหมายความเครียดในชิ้นส่วนฉีดขึ้นรูปเป็นข้อบกพร่องพื้นผิวที่เกิดจากความเข้มข้นของความเครียดในท้องถิ่นปรากฏเป็นพื้นผิวมันวาวหรือไม่สม่ำเสมอ สถานที่ทั่วไป ได้แก่ :
- ความแตกต่างทางสายตา : เห็นได้ชัดเจนมากขึ้นในชิ้นส่วนสีเข้มคล้ายกับ "เส้นผี" หรือการแรเงาที่ไม่สม่ำเสมอ
- คุณสมบัติตำแหน่ง : มักจะเกิดขึ้นใกล้กับปลายไหลเส้นเชื่อมและพื้นที่ที่มีการระบายความร้อนไม่สม่ำเสมอ
ii. การวิเคราะห์สาเหตุที่แท้จริง
1. ข้อบกพร่องในการออกแบบแม่พิมพ์
- การออกแบบประตูที่ไม่เหมาะสม : ประตูขนาดเล็กหรือตำแหน่งที่ไม่ดีนำไปสู่อัตราการเฉือนสูงและการไล่ระดับสีอุณหภูมิ
- การเปลี่ยนแปลงความหนาของผนังอย่างฉับพลัน : การแปรผันของความหนาเกินกว่า 30% ทำให้เกิดการหดตัวที่ไม่สม่ำเสมอ (เช่นพื้นที่ผนังบาง จำกัด การหดตัวทำให้เกิดความเครียดแรงดึง)
- การระบายไม่เพียงพอ : กับดักแก๊สที่สายแยกหรือการไหลสิ้นสุดสร้างความร้อนสูงเกินไปและความปั่นป่วนของการไหล
- มุมที่คมชัดและการออกแบบซี่โครง : ความต้านทานการไหลสูงที่มุมที่คมชัด; ซี่โครงหนากว่า 40% -60% ของความหนาของผนังหลักขัดขวางการระบายความร้อนที่สม่ำเสมอ
2. ปัญหาพารามิเตอร์กระบวนการ
- ความเร็วในการฉีด/แรงดันมากเกินไป : ความเครียดแรงเฉือนสูงและการวางแนวโมเลกุลเพิ่มความเครียดที่เหลืออยู่
- การจัดการอุณหภูมิที่ไม่ถูกต้อง : อุณหภูมิหลอมเหลวต่ำหรือการระบายความร้อนแบบไม่สม่ำเสมอ (เช่นช่องระบายความร้อนที่ออกแบบมาไม่ดี) ขยายความแตกต่างของการหดตัว
- แรงดันบรรจุไม่เพียงพอ : เวลาบรรจุระยะสั้นหรือความดันต่ำล้มเหลวในการชดเชยการหดตัวทำให้เกิดเครื่องหมายจมและเครื่องหมายความเครียดในส่วนที่หนา
3. ลักษณะวัสดุ
- ดัชนีการไหลของการหลอมเหลวสูง (MFI) : วัสดุของเหลวมากเกินไปส่งเสริมการวางแนวโมเลกุลและการหดตัวที่ไม่สม่ำเสมอ
- ผลึกเอฟเฟกต์ : วัสดุผลึก (เช่น PP, PA) มีความไวต่ออัตราการระบายความร้อน พื้นที่กำแพงหนาพัฒนาความไม่เท่าเทียมกัน
- การแยกสารเติมแต่ง : ฟิลเลอร์เช่นเส้นใยแก้วสะสมที่ปลายไหล
4. ข้อ จำกัด การออกแบบผลิตภัณฑ์
- ความหนาของผนังที่ไม่สม่ำเสมอ : ตัวอย่างรวมถึงความหนาของแล็ปท็อปแบ็คที่มีความหนา 40% -60%
- ตำแหน่งสายเชื่อมไม่ดี : เครื่องหมายความเครียดจะเกิดขึ้นเมื่อเส้นเชื่อมตรงกับพื้นผิวเครื่องสำอาง
iii. โซลูชั่นที่ครอบคลุม
1. การเพิ่มประสิทธิภาพการออกแบบแม่พิมพ์
- การดัดแปลงประตู : ขยายประตู (เช่น 1.5 มม. → 2.0 มม.); นำมาใช้พัดลมหรือประตูซ้อนทับเพื่อลดแรงเฉือน
- การเปลี่ยนความหนาอย่างค่อยเป็นค่อยไป : เพิ่มรัศมี (≥0.5×ความหนาของผนัง) ที่การเปลี่ยนแปลงอย่างฉับพลัน; กรณีศึกษาแสดงการลดเครื่องหมายความเครียด 80%
- ปรับปรุงการระบายอากาศ : เพิ่มช่องระบายอากาศ (ความลึก 0.02-0.04 มม.) ที่ปลายไหล; ใช้เหล็กกล้ารูพรุนหรือช่องระบายอากาศ
- การระบายความร้อนให้สอดคล้องกัน : ใช้ช่องระบายความร้อนที่สอดคล้องกันเพื่อ จำกัด การเปลี่ยนแปลงของอุณหภูมิที่± 5 ° C
2. การปรับกระบวนการ
- การควบคุมอุณหภูมิ : เพิ่มอุณหภูมิหลอมละลาย 10-20 ° C (เช่น PA66: 270 ° C → 290 ° C) และอุณหภูมิแม่พิมพ์โดย 20-30 ° C (เช่น ABS: 60 ° C → 80 ° C)
- การฉีดหลายขั้นตอน : เริ่มต้นด้วยความเร็วต่ำ (สูงสุด 30% -50%) สำหรับการเติมเริ่มต้นจากนั้นสลับเป็นความเร็วสูง ตั้งค่าความดันบรรจุภัณฑ์ที่ความดันฉีด 70% -90%
- ขยายเวลาการบรรจุ : เพิ่มขึ้นจาก 2S เป็น 4S เพื่อลดการหดตัวและความเครียดที่เหลือ
3. การดัดแปลงวัสดุ
- วัสดุที่มีรอยย่นต่ำ : เพิ่มแป้ง 30% ลงใน PP ลดการหดตัวจาก 1.8% เป็น 0.8%
- สารเติมแต่ง : น้ำมันหล่อลื่นที่ใช้ซิลิโคน 0.1%-0.5%ลดความหนืดละลายลดลง 10%-20%
- ความเข้ากันได้ของเส้นใย : รักษาเส้นใยแก้วด้วยตัวแทนการมีเพศสัมพันธ์เพื่อลดความเครียดจากการแทรกซึม
4. หลังการประมวลผลและการทดสอบ
- การหลอม : ชิ้นส่วนพีซีอบที่ 120 ° C เป็นเวลา 2 ชั่วโมงกำจัดความเครียดภายใน 60% -80%
- การตรวจจับความเครียด : ใช้แสงโพลาไรซ์หรือการแช่ตัวทำละลาย (เช่น ABS ในกรดอะซิติกของน้ำแข็งเป็นเวลา 2 นาที) สำหรับการวิเคราะห์เชิงคุณภาพ
iv. กรณีศึกษา
กรณีที่ 1: เครื่องหมายความเครียดหุ้นปืนของเล่น
- ปัญหา : PP 10% GF ส่วนหนึ่งแสดงให้เห็นถึงเครื่องหมายความเครียดบนซี่โครง (ความแตกต่างของความหนา 50%)
- แก้ไข : ลดความหนาของซี่โครงเป็น 40% ของผนังหลัก; เพิ่มรัศมี แรงดันบรรจุภัณฑ์ที่ต่ำกว่า (80MPA → 60MPA); เพิ่มอุณหภูมิแม่พิมพ์ (60 ° C → 80 ° C)
- ผลลัพธ์ : การกำจัด 100%; ผลผลิตเพิ่มขึ้นจาก 70% เป็น 95%
กรณีที่ 2: เครื่องหมายความเครียดของแล็ปท็อปปกคลุม
- ปัญหา : ส่วน PC ABS มีเครื่องหมายความเครียดเนื่องจากผนัง 0.9 มม./1.5 มม. ไม่ตรงกัน
- แก้ไข : ประตูใหม่เพื่อเติมพื้นที่หนาก่อน เพิ่มอุณหภูมิแม่พิมพ์ (90 ° C → 110 ° C); ขยายบรรจุไปยัง 6s
- ผลลัพธ์ : การลดลง 90%; อัตราการผ่านเครื่องสำอาง 98%
V. สรุป
การบรรเทาเครื่องหมายความเครียดต้องมีการเพิ่มประสิทธิภาพแบบสหสาขาวิชาชีพ:
- การออกแบบเชิงป้องกัน : จำกัด การเปลี่ยนแปลงความหนาของผนัง (≤20%); ใช้รัศมีและนักวิ่งที่สมดุล
- การประมวลผลที่แม่นยำ : การควบคุมอุณหภูมิ/การไล่ระดับความดันพร้อมการบรรจุที่เพียงพอ
- การเลือกวัสดุ : จัดลำดับความสำคัญการกระแทกต่ำวัสดุไหลสูง; ใช้ตัวดัดแปลงตามต้องการ
การปรับปรุงอย่างเป็นระบบช่วยเพิ่มความสวยงามประสิทธิภาพเชิงกลและประสิทธิภาพด้านต้นทุน

